1
Изобретение относится к литейному производству, в частности к литью в металлические формы.
Цель изобретения - повышение эффективности и надежности вентиляции литейной полости.
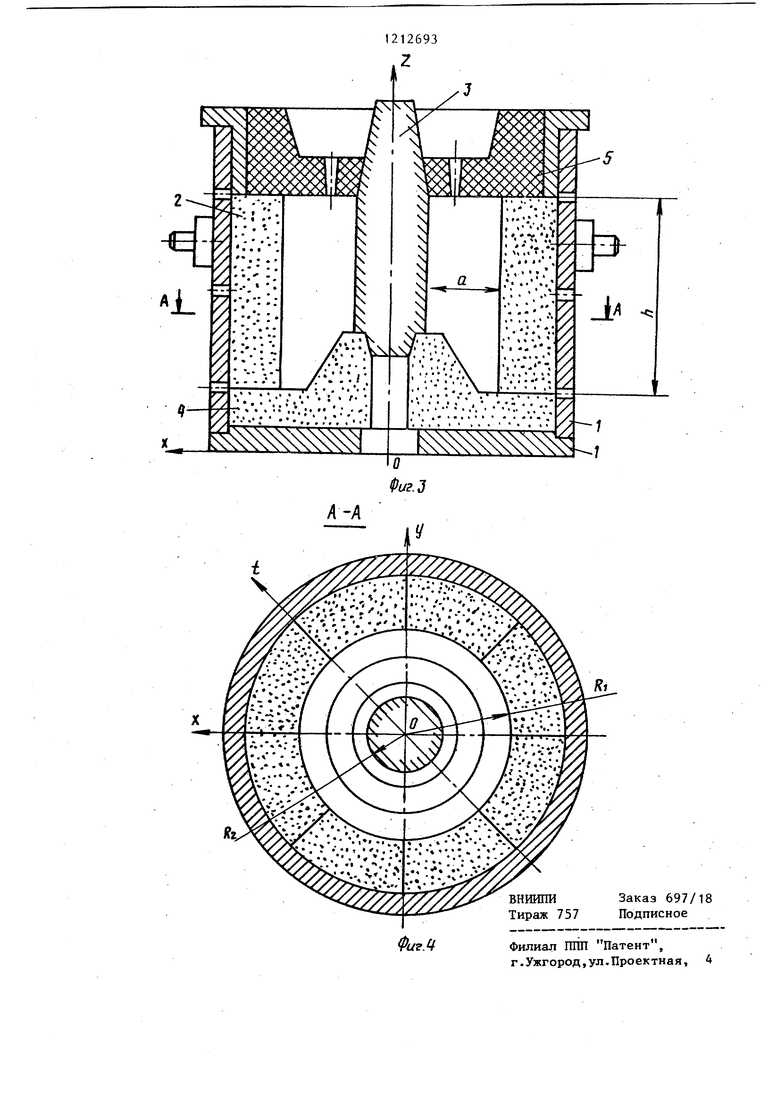
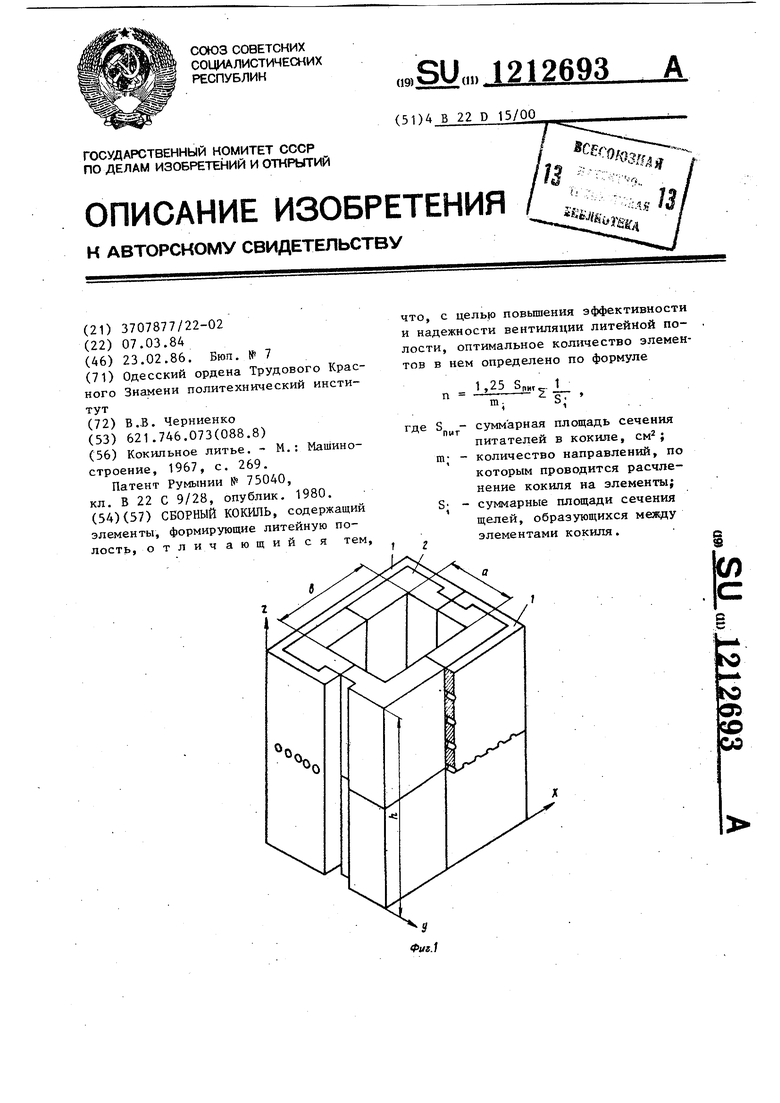
На фиг. 1 изображен кокиль для изготовления отливок прямоугольной формы; на фиг. 2 - кокиль для