Изобретение относится к литейяому производству, а именно к горизонтально-стопочной безоночной формовки и сборке.
Известна автоматическая формовочная безопочная „тиния фирмы Disa (Дания), в состав которой входит агрегат безопочной горизонтально-стопочной формовки, сборки и простановки стержней, содержащий корпус, передний и зад1тй цилиндры прессования, т)аве)су, установленную на колоннах с одной стороны, и раму, противодавления г другой, стержнеукладчик. В раму нротиводав.Иния вмонтирована откидная нрессовая п.:1ита.
Откидная п,, п арнирно закрепленная к раме н|)отиводавления, имеет возможность ()ткид1 п аться но радиусу назад вверх для пропуска отформованного на сборку стопки 1.
Недостатком известного автомата является болыпой ход прессовой плиты, выполпя1опи1Й 1)()ль сборщика, и сложность изготовления силового цилиндра с больп1им ходом, а следовательно, п с большим расходом гидравлической жидкости.
) изобретения является повьппепие производительности.
Эта цель достигается тем, что агрегат безопочпой горизонтально-стопочной формовки, сборки и простаповки стержней, содержащий корпус, передний и задний цп,1И11дры прессования, траверсу, установленную па колоннах с одной стороны, плиту противодавлепия с прессовой плитой, с другой - приводную плиту-сборщик и стержпеукладчик, снабжен установленной на колоннах, и подпружиненной относительно плиты противодавления рамкой, имеющей 1птанги, на которых расноложена плита прессования, и поршневым приводом, размеп1енным на рамке и связанным с плитой нрессования.
Кроме того, он снабжен скалками, закрепленными на плите-сборщике, и втулками, расположенными в плите прессования, причем скалки размещены во втулках.
При этом стержнеукладчик установлен в полости, выполненной в плите прессования.
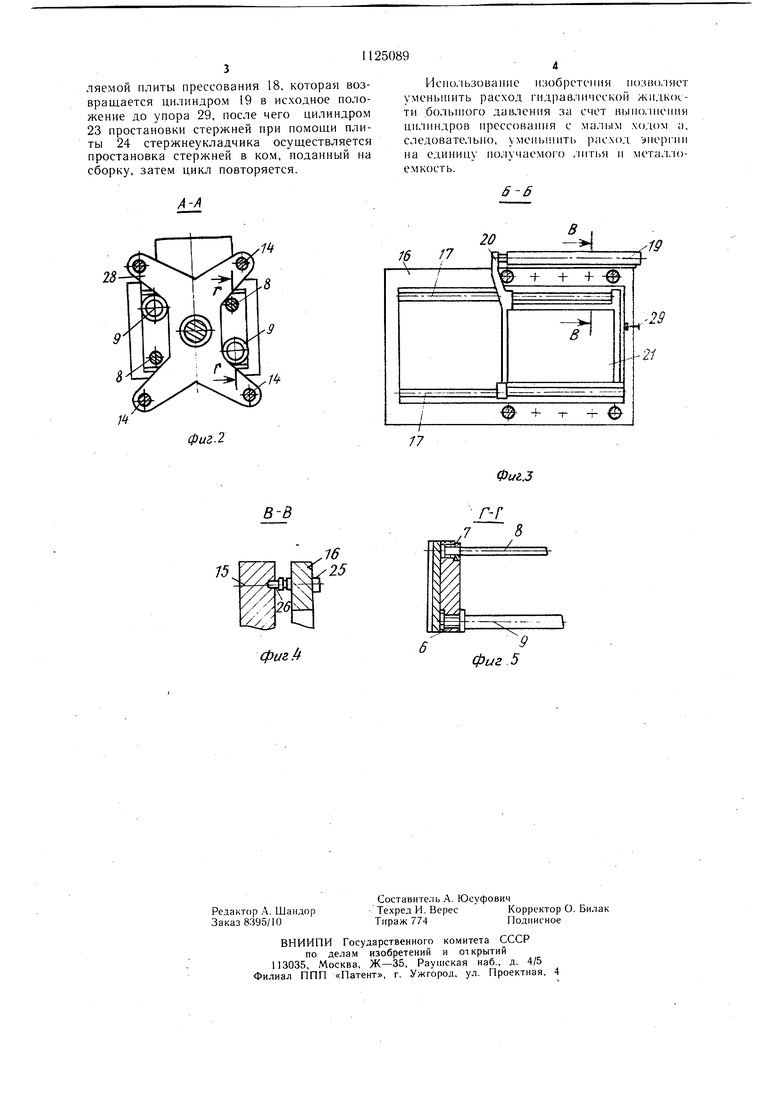
На фиг. 1 изображен предлагаемый агрегат, разрез; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 -- разрез Г-Г на фиг. 2.
