Изобретение относится к литейному производству5 а именно к установкам для горизонтально-стопочной безопочной формовки.
Целью изобретения является упрощение конструкции, уменьшение металлоемкости .
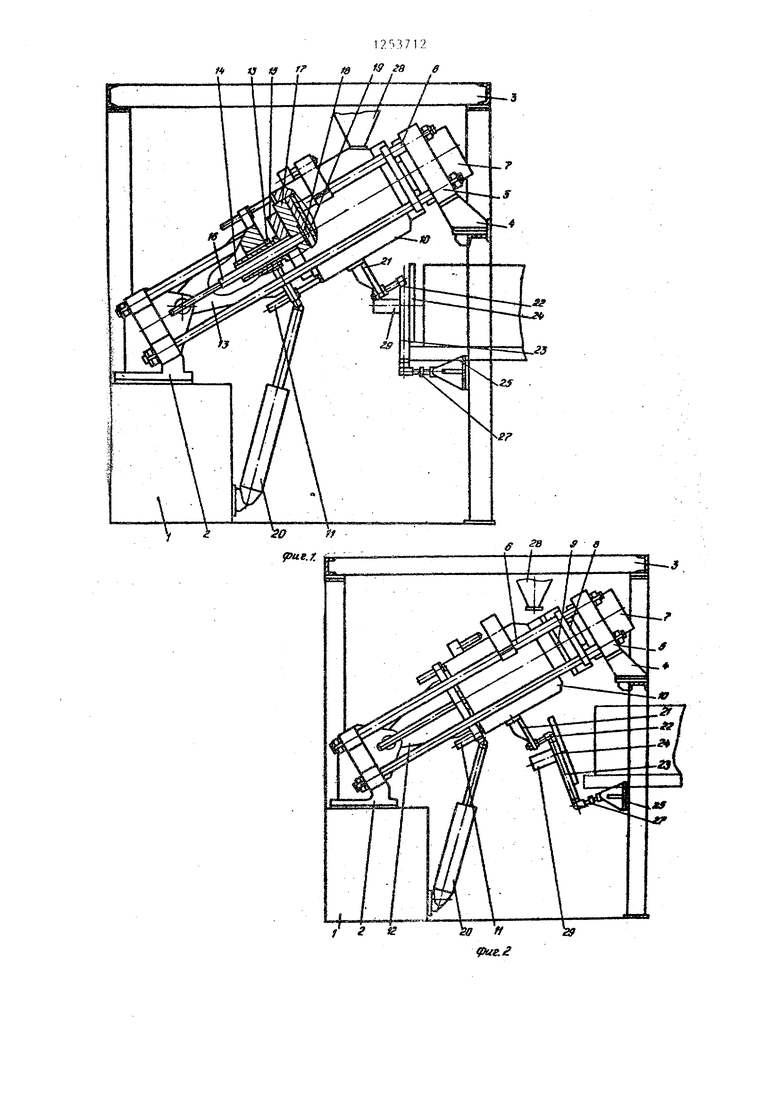
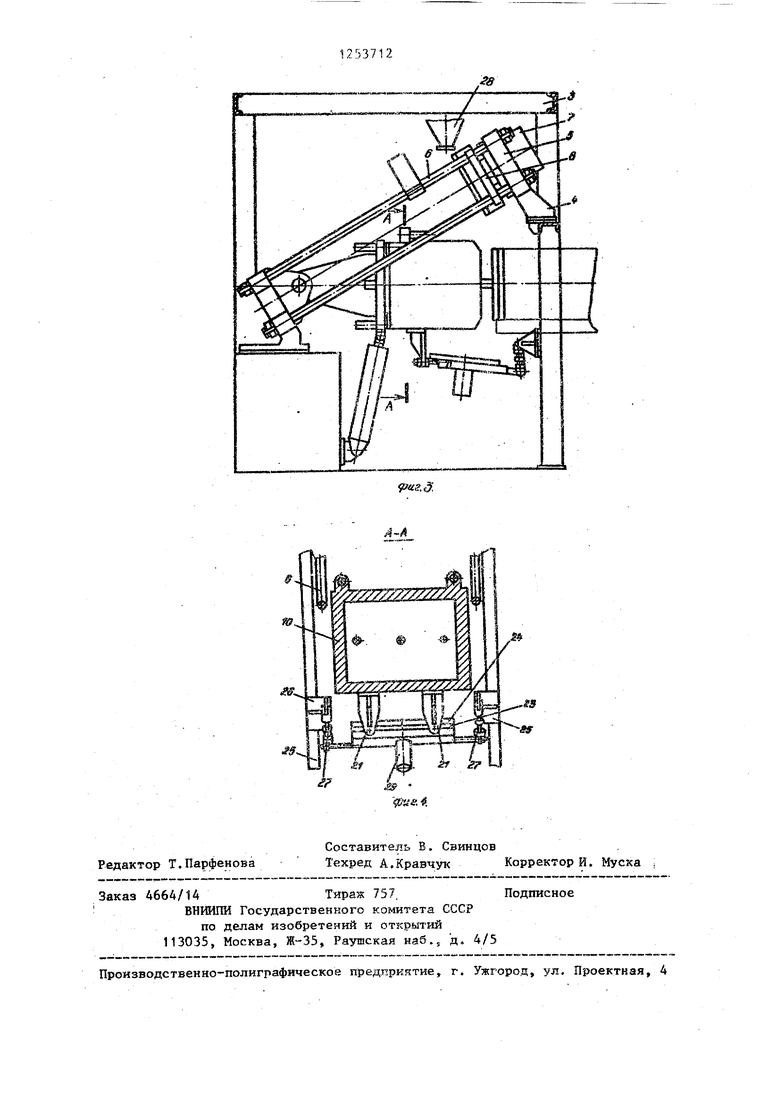
На фиг. 1 изображена установка в момент, когда пресс-камера находится в крайнем верхнем положении; на фиг. .2 - пресс-камера п крайнем левом положении; на фиг. 3 - положение j когда пресс-камера повернута относительно кронштейна, а стрежневая плита находится в горизонтальном положении; на фиг. 4 - разрез А-А на фиг. 3.
Установка для горизонтально-стопочной формовки включает станину 1, на которой закреплен силовой крон-штейн 2,, металлоконструкцию 3 с закрепленным на ней кронштейном А,, на котором стационарно установлена опорная плита 5, связанная колоннами 6 с кронштейном 2.. На плите 5 закреплен цилиндр прессования 7,.
на штоке которого установлена Г1лип а прессования 8 с закрекленной на ней модельной плитой 9 и соосно с которым установлена камера прессования 10, снабженная цилиндрами ТТ закрепленным на поворотном кронштейне 12,
в котором для регулировки толщины К
ма с целью рационального расхода фомовочной смеси при смене модельньпс комплектов установлена винтовая пар содержап ;ая гайку 13 с польах; штоком 14 5 прикрепленньЕч к промежуточной плите 15 В полости штока 14 устанолен цилиндр сборки 16 форк,; прикреп ленный на пеподвжкной плите 17 К штоку цилиндра сборки 16 прикреплена 1шита 18 с модельной плитой 19 Поворотный кронштейн 12 снабжен цилиндром 20.его управленияs при- крепленньм к станине 1,
На камере прессования 10 закреплены два кронштейна 21 с регулируемыми тягами 22, шарнирно закреплен- ньми на корпусе стержнеукладчика 23 на штоке цилиндра которого закреплена стержневая плита 24, Стержне- укладчик 23 прикреплен к металлоко -; струкции 3 посредством кронштейнов 25 и 26 через шарнирные регулируемые тяги 27.