изготовления криволинейных от хивок; на фиг. 3 - кокиль для ..изготовления цилинд ичерких отливок; на фиг. 4 - разрез А-А на фиг. 3.
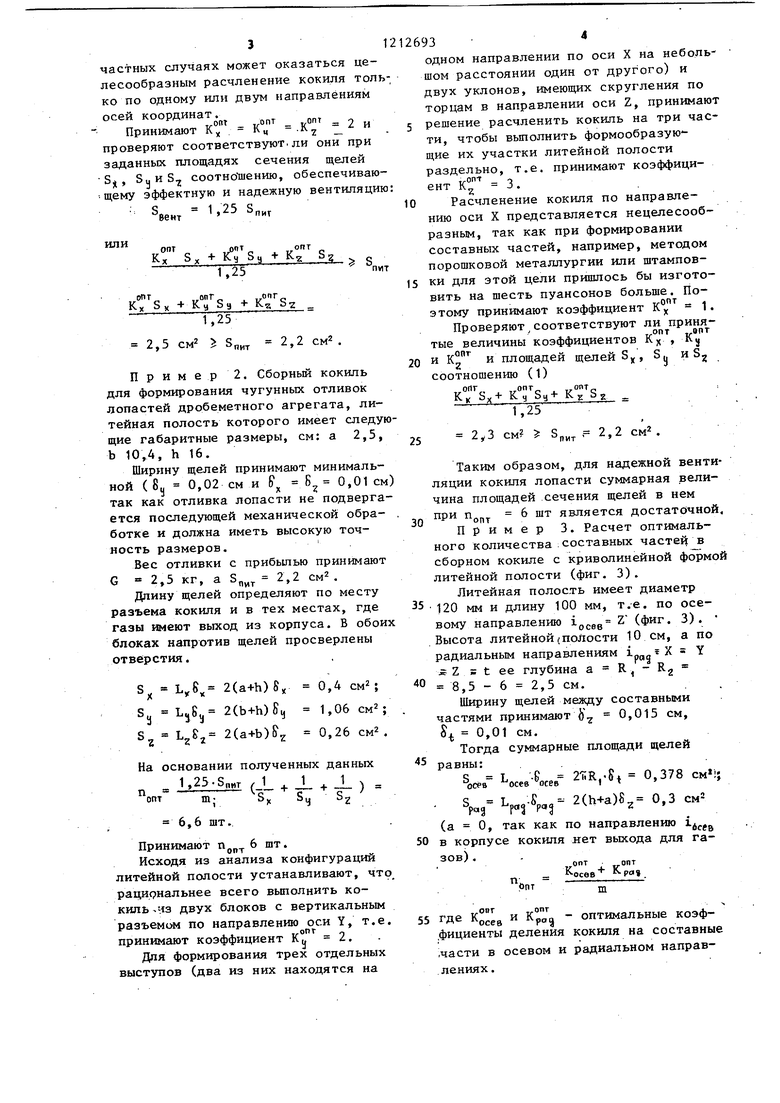
Сборный кокиль состоит из корпуса 1 и элементов 2, формирующих рабочую полость. Полость отливки оформляется стержнем 3. Элементы 2 могут быть получены, например, методом порошковой металлургии.