Агрегат безопочной горизонтальпо-стопочпой формовки включает в себя основание I, па котором закреплены корпус 2 и стойка 3, с устаиовлен1Пз1мп в ней переднпм 4 п задпим 5 цилиндрами прессования. На штоке переднего цилиндра 4 устаповлепы н.чита нрессования 6 в которой размещены итхлки 7 со скалками 8 и цилиндрами 9, п.щта сборщика 10, нагревательный элемент 11 и модельная плита 12.
На штоке заднего цилиндра 5 прессования закреплена траверса 13 с колоннами 14. На колоннах 14 установлена плита противодавления 15 и ра.мка 16 с штангами 17, на которых смонтирована управляемая плита прессования 18, а на корпусе рамки 16 закреплен цилиндр перемещения плиты 19, П1ТОК которого кронштейном 20 связан с управляемой плитой прессования 18, на которой закреплены модельная 21 с нагревательным элементом 22, а в специальной полости упрааляе.мой плиты нрессования 18 размещен цилиндр 23 простаповки стержней с плитой 24 стержнеукладчика. Для создания зазора, необходимого для свободного перемещения управляемой плиты прессования 18 при ее ходе в сторону и возврате в исходное положение, .между плитой противодавления 15 и рамкой 16, при помощи болтов 25, установлены пружины 26. Для обеспечения настрела окно корпуса 2 соплом 27 связано с агрегатом настрела (не показан). С целью ориентации плиты прессования 6 на ней закреплен крон нтейн 28, взаимодействующий с колоннами 14. С целью ограничения движения управляемой плиты прессования 18 на рамке 16 установлен упор 29.
Агрегат работает следующим образом.
В исходном положении управляемая п,1ита прессования находится на ра.мке 16 в крайнем правом положении до упора 29. Дается команда на установку плит прессования для производства вдува, для этого цилиндр 5 через траверсу 13, плиту противодавления 15 вводит управляемую плиту прессования 18 в корпус 2 па необходимый размер кома, после чего сопло 27 производится вдув формовочной смеси в камеру, образованную корпусом 2 и плитами прессования 6 и 18. Затем производится отпрессозка, выдержка, после чего цилиндр 5 начинает отводить управляемую плиту прессования 18, при этом цилиндр 4 дорабатывает до максимального своего хода, за счет чего отформоваьшый ком продвигается на часть пути. Нослс того, как цилиндр 5 отводит управляемую плиту прессованпя 18 в крайнее переднее положение, дается команда на отвод управляемой плиты прессования 18, которая цилиндром 19 по штангам 17 с.мещается в крайнее левое но.южение, где при необходимости проставляются в плиту 24 стержнеукладчика стержни и одновременно производится опрыскивание модели. В это время цилиндры 9 сборки стопки продвигают отформованный ком до контакта со стопкой ранее отформованных комьев, rioc/ie чего сборщик возвращается в исходное положение. Ориентация сборн:пка осуществляется скалками 8. При возвраП1ении плиты сборщика К) в исходное положение (после того как плпта достпгает корпуса 2) подается команда на ход управляемой плиты прессования 18, которая возвращается цилиндром 19 в исходное положение до упора 29, после чего цилиндром 23 простановки стержней при помощи плиты 24 стержнеукладчика осуществляется простановка стержней в ком, поданный на сборку, затем цикл повторяется.
