Изобретение относится к устройствам для очистки поверхности и может быть использовано для очистки внутренних поверхностей труб среднего и большого диаметра от загрязнений, окалины, ржавчины при подготовке к нанесению покрытия.
Известно устройство для очистки внутренних поверхностей труб (авт. св. № 1360827, кл. В 08 В 9/04, 1986), в котором инжекционное абразивно-струйное кольцевое сопло вихревым потоком сжатого воздуха выбрасывает абразивный материал на 360°, перемещаясь принудительно внутри трубы.
Недостатком таких конструкций является ограниченный диапазон размера обрабатываемых труб (150-250 мм),
Наиболее близким по технической сущности и достигаемому результату к заявляемому является устройство для очистки внутренней поверхности труб (1). Оно содержит механизм вращения трубы вокруг
своей оси, бункер для абразивного очистного материала и его сброса в процессе очистки и установленный с возможностью продольного перемещения внутри трубы вдоль ее оси струйный очистной орган, сообщающийся с системой подачи сжатого воздуха, сопла которого служат для подачи абразивного материала из бункера в зону очистки.
Недостатком этого устройства является отсутствие эффективной системы возврата отработанного абразивного материала в систему повторного его использования.
Целью изобретения является снижение расхода абразива.
На фиг.1 показано предлагаемое устройство, продольный разрез; нафиг.2 - разрез по А-А на фиг.1
Устройство содержит бункер 1, установленный на опорные ролики 2, жесткую отрз- жающую обечайку 3 с упругими ограждающими пластинами 4. закреплен
О
ы о ел
XJ
ные в бункере 1 с возможностью перемещения ее по вертикали при обработке труб 5 разного диаметра, эбразиво-струйный очистной орган б, установленный на трубной штанге 7 в нижней части бункера 1. Очист- ной орган б состоит из сопел 8, втулок 9 с отверстиями 10 для забора абразивного материала и инжекционного сопла 11.Сопла 8 очистного органа 6 направлены вертикально вверх.
Бункер 1 в нижней части опирается на трубную штангу 7, по которой поступает сжатый воздух к абразивно-струйному очи- стному органу 6 и которая фиксирует бункер 1 с опорными роликами 2 в данном положе- нии и не позволяет вращаться вместе с трубой 5. Опорные ролики 2 установлены таким образом, что их оси вращения образуют с продольной осью трубы б острый угол, обеспечивающий продольное перемещение бун- кера 1 внутри трубы 5 по винтовой линии с заданным шагом. Нижний торец жесткой отражающей обечайки 3 расположен ниже верхнего среза бункера 1.
Устройство работает следующим обра- зом. Бункер 1, заполненный абразивным материалом, опорными роликами 2 устанавливают на край обрабатываемой трубы 5. Затем по трубопроводу 7 подают сжатый воздух давлением 0,5-0,6 МПа и включают привод 12 вращения трубы 5, Сжатый воздух, проходя по очистному органу 6 через инжекционные сопла 10 втулки 9, захватывает абразивный материал и в сопле 8 разгоняют его до скорости 80-100 м/с, Абразив, ударяясь о внутреннюю поверхность трубы 5. отбивает слой ржавчины, ока- лины или окислов, очищая ее до металлического блеска. После удара о поверхность трубы 5 абразив в основном со- бирается обратно в бункер 1 в пределах внутренней обечайки 3, падая под действием собственного веса. Часть абразива, попадая в упругие ограждающие пластины 5, установленные на верхнем торце обечайки 3, возвращается обратно в бункер 1.
Некоторая (доли процента) часть абразива разрушается при ударе об очищаемую поверхность в пыль, которая проходит сквозь упругие ограждающие пластины 4 и
отсасывается аспирэционной системой, подключенной к торцу трубы 5 (на чертежах не показана).
Восполнение разрушенного абразива производят периодически между рабочими циклами путем добавления его в бункер 1.
Часть абразива, попадая между поверхностью трубы 5 и упругими ограждающим ими пластинами 4, отклоняется в сторону вращения трубы 5 и уносится за пределы обечайки 3. Но, потеряв кинетическую энергию, абразив под действием силы тяжести ссылается обратно в бункер 1 в проем между внутренней обечайкой 3 и внешней обечайкой - стенкой бункера 1. Таким образом, расход абразива из-за уноса из-под гибкого элемента 4, составляющий до 10%, устраняется, что позволяет производить очистку длинномерных труб без дополнительной загрузки бункера абразивом.