Оптимальное количество элементов кокиля определяются по формуле
,. - 1 .25 БПИТ 1
--i;r- S-
где S.., - суммарная площадь сечения
ИГ
питателей в кокиле,
Го - количество направлений, по которым производится расчленение кокиля на элементы;
5, - суммарные площади сечения щелей, образующихся между
элементами кокиля.
В случае прямолинейной поверкнос ти линейной полости формула имеет
вид
п
1 ,25 f
1
1
m
).
О ОуO.J
где 8у,81.и8, - суммарные площади сечения щелей, образующихся между элементами кокиля, соответственно по направлениям осей координат X,Y,Z,CM В случае криволинейной поверхности литейной полости формула имеет вид
п
m
(1
1
),
где 8„,,и5,
осев ро - суммарные площади
сечения щелей, образующихся между элементами кокиля, соответственно по осевому и радиальному Направлениям.
Расчет оптимального .количества элементов в сборном кокиле можно пводить следующим образом.
126932
Пример 1. Кокиль с литейно полостью прямоугольного сеч.ения с размерами, см: а 4, b 6 и h 12 для чугунной отливки массой G 2,5 кг 5 (вместе с прибылью).
Величины S, Su и S определяют как произведение по всему периметру кокиля соответственно по направлениям осей координат X, Y, Z : 10
, 2(a+h)&, ; ЦЦ 2(Ы-Ь)8ц;
г
) - x.ii./vj.j(j
L,g 2(a+b)S,,
где a,d,h - ширина, глубина и высота 15литейной полости;
S - ширина щели между соединяемыми частями кокиля. Ширина щелей может изменяться в пределах 0,01-0,1 см.
20 Величину 8„ определяют по номограмме В.Б. Рабиновича или по формуле
пит
t-0,31
vx,-- Ч р
где G - вес отливки с прибьшями, кг; Ц - коэффициент сопротивления
литниковой системы и полости t - продолжительность заполнения
формы, с; н - расчетный статический напор,
см.
Ширину щелей принимают по месту разъема кокиля Su 0,03 см, а между остальными составными частями S j. 0,01 см.
Суммарную площадь открытых щелей определяют соответственно по направлениям осей координат X, Y, Z;
ЦК, 2(a+h) 0,32 см ;
Sy 2(b+h) &у Lj 2(a+b)L
1,08 см ; . 0,2 см .
7 .t 7
Площадь сечения питателя определяют по монограмме В.Б. Рабиновича для случая быстрой скорости заливки
формы. Величина S Тогда
Пит
2,2 см .
фициейты деления кокиля на элементы по направлениям осей координат, В
312
частных случаях может оказаться целесообразным расчленение кокиля только по одному или двум направлениям осей координат.
