(54) УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| Машина для гибки профилей | 1977 |
|
SU806199A1 |
| ТРЕХРОЛИКОВАЯ МАШИНА ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2238163C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Профилегибочный станок | 1985 |
|
SU1286314A1 |
| Способ гибки профилей уголкового сечения полкой внутрь | 1986 |
|
SU1449178A1 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Способ гибки профилей уголкового сечения | 1988 |
|
SU1558530A1 |
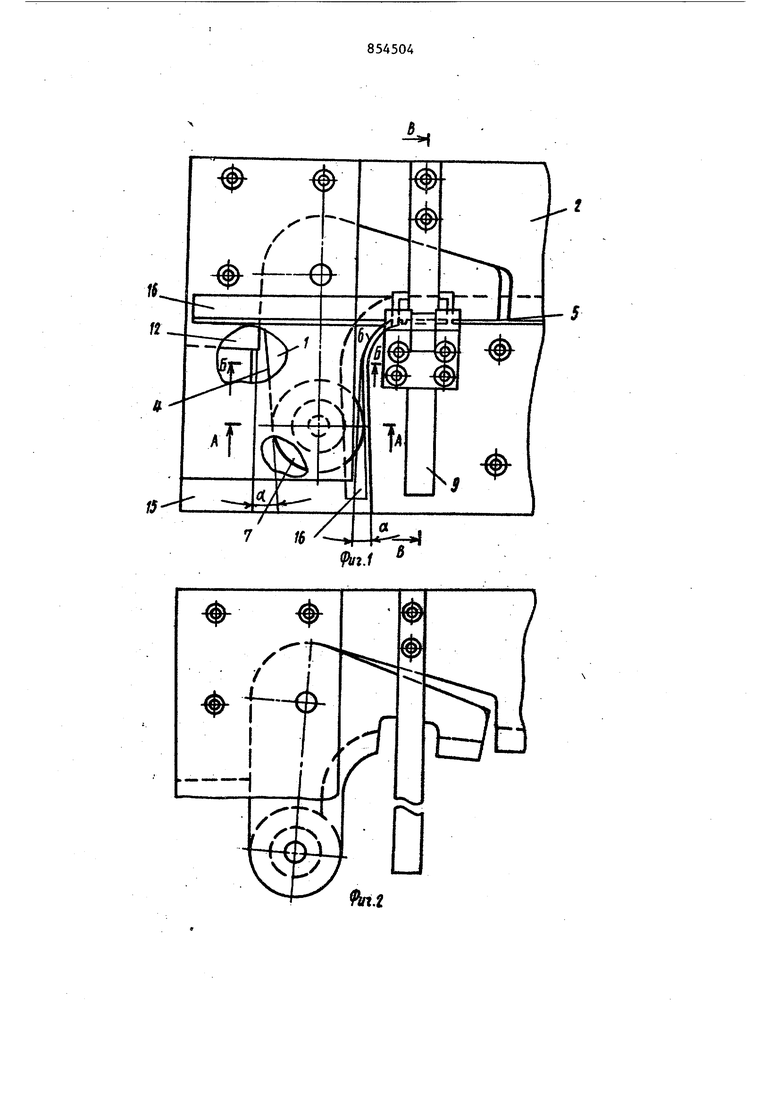
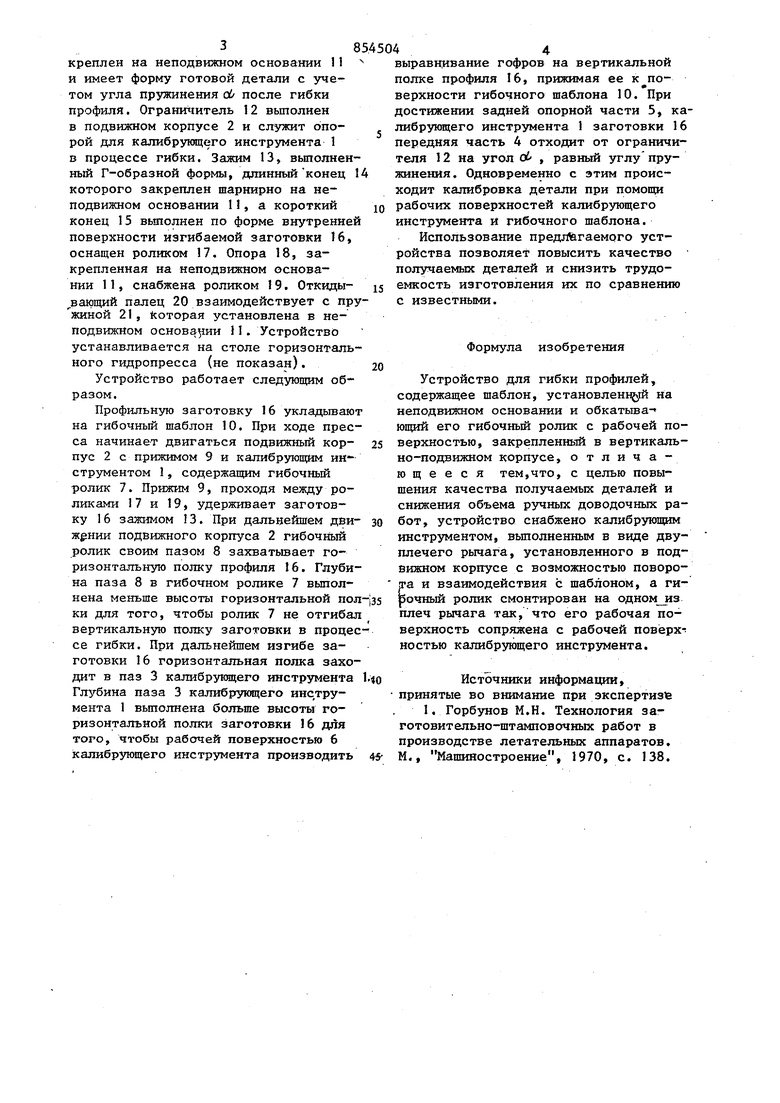
Изобретение относится к обработке металлов давлением, в частности к процессам гибки профилей. Известно устройство-для гибки труб содержащее гибочный шаблон и гибочные ролики ГП. Недостатком этого устройства является то, что оно не позволяет производить гибку заготовок на угол 90® с учетом пружинения. Цель изобретения - повышение качества получаемых деталей и снижение объема ручных доводочных работ. Цель достигается тем, что устройство для гибки профилей, содержащее шаблон, установленный на неподвижном основании и обкатывающий его гибочный ролик с рабочей поверхностью, закрепленный в вертикально-подвижном корпусе,- снабжено калибрующим инструментом выполненным в виде двуплечего рычага, установленного в подвижном корпусе с возможностью поворота и взаимодейст вия с шаблоном, а гибочный ролик смон тирован на одном из плеч рычага так, что его рабочая поверхность сопряжена с рабочей поверхностью калибрующего инструмента. На фиг. 1 показано устройство в плане, общий вид; на фиг. 2 - подвижный корпус; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В-на фиг. I. Устройство для гибки профилей содержит калибрукяций инструмент 1, смонтированный шарнирно в подвижном корпусе 2 устройства. .Элементами калибрующего инструмента являются паз 3, глубина которого равна высоте горизонтальной полки, передняя опорная часть 4, задняя часть 5 и рабочая поверхность 6. Гибочный ролик 7, имеющий паз 8 глубиной несколько меньшей высоты горизонтальной полки профиля, вмонтирован в калибр гющий инструмент 1. Прижим, 9 закреплен на подвижном корпусе. Гибочный шаблон 10 за--креплен на неподвижном основании 11 и имеет форму готовой детали с учетом угла пружинения dj после гибки профиля. Ограшгчитель 12 вьшолнен в подвижном корпусе 2 и служит опорой для калибрунлцего инструмента 1 в процессе гибки. Зажим 13, вьшолнен ный