1
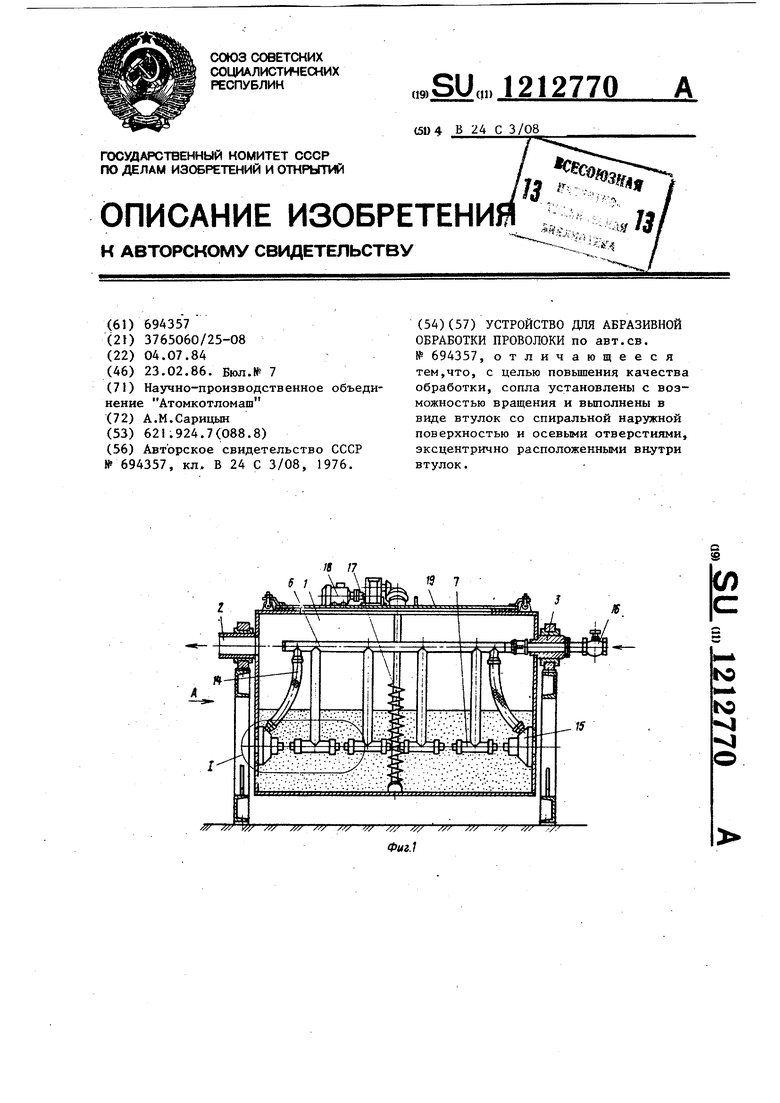
Изобретение относится к пескоструйной обработке металлов, а именно к устройствам для абразивной очистки проволоки, и является усовершенствованием устройства по авт.св. № 694357.
Целью изобретения является по- вьшение качества очистки путем обеспечения, равномерности очистки прово локи. -,
На фиг,. I схематично изображено устройство для абразивной обработки проволоки, общий вид; на фиг.2 - узел I .1; на фиг.З - вид А на фиг.1; на фиг.4 - вид Б на фиг.2
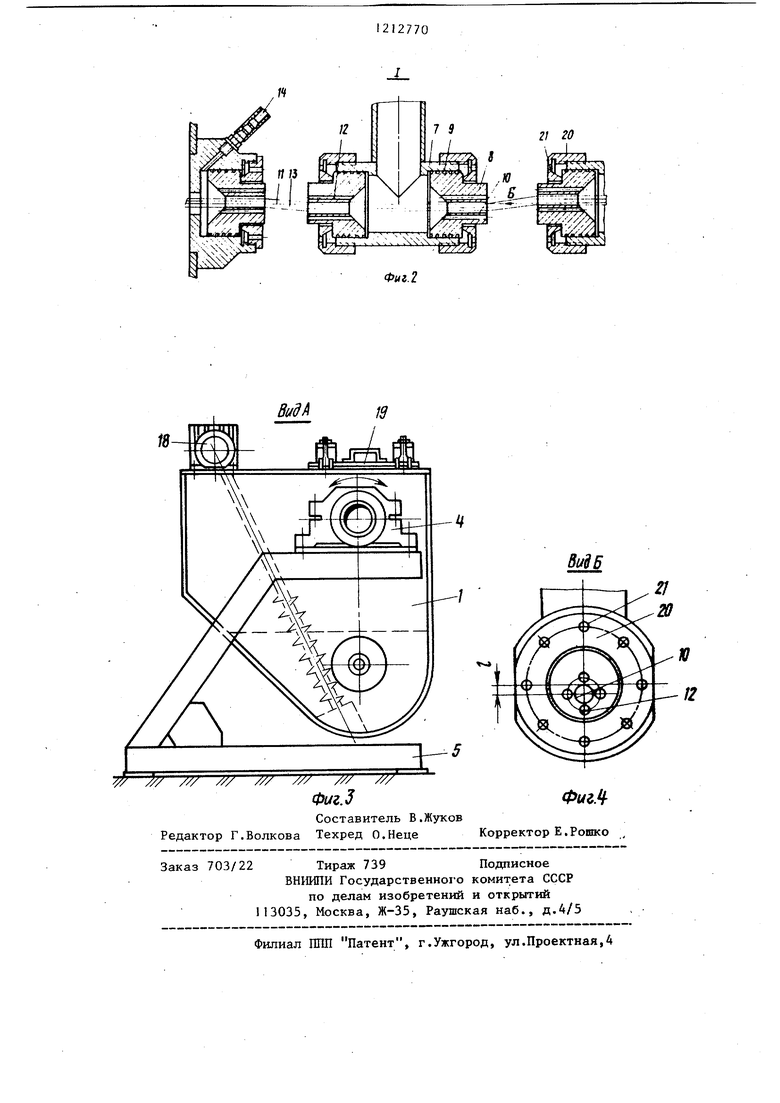
Устройство для абразивной обработки проволоки состоит из бункера 1, закрепленного на двух полых цапфах 2 и 3 с возможностью поворота в подшипниках 4 (фиг.2 и 3), закрепленных на раме 5. В бункере 1 расположен коллектор 6 с рабочими головками 7,погруженньми в абразив и оснащенными соплами 8 ( фиг.2). Сопла 8 установлены в рабочих головках 7 коллектора 6 с возможностью вращения относительно его продольной оси. Вращение сопел 8 осуществляется за счет того, что на внещней поверхности сопел 8, вьшолненных в виде втулок, имеются специальные пазы 9, по которым подается сжатьй воздух. При этом сопла имеют отверстия 10 (фиг.2), оси которых смещены относительно продольной оси 11 коллектора 6, а также несколько отверстий 12, вьшолненных концен т- рично отверстиям 10 сопел.
Величина смещения оси отверстий 10 сопел 8 составляет не менее величины зазора между проволокой 13 И стенкой отверстия 10. Коллектор 6 при помощи гибкого шланга 14 соедин с уплотнениями 15, также оснащенными соплами 8.. Подвод с сатого воздуха к коллектору осуществляется через вентиль 16. В бункере 1 установлен шнековый механизм 17 для перемещения абразива, связанный с