Установка работает следующим образом .
0
Когда камера прессования 19 находится в крайнем верхнем положении (фиг. О, она прижата окном вдува .к соплу пескодувной головки 28, цлита прессования 8 введена в камеру, а стержневая плита 24 расположена па- ргшлельно плоскости разъема форм.
После вдува смеси цилиндром 7 и ГЕЛИТОЙ 8 производится прессование, затем допрессовка - камера прессования 10 перемещается совместно с плитой 8 в сторону неподвижной плиты 17,
После окончания операции прессования плита 8 отводится в исходное положение J а камера прессовани51 10 под действием цилиндров 11 в крайнее левое положение (фиг,. 2).
При этом стержневая плита 24 крон- цугейнами 21 и 22 отводится от стопки, после чего включается цилиндр 20, который опускает камеру прессования 10 в горизонтальное положение (фиг, 3). При этом стержневая плита 24 (так как она связана кронштейнами 21 и тягами 22 с металлоконструкцией 3) Занимает горизонтальное положениеS в котором , производится уст-чновка стержней в стержневую шткту. В это . время цилиндр сборки 1 б форм выта.г5Кивает из камеры прессо- ваккя 10 отформованный ком на транспортное устройство (не показано), после чего плита 18 возвращается в исходное положение, а цштиндр 20 отклоняет камеру прессования 10 (при этом включаются вакуумные присоски, уд рж1-1вающие с гержни) . Цилиндры 1 1 перемещают камеру прессования 10, стыкуя ее с соплом пескодувной головки 28. При этом Kopityc стержне- укладчика 23 занимает вертикальное положение с торца стопки форм и цилиндром 29 стержневая плкта 24 подводится к стопке, после чего сни,1а-. ете:я давление в вакуумн.ьс;; присосках, стержня остаются в стопке, а стерж- нечая плита отводится в исходное положение,
Далее цикл повторяется.
