Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изго товлении деталей типа скоб и петель из круглого и полосового материалов,
Цель изобретения расширение тех нологических возможностей путем обеспечения изготовления деталей пространственной формы.
На фиг. 1 представлено устройст - зо для реализации способа; на фиг,2 то же, план; на фиг. 3 - сечение А- А на фиг. 2,
Устройство для гибки прутков содержит неподвижный зажим 1 конца заготовки 2, подвижный зажим 3 ДРУ гого конца заготовки, установленный на плите 4 в направлякяцих 5 с возмозр Ностью. перемещения под углом к оси неподвижного зажима t и шаблон 6, установленный на плите 4 между зажимами заготовки вне оси неподвижно го зажима, форма которого соответствует форме детали.
В любом сечении шаблона 6, рас положенном между неподвижным Е и подвижным Д концом деформируемого участка заготовки 2, образующая криволинейной поверхности равна не деформируемой части заготовки с учетам толщины материала. Формующая рабочая поверкность в конечном сечении А-А определяющим готовое J здeлнe5 выполнена с учетом величины пружинения А . Угол движения пол- зушки oi, определяет траекторию пере-
мещения ее от точки Д к одноименной точке готового изделия Д. Угол i)i выбирается в пределах О . ot 90 , Высота шаблона С выбрана с учетом пружинення и предела текучести материала прутка. При гибке прутков концевые участки заготовки 2 зажимают, причем один в неподвижном зажиме 1,
а другой в зажиме 3, выполненном С возможностью перемещения.
Затем концевой участок, зажатый в подвижном зажиме 3, перемещают в горизонтальной плоскости по направлению к другому концевому участку под углом к оси заготовки по контуру ДД блона 6, При этом средний участок да заготовки надвигают на рабочую поверхность шаблона 6, в результате чего происходит потеря устойчивости и поворота вокруг точки Е. Далее йажимы освобождают концы готового изделия, оно снимается с шаблона, а подвижйый зажим возвращается в исходное положение.
Таким образом, спо соб шибки прутков и устройство для его осуществления расширяют технологические возможности и позволяют на простом оборудовании и оснастке изготавливать за один переход детали пространственной формы.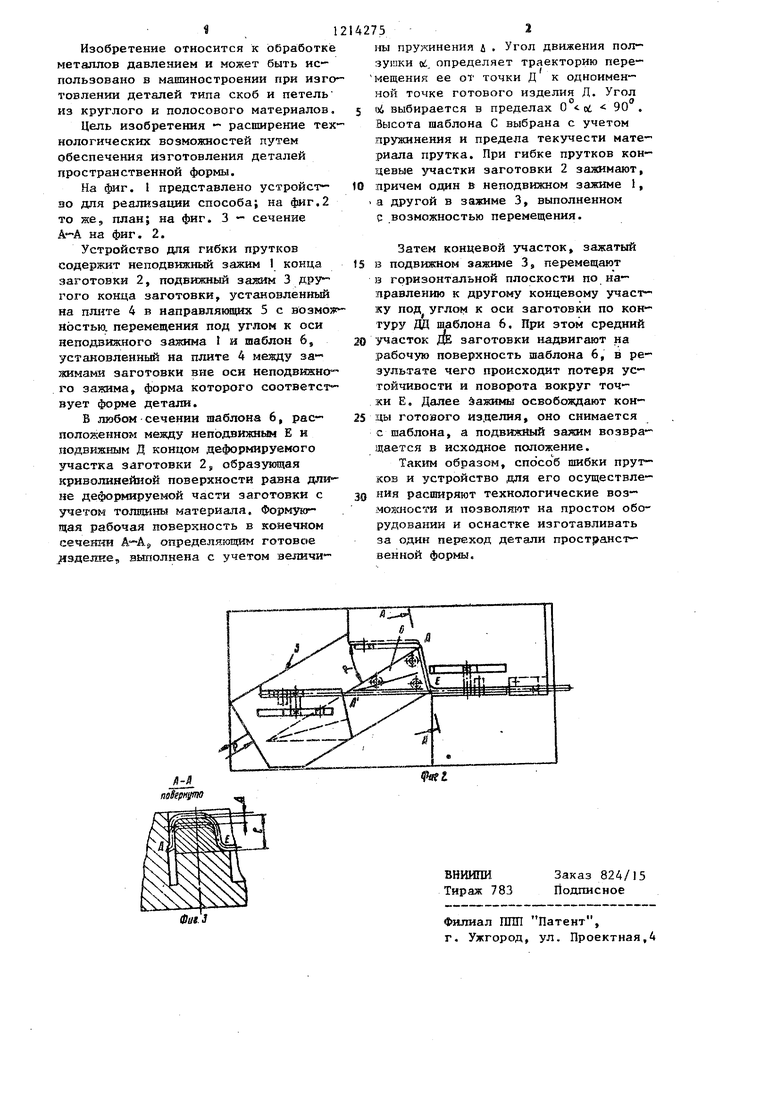
