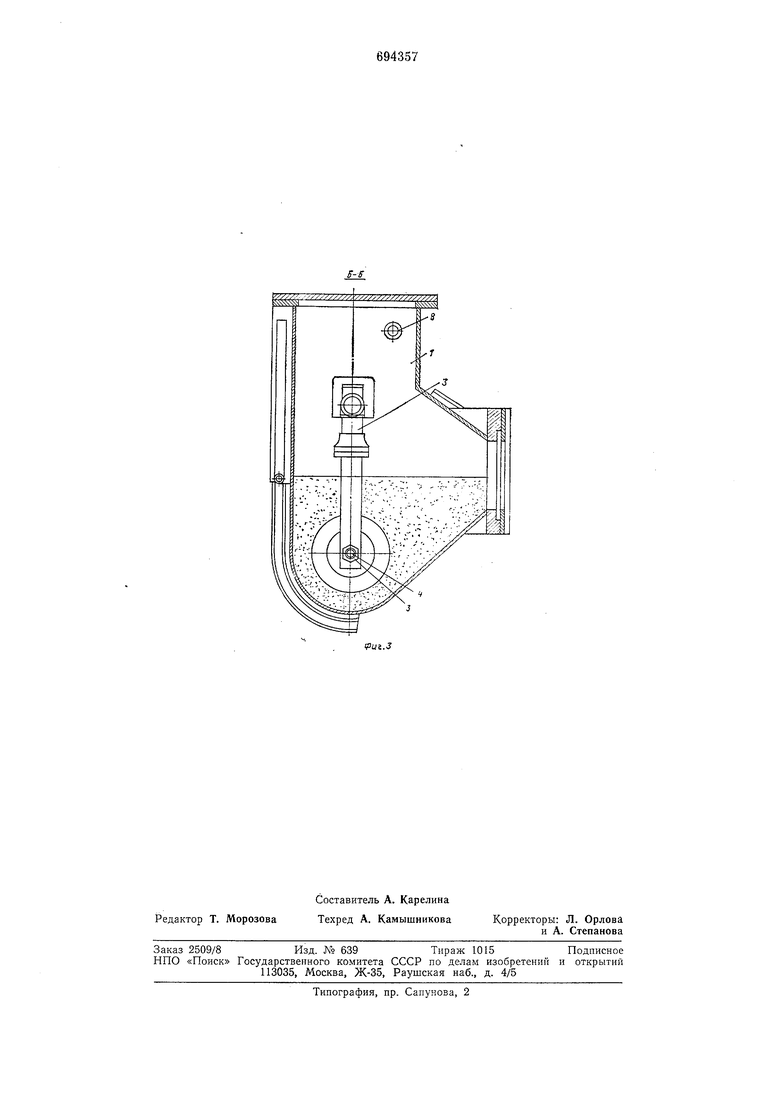
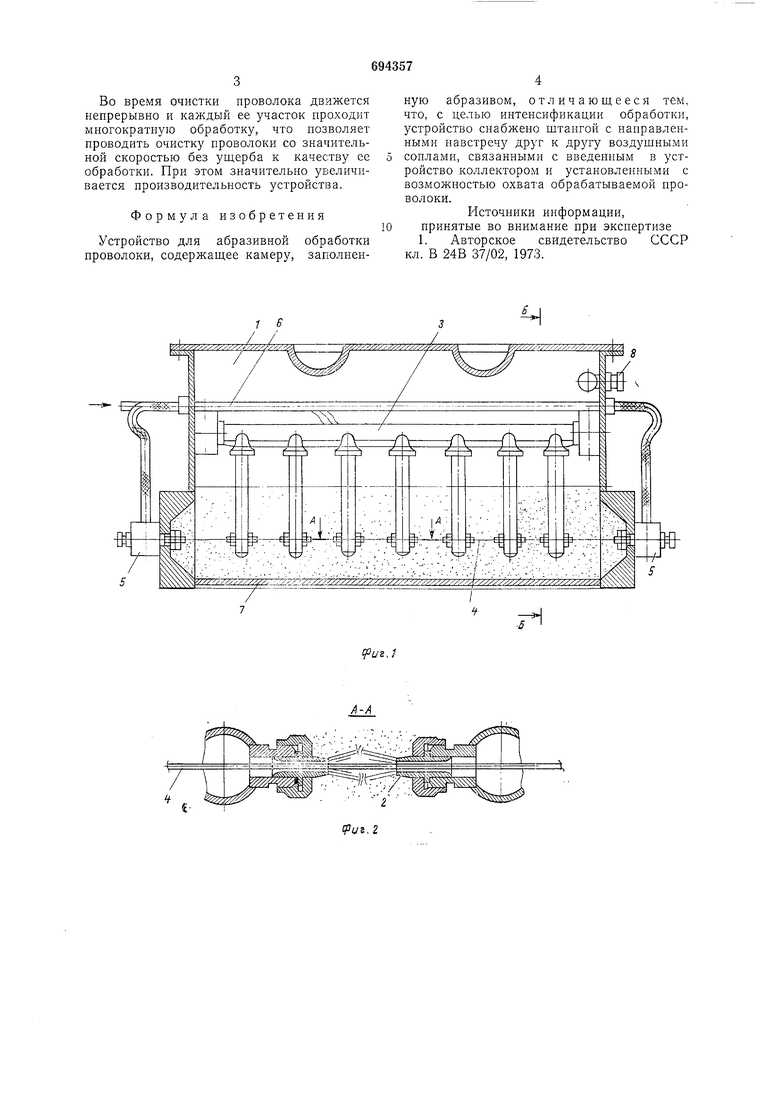
Изобретение относится к области механической обработки поверхности проволоки и может быть использовано в машиностроительной и других промышленностях. Известны устройства для абразивной обработки проволоки, содержащие камеру, заполненную абразивом, через которую протягивают обрабатываемую проволоку Недостаточное неоднородное удельное давление абразива на поверхность обрабатываемой проволоки приводит к тому, что в указанном устройстве не обеспечивается качественная очистка, что сказывается на скорости обработки и производительности станка. Целью изобретения является интенсификация обработки. Указанная цель достигается тем, что устройство снабжено штангой с направленными навстречу друг к другу воздушными соплами, связанными с введенным в устройство коллектором и установленными с возможностью охвата обрабатываемой проволоки. На фиг. 1 изображено устройство, обш,ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Устройство содержит камеру 1, заполнениую абразивом, в которой размеш,ена штанга с направленнымн навстречу друг к другу соплами 2 для подачи сжатого воздуха от коллектора 3. Сопла 2 охватывают с необходимым зазором обрабатываемую проволоку 4, а в местах ее входа и выхода из камеры 1 расположены уплотнения 5, к которым по трубопроводам 6 подводится сл-сатый воздух. Камера снабжена крышко ; 7, а для отсоса пыли - отводным патрубком 8. Устройство работает следуюш.им образом. Подлежаш,ую обработке проволоку 4 пропускают через уплотнение 5 п сопла 2, для чего камеру 1 поворачивают на 90° вокруг оси проволоки и откидывают крышку 7. После установки проволоки камеру 1 возвращают в исходное положение. Подаваемый воздух по трубопроводам 6 и коллектору 3 поступает к уплотненпям 5 и соплам 2 и, выходя через кольцевой зазор, увлекает за собой абразивный материал, проводя очистку поверхности проволоки. От встречи с потоком от соседнего сопла создаются дополнительные впхревые потоки вокруг проволоки, что способствует лучшей очистке поверхности. Мелкне частицы пыли уносятся воздухом к фильтру через отводной патрубок 8.