Предлагаемое изобретение позволяет упростить конструкцнк за счет .установки стержнеукладчика на камера прессования;, что исключает использование индивидуального привода, снизить металлоемкость и исключить дополнительные затраты на обслтеси- 1:;акие и ремонт.
f 2 &
3-5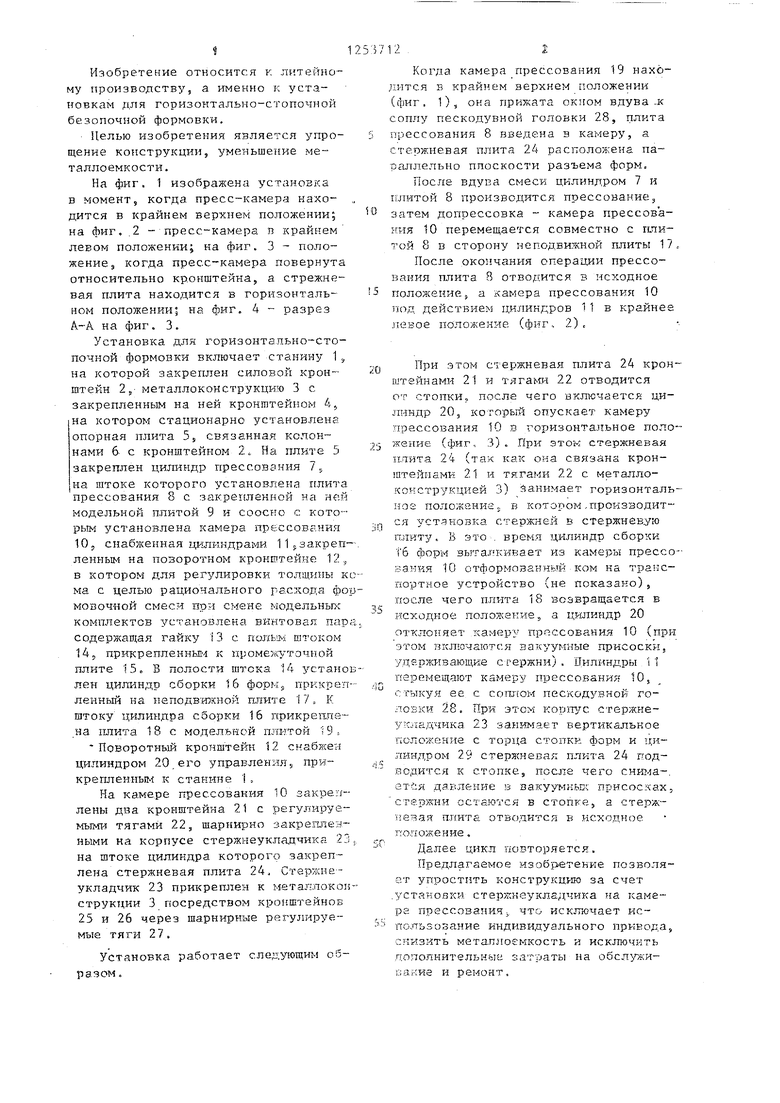
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат безопочной горизонтально-стопочной формовки,сборки и простановки стержней | 1983 |
|
SU1125089A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Установка для горизонтально-стопочной формовки | 1981 |
|
SU1013084A1 |
| Установка для изготовления безопочных литейных форм | 1984 |
|
SU1212689A1 |
| Установка для горизонтально-стопочной формовки | 1983 |
|
SU1202693A1 |
| Установка для изготовления безопочных литейных форм | 1983 |
|
SU1109240A1 |
| Формовочная машина | 1986 |
|
SU1407658A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| Камера прессования | 1980 |
|
SU944748A1 |
| АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU388828A1 |
Редактор Т.Парфенова
Составитель В. Свинцов
Техред А.Кравчук Корректор И. Муска
Заказ 4664/14Тираж 757.Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открьп-ий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Агрегат безопочной горизонтально-стопочной формовки,сборки и простановки стержней | 1983 |
|
SU1125089A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка для горизонтально-стопочной формовки | 1983 |
|
SU1202693A1 |