тлОПТ,гОПТт/опт 9 U
принимают KX Кц -К.2 Z, проверяют соответствуют, ли они при заданных площадях сечения щелей S , 5ии5 соотно шению, обеспечивающему эффектную и надежную вентиляцию:
бент
1,25 S
пиг
оптпптопт
К.Х S V + Кч S ч + Ко S
X Дх ч оа z Д2 5, о
1,25 пит
Sy + Ку Sy К. S
1,25 2,5 см 5 5„,, 2,2 см2.
Пример 2. Сборный кокиль для формирования чугунных отливок лопастей дробеметного агрегата, литейная полость которого имеет следующие габаритные размеры, см: а 2,5, b 10,4, h 16.
Ширину щелей принимают минимальной ( 8,j 0,02 см и 6 8 0,01 см так как отливка лопасти не подвергается последующей механической обра- ботке и должна иметь высокую точность размеров.
Вес отливки с прибылью принимают G 2,5 кг, а 5„ 2,2 см.
Длину щелей определяют по месту разъема кокиля и в тех местах, где газы имеют выход из корпуса. В обоих блоках напротив щелей просверлены отверстия.
Ц8 2(a+h)8,
0,4 см2; 1,06 2(а+Ь)г 0.26 см .
58 2(b+h)5y
На основании полученных данных
1 . 1
)
п Ь25.5„,, 1
опт Ш; S S,j 2 6,6 ШТ.
Принимают 6 шт.
Исходя из анализа конфигураций литейной полости устанавливают, чт рацирнальнее всего выполнить кокиль .43 двух блоков с вертикальным разъемом по направлению оси Y, т.е принимают коэффициент К 2.
Для формирования трех отдельных выступов (два из них находятся на
93
одном направлении по оси X на небольшом расстоянии один от другого) и двух уклонов, имеющих скругления по торцам в направлении оси Z, принимают решение расчленить кокиль на три части, чтобы выполнить формообразую - щие их участки литейной полости раздельно, т.е. принимают коэффици--ОПТ
ент К„ 3.
Расчленение кокиля по направлению оси X представляется нецелесообразным, так как при формировании составных частей, например, методом порошковой металлургии или штамповки для этой цели пришлось бы изготовить на шесть пуансонов больше. Поэтому принимают коэффициент К 1. Проверяют соответствуют ли принятл° Т .
тые величины коэффициентов Kj( , K,j и и площадей щелей S, S,. и S., соотношению (1)
K.jfSv ix4Sn K S 2
1,25 2,3 см , 2,2 см.
) .
45