Во время очистки проволока движется непрерывно и каждый ее участок проходит многократную обработку, что позволяет проводить очистку проволоки со значительной скоростью без ущерба к качеству ее обработки. При этом значительно увеличивается производительность устройства.
Формула изобретения
Устройство для абразивной обработки проволоки, содержащее камеру, заполненную абразивом, отличающееся тем, что, с целью интенсификации обработки, устройство снабжено щтангой с направленными навстречу друг к другу воздущными соплами, связанными с введенным в устройство коллектором и установленными с возможностью охвата обрабатываемой проволоки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР кл. В 24В 37/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки внутренней поверхности труб | 1980 |
|
SU887144A1 |
| СПОСОБ ОЧИСТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТРУБ ИЛИ ТРУБОПРОВОДОВ | 2024 |
|
RU2830797C1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| Устройство для абразивной обработки проволоки | 1984 |
|
SU1212770A2 |
| УСТАНОВКА АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ МУФТЫ И ИНСТРУМЕНТ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ | 2003 |
|
RU2242298C1 |
| УСТРОЙСТВО для ТЕРМИЧЕСКОГО РАЗРУШЕНИЯ И ОБРАБОТКИ ТВЕРДОГО МИНЕРАЛЬНОГО МАТЕРИАЛА | 1973 |
|
SU390252A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ | 1998 |
|
RU2120830C1 |
| Устройство для очистки внутренней поверхности трубы | 1990 |
|
SU1763057A1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2013 |
|
RU2558782C2 |
| Устройство для очистки внутренней поверхности трубы | 1988 |
|
SU1609627A1 |