127702
приводом 18, размещенным на крышке 19 бункера 1. Каждое сопло 8 удерживается в головке 7 гайкой 20 с выполненными в ней отверстиями-21. 5 Устройство рабатает следующим образом.
Проволоку 13 пропускают через сопла 8, расположенные в уплотнениях 15 и головках 7, предварительно по10
вернув бункер 1 на угол 90 вокруг
5
0
0
5
0
оси цапф 2 и 3 и откинув крьшгку 19. После заправки проволоки 13 устанавливают крьщжу 19 и возвращают бункер 1 в ивходное положение.
Через вентиль 16 подают воздух в коллектор 6, который поступает в рабочие головки 7 и уплотнения 15. При этом истечение воздуха в зону очистки бункера 1 осуществляется через зазор между проволокой 13 и стенками отверстия 10 по каналам 12 и через отверстия 21, выполненные в гайке 20. Для предохранения спиральных канавок от засорения абразивом 5 отверстия 21 вьшолнены меньщими по диаметру, чем диаметр абразивных частиц.
Каждое сопло 8 установлено в головке 7, поэтому при подаче сжатого воздуха по спиральным пазам 9 сопло 8 приводится во вращение относительно оси 11 коллектора 6. Проволока 13; контактирующая с отверстиями 10 сопел 8, начинает совершать колебательные движения в абразивной среде. Одновременно сжатый воздух из отверстий 12, а также из зазора между проволокой 13 и стенками отверстия 10, создает кипящий слой абразивных частиц вокруг проволоки 13, сто улучшает равномерность очистки проволоки, совершающей колебательное движение в этом слое. Создание в зоне очистки встречных воздушных потоков также способствует удалению отходов очистки от проволоки и интенсивному перемешиванию абразива, что в целом улучшает качество обработки проволоки .