Таким образом, для надежной вентиляции кокиля лопасти суммарная величина площадей сечения щелей в нем при Пд 6 шт является достаточной.
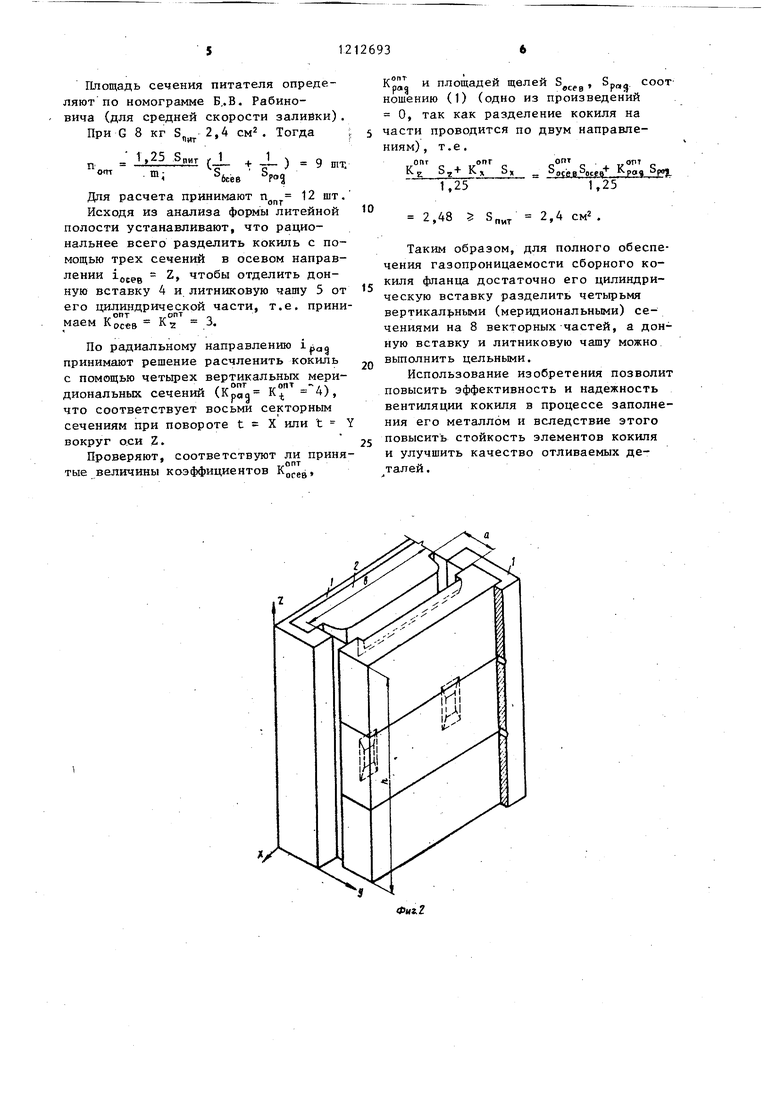
Пример 3. Расчет оптимального количества ; составных частей в сборном кокиле с криволинейной формой литейной полости (фиг. 3).
Литейная полость имеет диаметр 120 мм и длину 100 мм, т.е. по осевому направлению iocee (фиг. 3). Высота литейной(ПОЛОСТИ 10 см, а по радиальным направлениям i- X Y Z t ее глубина а R, - Rg 8,5 - 6 2,5 см.
Ширину щелей между составными частями принимают 6 0,015 см, S 0,01 см.
Тогда суммарные площади щелей равны:
Soc.. ЧсеЛсеГ ZliR,-, 0,378 см«1;
- Рс.з )8 0,3 см (а О, так как по направлению х. 50 в корпусе кокиля нет выхода для газов) .
п Опт
опт опт освв
ра
Ш
оптимальные коэф- кокиля на составные радиальном направ
Площадь сечения питателя определяют по номограмме Б..В. Рабиновича (для средней скорости залиВки)
При G 8 кг S 2,4 см. Тогда
: Ь25 Sn.r (L + Л )
. ш: S,... S.-n
9 шт.
беев
p°i
Для
расчета принимают п 12 шт. Исходя из анализа формы литейной полости устанавливают, что рациональнее всего разделить кокиль с помощью трех сечений в осевом направлении „,„„ Z, чтобы отделить дон5 от
-осев ную вставку 4 и литниковую чашу
его цилиндрической части, т.е. прини,.опт,опт
маем Косев К 3.
По радиальному направлению ipag принимают решение расчленить кокиль с помощью четырех вертикальных мери- f,r° тгОПТ - , ч
диональных сечении (Крад К ), что соответствует восьми секторным сечениям при повороте t X или t Y вокруг О.СИ Z.
Проверяют, соответствуют ли принятые величины коэффициентов ,
Кра И площадей щелей S , Sp. соотношению (1) (одно из произведений О, так как разделение кокиля на части проводится по двум направлениям) , т.е.
опт
К,
опг
s,+ к, S,
5° Ч асе 8 - осев
1,251,25
2,48 г 5„„/ 2,4 см.
. ,,0 Q
ft У Ч.
Таким образом, для полного обеспечения газопроницаемости сборного кокиля фланца достаточно его цилиндрическую вставку разделить четьфьмя вертикал ными (меридиональными) сечениями на 8 векторных частей, а донную вставку и литниковую чашу можно выполнить цельными.