А-А
Использование изобретения позволяет уменьшить расход гидравлической жидкости больнюго давления за счет выполнения цилиндров ирессования с малым ходом а, следовательно, уменьшит) 1)асх()д умерсии на единицу получаемого ,пггья и мста.т,:|()ем кость.
В
Ч
20
-19
/7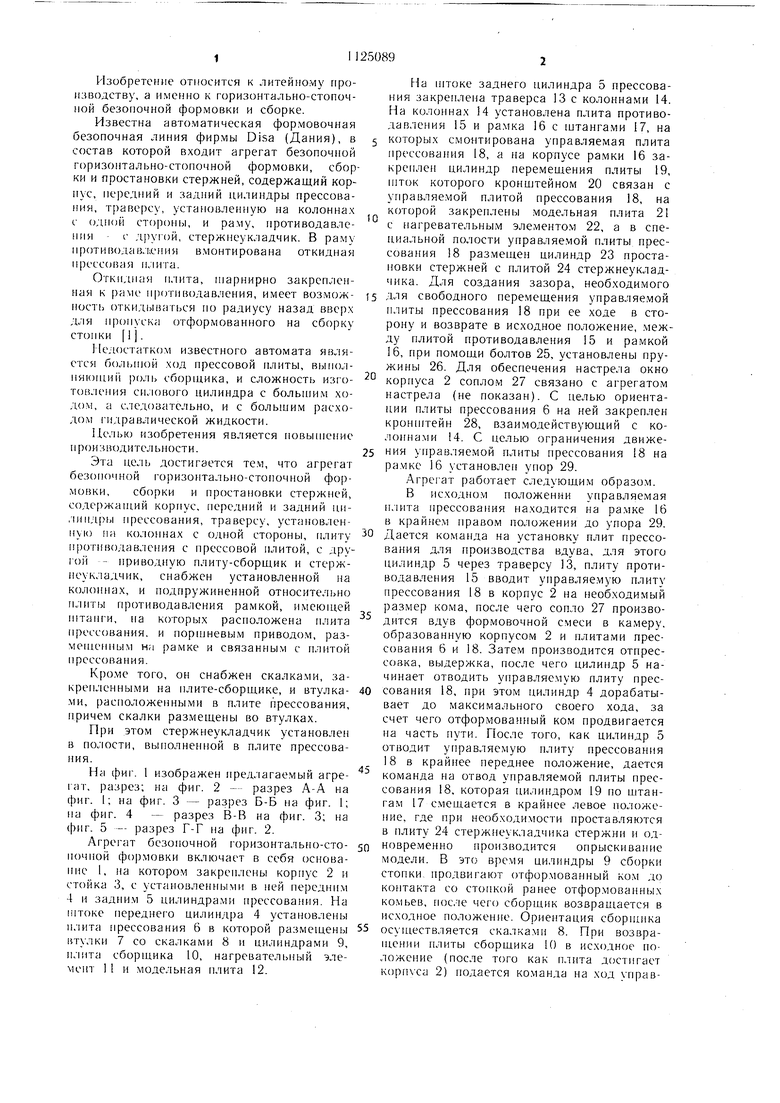
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1985 |
|
SU1253712A1 |
| Установка для изготовления стопки безопочных форм | 1976 |
|
SU620330A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Формовочная машина | 1986 |
|
SU1407658A1 |
| Установка для изготовления безопочных литейных форм | 1983 |
|
SU1109240A1 |
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| Камера прессования | 1980 |
|
SU944748A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
1. АГРЕГАТ БЕЗОПОЧНОЙ ГОРИЗОНТАЛЬНО-СТОПОЧНОЙ ФОРМОВКИ, СБОРКИ И ПРОСТАНОВКИ СТЕРЖНЕЙ, содержаш.ий корпус, передний и задний цилиндры прессования, траверсу, установленную на колоннах с одной стороны, плиту противодавления с прессовой плитой, а с другой - приводную плиту - сборШ.