Формула изобретения
1.Устройство для очистки внутренней повер ности трубы, содержащее механизм вращения трубы вокруг своей оси, бункер для абразивного очистного материала и его сбора в процессе очистки и установленный с возможностью продольного перемещения внутри трубы вдоль ее оси струйный очистной орган, сообщающийся с системой подачи сжатого воздуха, сопла которого служат для подачи абразивного материала из бункера в зону очистки, отличающееся тем, что, с целью снижения расхода абразива, оно дополнительно содержит установленную внутри бункера соосно с ним жесткую отражающую обечайку, нижний торец которой расположен ниже верхнего среза бункера, упругие ограждающие пластины, закрепленные на верхнем торце обечайки, и закрепленные к днищу бункера опорные ролики для контактирования с очищаемой поверхностью трубы, при этом сопла очистного органа размещены внутри обечайки и направлены вертикально вверх.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что, с целью очистки труб разного диаметра, жесткая отражающая обечайка установлена в бункере с возможностью ее вертикального перемещения.
Pur. I
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ МУФТЫ И ИНСТРУМЕНТ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ | 2003 |
|
RU2242298C1 |
| Устройство для очистки длинномерного полосового материала | 1987 |
|
SU1442277A1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ОТЛОЖЕНИЙ | 2007 |
|
RU2363569C2 |
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
| СПОСОБ ОЧИСТКИ РЕЗЬБОВОГО УЧАСТКА НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2266807C1 |
| УСТАНОВКА ДЛЯ ДРОБЕСТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2022 |
|
RU2794311C1 |
| Устройство термоабразивной обработки поверхностей изделий и материалов | 2023 |
|
RU2806459C1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2013 |
|
RU2558782C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ОТЛОЖЕНИЙ | 2004 |
|
RU2282504C2 |
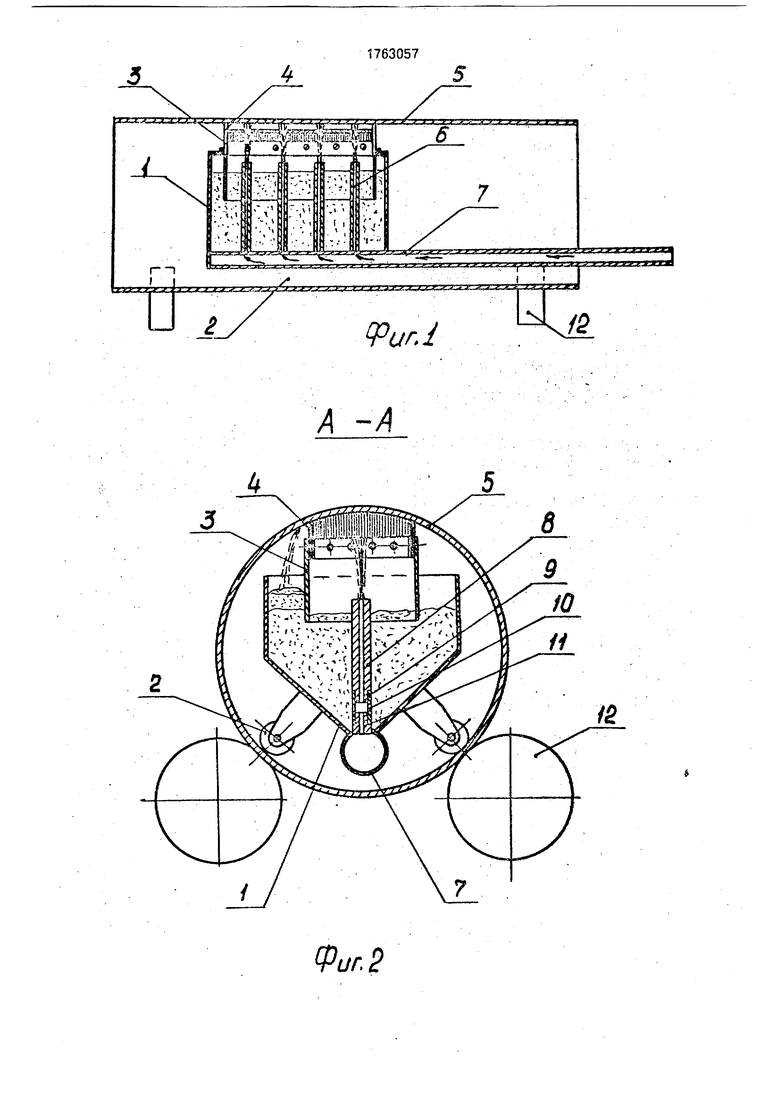
Использование: устройство предназначено для очистки внутренней поверхности трубопроводов от окалины, ржавчины и других загрязнений с помощью абразивной системы очистки. Сущность изобретения: устройство содержит механизм вращения трубы относительно своей оси, установленный для продольного перемещения вдоль оси трубы струйный очистной орган с соплами и бункер для подачи в зону очистки и сбора отработанного очистного материала. Внутри бункера установлена жесткая отражающая обечайка. На верхнем торце обечайки укреплены гибкие отражающие пластины. Нижний торец обечайки расположен ниже верхнего среза бункера, К днищу бункера прикреплены опорные ролики. Обечайка установлена в бункере с возможностью ее вертикального перемещения. 2 ил.
A -A
8
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