21 го
Фиг. 2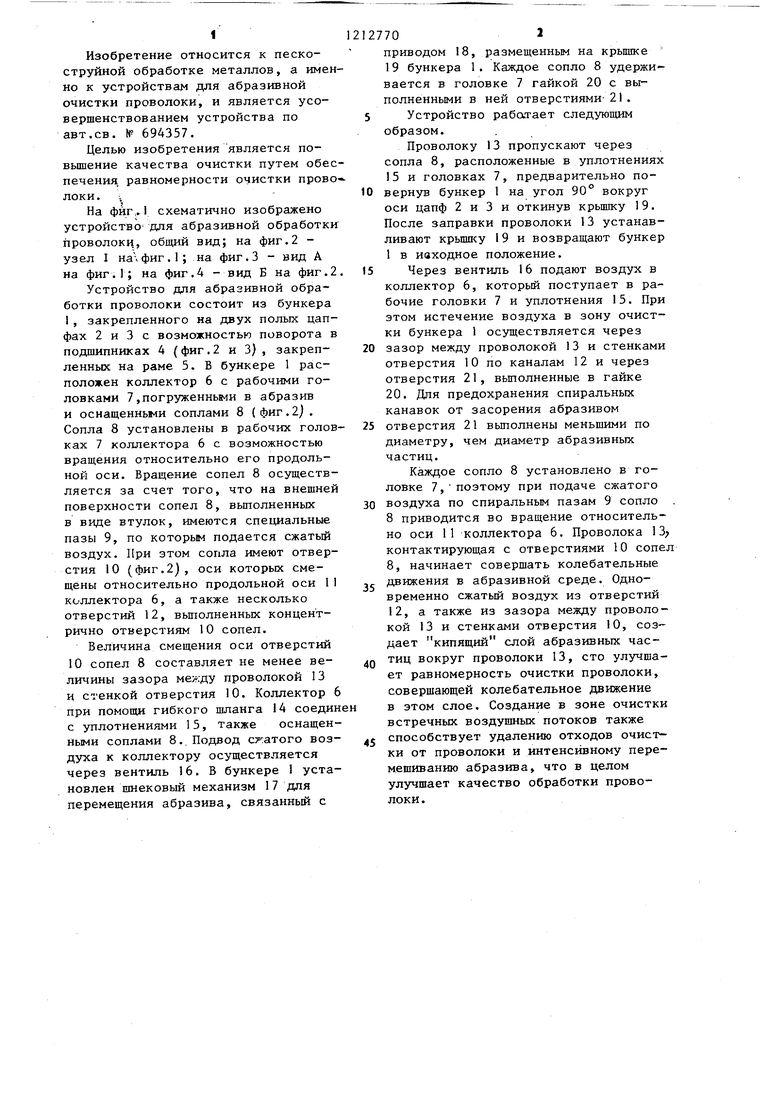
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2013 |
|
RU2558782C2 |
| ГОЛОВКА ДЛЯ АБРАЗИВОСТРУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2621493C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| УСТРОЙСТВО ДЛЯ БЕСПЫЛЕВОЙ ОЧИСТКИ ПОВЕРХНОСТИ | 2005 |
|
RU2312759C2 |
| Устройство для абразивной обработки проволоки | 1976 |
|
SU694357A1 |
| НАПОРНЫЙ АГРЕГАТ ДЛЯ АБРАЗИВОСТРУЙНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2007 |
|
RU2364495C1 |
| Устройство для очистки внутренней поверхности трубы | 1990 |
|
SU1763057A1 |
| Дробеструйный аппарат для обработки глухих отверстий | 1988 |
|
SU1602720A1 |
| АБРАЗИВОСТРУЙНАЯ УСТАНОВКА | 2007 |
|
RU2356722C1 |
ВидА
// /// /// 77 // ///
Фаг.ЗФиг.
Составитель В.Жуков Редактор Г.Волкова Техред О.Неце Корректор Е.Рошко
703/22
Тираж 739Подписное
ВНИИПИ Государствеиного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ШШ Патент, г.Ужгород, ул.Проектная,А
| Зажимное устройство | 1978 |
|
SU694337A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