ИК и стержнеукладчик, отличающийся тем, что, с целью повышения производительности, он снабжен установленной на колоннах и подпружиненной относительно плиты противодавления рамкой, имеющей штанги, на которых расположена плита ipeccoeaния, и поршневым приводом-, размепхенным на рамке и связанным с плитой прессования. 2.Агрегат по п. 1, отличающийся тем, что он снабжен скалками, закрепленными на плите-сборшике, и втулками, расположенными в плите прессования, причем ска.пки размешены во втулках. 3.Агрегат по п. 1, отличающийся тем, что стержень-укладчик установлен в по@ лости, выполненной в плите прессования. (Л к ю 3 / I гГГЬ-1/ / ГТТТ-. ю СП о 00 ;О Фаг.1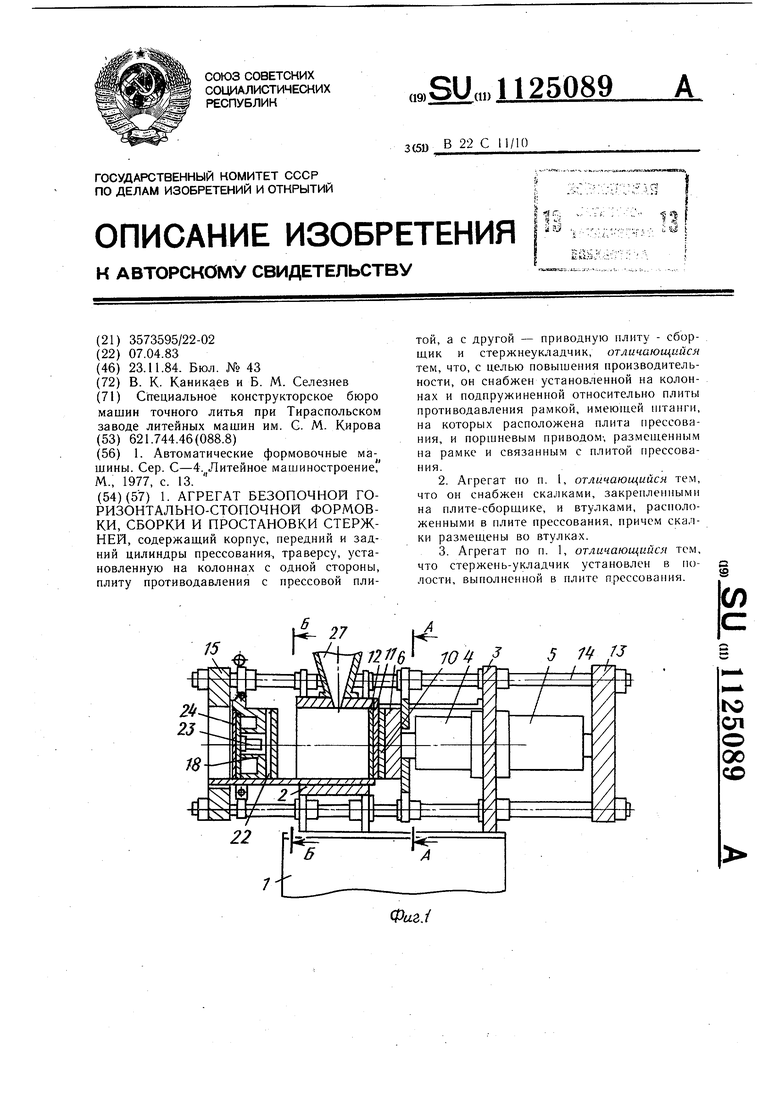
в-в
фиг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматические формовочные машины | |||
| Сер | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Литейное машиностроение М., 1977, с | |||
| Насос | 1917 |
|
SU13A1 |