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| Способ гибки профилей | 1986 |
|
SU1355714A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 1997 |
|
RU2157291C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2253529C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| СПОСОБ ГИБКИ ТРУБ МНОГОКОЛЕННОЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ НА ТРУБОГИБОЧНЫХ СТАНКАХ НАМОТОЧНОГО ТИПА | 1993 |
|
RU2076009C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2397833C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТРУБЫ ПРИ МНОГОКОЛЕННОЙ ГИБКЕ | 1991 |
|
RU2025167C1 |
| Устройство для гибки профилей | 1979 |
|
SU854504A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
1. Способ гибки прутков, при котором концевые участки заготовки зажимают и один из зажатых концевых участков перемещают в горизонтальной плоскости по направлению к другому концевому участку с образованием на среднем участке петли, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения изготовления деталей пространственной формы,зажатый 1сонцевой участок перемещают в горизонтальной плоскости под углом к оси заготовки по контуру шаблона, а средний участок подвигают на поверхность шаблона. 2.Устройство для гибки прутков, содержащее неподвижный зажим конца заготовки, подвижный зажим конца заготовки, отличающееся тем., что оно снабжено шаблоном с формой, соответствующей форме готовой детали, расположенной методу заз Мма- ми заготовки вне оси неподвижного зажима, а подвижньй заним установлен с возможностью перемещения под углом к оси неподвижного зажима в сторону шаблона. 3.Устройство по п. 2, отличающее с я тем, что оно снабжено направляющими, в которых установлен с возможностью перемещения подвижный зажим. (Л яяЛ. 1 о Фиг.1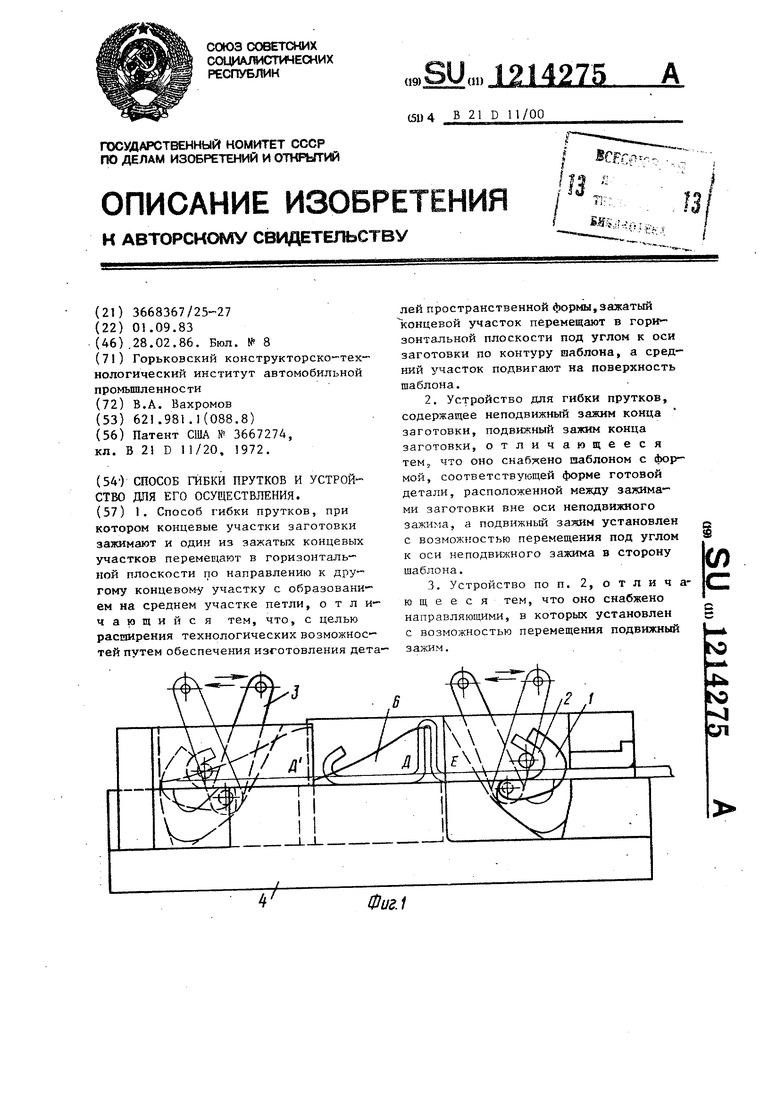
± пайернупю
ВНИИПИ
Тираж 783
Заказ 824/15 Подписное
Фаг 3
Филиал ПГШ Патент,
г. Ужгород, ул. Проектная,4
| Патент США № 3667274, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
