Изобретение относится к литейно му производству, в частност-и к уст ройствам для горизонтально-стопоч- ной безопочной формовки.
Цель изобретения - ynponieime конструкции, уменьшение ее габаритов и повышение эксплуатащконной надежности.
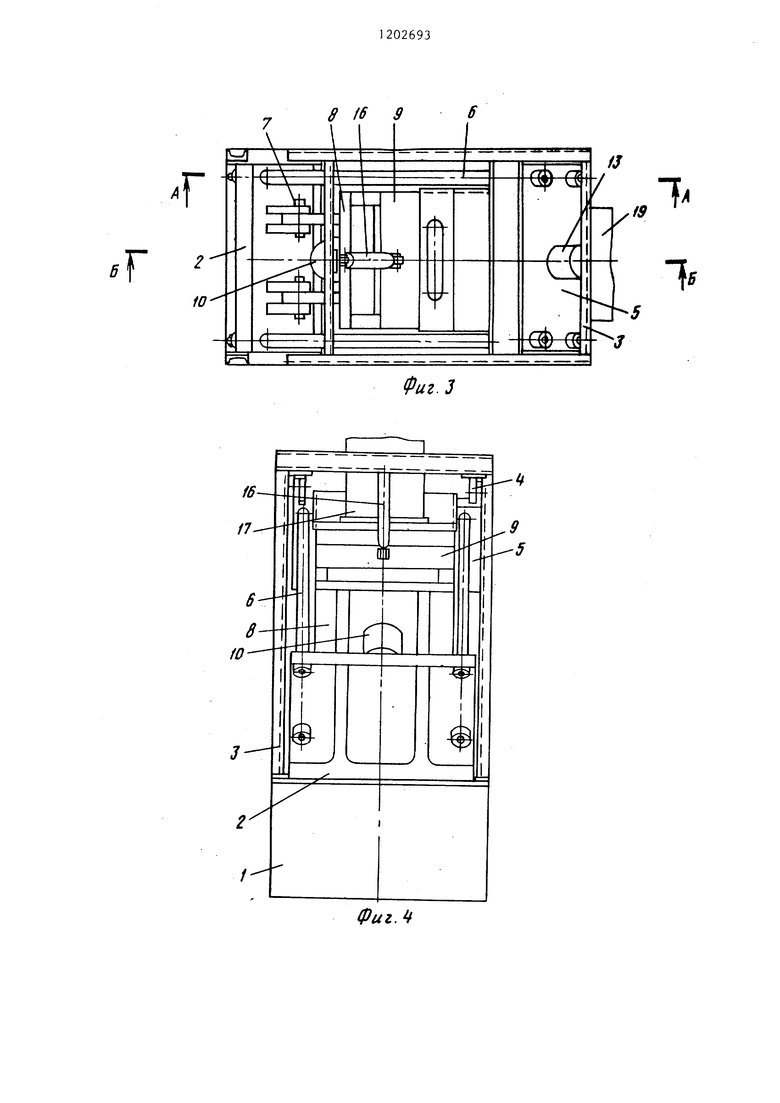
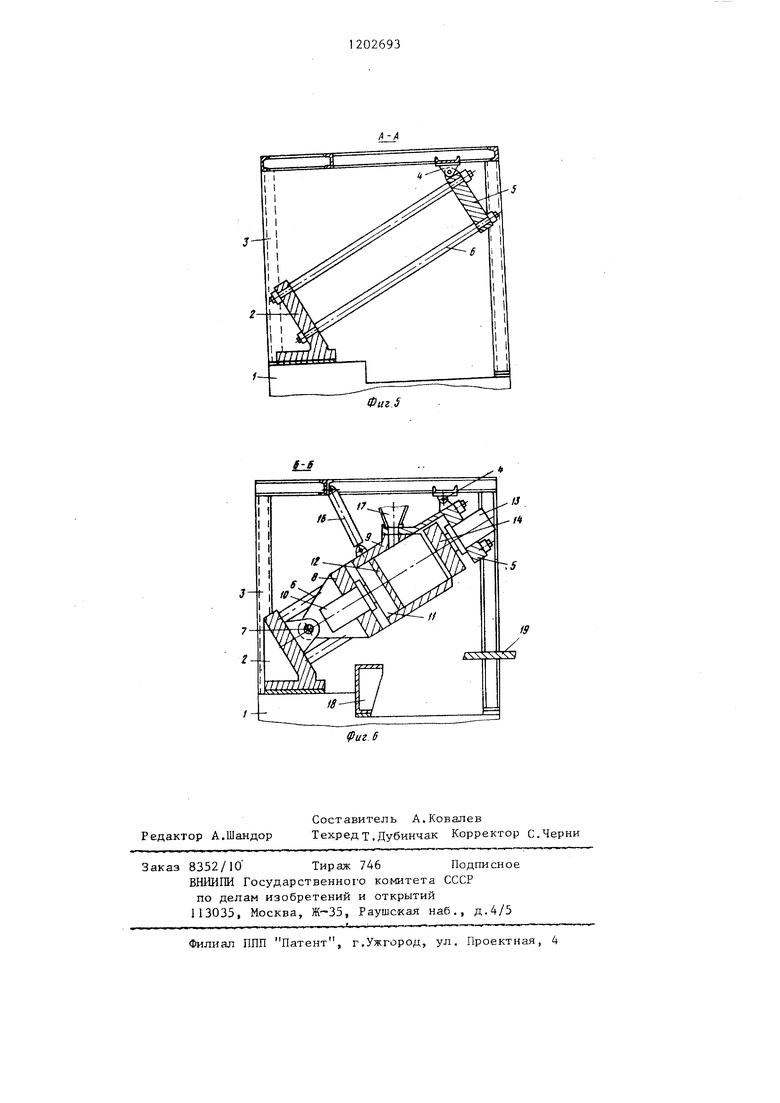
На чертеже I показана предлагаемая установка в момент, когда камра прессования находится вверхуj на фкг.2 камера прессования вниз на 4иг.З - то же, вид сверху; на фнг.4 - то, же, вид сбоку; на фиг.5 сечение А-А на фигГЗ; на фиг.6 - сечение Б-Б на фиг.З.
На станине 1 установлена левая опорная плита 2. К металлоконструк НИИ 3 при помощи кронштейна 4 закреплена правая опорная плита 5 с колоннами 6. Посредством оси 7 за- креплен поворотный кронштейн 8 с установленной на. нем камерой 9 пресования, цилиндром 10 прессования, на штоке которого установлена плит 11 прессования с модельной плитой 12. Соосно с ними установлен цилиндр 13 прессования, на штоке котрого закреплена плита 14 прессован с модельной плитой 15.
Установка содержит также цилинд 16 управления, насадок 17 пескодувной головки (не показана), кронште 18 и сброчно-заливочный стол 19.
Установка работает следующим образом.
5
0
5
0
5
При подаче рабочего тела в цилиндр 16 поворотный кронштейн 8 с закрепленной на нем камерой 9 прессования поворачивается вокруг оси 7 до тех пор, пока камера 9 прессования не прижмется к приливу правой опорной плиты 5. При этом цилиндры 10 и 13 находятся на одной оси, после чего, дается команда и цилиндром 13 в камеру 9 прессования вводится плита 14 прессования с модельной плитой 13. Величина предварительного хода регулируется конечным выключателем (не показан), Производится вдув, двухстороннее прессование при помощи цилиндров 10, 13 и отвод правой модельной плиты 15 цилиндром 13 в крайнее правое положение. Далее цилиндром 16 камера 9 прессования опускается на кронштейн 18 и цилиндром 10 отформирован- ный ком 20 выдается на сборочно- заливочный стол 19. После возврата цилиндра 10 в исходное положение цикл повторяется.
Использование предлагаемой установки для беэопочной формовки позволит упростить конструкцию, повысить точность сборки стопки, т.е. уменьшить количество брака за счет смещения одного кома относительно другого на .