Использование изобретения позволит повысить эффективность и надежность вентиляции кокиля в процессе заполнения его металлом и вследствие этого повысить стойкость элементов кокиля и улучшить качество отливаемых деталей.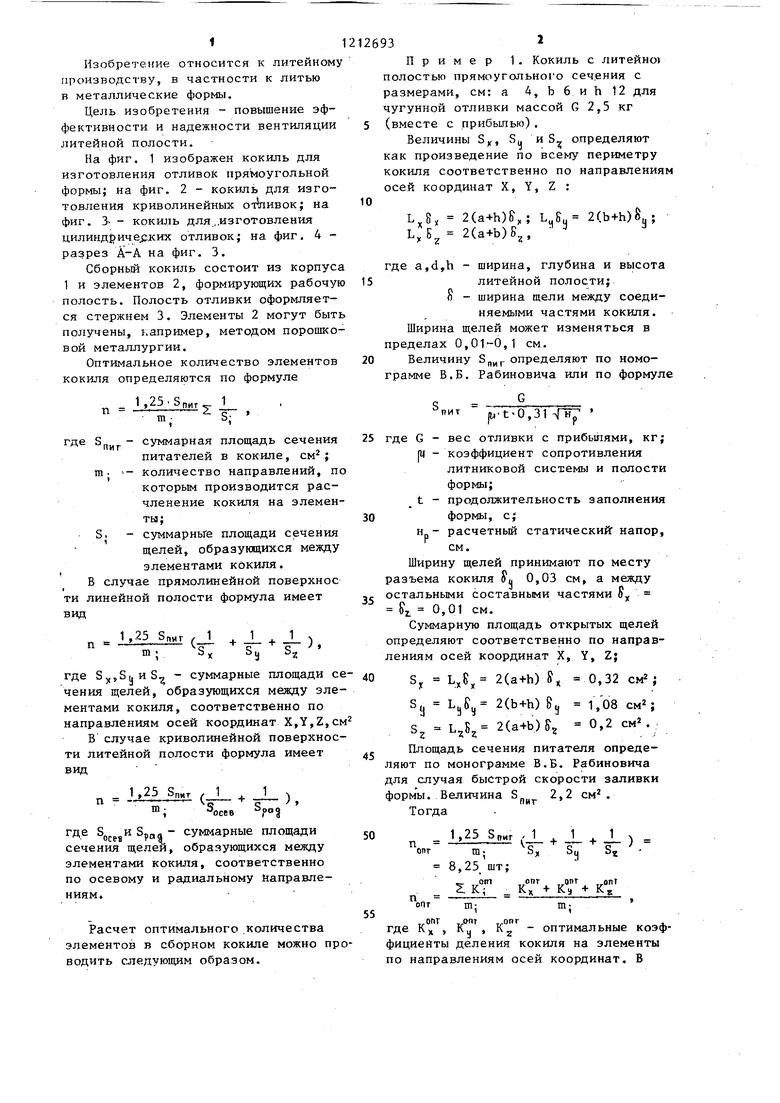
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Металлическая опорная рама клавишного музыкального инструмента | 1989 |
|
SU1730662A1 |
| Оснастка для нанесения термоизоляционной облицовки на кокиль | 1984 |
|
SU1180151A1 |
| КОКИЛЬ ДЛЯ ОТЛИВКИ ПОРШНЯ С ОХЛАЖДАЕМОЙ ПОЛОСТЬЮ | 1995 |
|
RU2098229C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Зубчатое колесо и способ его изготовления | 1985 |
|
SU1375896A1 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| КОКИЛЬ | 2015 |
|
RU2620231C2 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| УСТРОЙСТВО ЗАЩИТЫ УЗКОПОЛОСНЫХ ПРИЕМНО-ПЕРЕДАЮЩИХ КАНАЛОВ РАДИОТЕХНИЧЕСКИХ СИСТЕМ | 2012 |
|
RU2513706C2 |
X
о
Фаг.З
вниипи
Тираж 757
Заказ 697/18 Подписное
.ff
Филиал ГШП Патент,
г.Ужгород,ул.Проектная, А
| Кокильное литье | |||
| - М.: Машиностроение, 1967, с | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| Аппарат для окраски | 1948 |
|
SU75040A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