Экономический эффект от использования изобретения составит 15 тыс. РУб,
га
8 16 9
fS
Фиг.З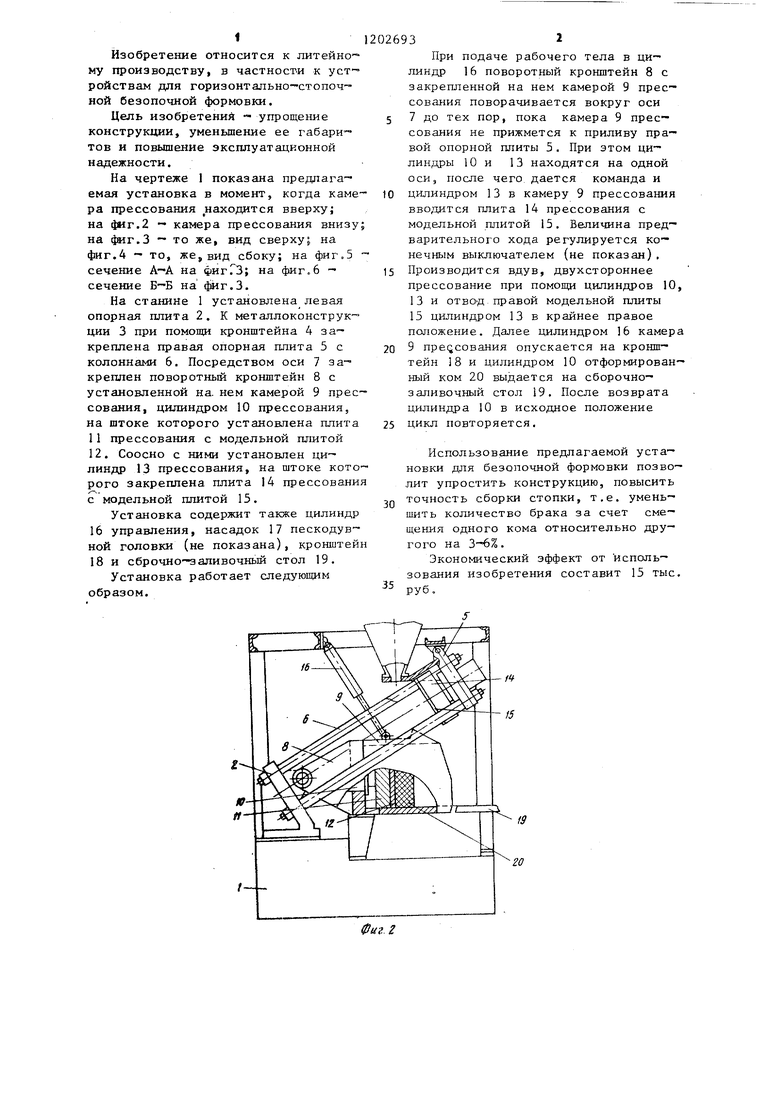
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1985 |
|
SU1253712A1 |
| Установка для изготовления безопочных литейных форм | 1984 |
|
SU1212689A1 |
| Агрегат безопочной горизонтально-стопочной формовки,сборки и простановки стержней | 1983 |
|
SU1125089A1 |
| Установка для горизонтально-стопочной формовки | 1981 |
|
SU1013084A1 |
| Камера прессования | 1980 |
|
SU944748A1 |
| Установка для литья под давлением | 1982 |
|
SU1069939A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Устройство для прессования пустотелого сборного строительного элемента | 1990 |
|
SU1821374A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |

Фт.Ч
Фаг 5
Редактор А.Шандор
Составитель А.Ковалев
Техред т.Дубинчак Корректор С.Черни
8352/10 Тираж 746Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж--35, Раушская наб ., д. 4/5
Филиал ППП Патент, г.Ужгород, ул. Проектная, 4
| Установка для горизонтально-стопочной формовки | 1981 |
|
SU1013084A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