Г-образной формы, длинныйконец которого закреплен шарнирно на неподвижном основании П, а короткий Конец 15 вьшолнен по форме внутренне поверхности изгибаемой заготовки 16, оснащен роликом 17. Опора 18, закрепленная на неподвижном основании 11, снабжена роликом 19. Откиды вающий палец 20 взаимодействует с пр жиной 21, koTopaH установлена в неподвижном основании П. Устройство устанавливается на столе горизонталь ного гидропресса (не показан). Устройство работает следующим образом. Профильную заготовку 16 укладьшаю на гибочный шаблон 10. При ходе прес са начинает двигаться подвижный корпус 2 с прижимом 9 и калибрующим инстрзгментом 1, содержащим гибочный ролик 7. Прижим 9, проходя между роликами 17 и 19, удерживает заготовку 16 зажимом 13. При дальнейшем дви подвижного коргтуса 2 гибочный ролик своим пазом 8 захватьюает горизонтальную полку профиля 16. Глуби на паза 8 в гибочном ролике 7 выполнена меньше высоты горизонтальной по ки для того, чтобы ролик 7 не отгиба вертикальную полку заготовки в проце се гибки. При дальнейшем изгибе заготовки 16 горизонтальная полка захо дит в паз 3 калибрунщего инструмента Глубина паза 3 калибрующего инс,трумента 1 вьшолнена больше высоты горизонтальной полки заготовки 6 дйя того, чтобы рабочей поверхностью 6 калибрующего инструмента производить выравнивание гофров на вертикальной полке профиля 16, прижимая ее к поверхности гибочного шаблона 10. При достижении задней опорной части 5, калибрующего инструмента 1 заготовки 16 передняя часть 4 отходит от ограничителя 12 на угол oi , равный углу пружинения. Одновременно с этим происходит калибровка детали при помощи рабочих поверхностей калибрующего инструмента и гибочного шаблона. Использование предлЬгаемого устройства позволяет повысить качество получаемых деталей и снизить трудоемкость изготовления их по сравнению с известными. Формула изобретения Устройство для гибки профилей, содержащее шаблон, установлена на неподвижном основании и обкатыва- ющий его гибочный ролик с рабочей поверхностью, закрепленный в вертикально-подвижном корпусе, отличающееся тем,что, с целью повышения качества получаемых деталей и снижения объема доводочных работ, устройство снабжено калибрующим инструментом, вьшолненным в виде двуплечего рычага, установленного в подйижном корпусе с возможностью поворота и взаимодействия с шаблоном, а гирочный ролик смонтирован на одном из плеч рычага так, что его рабочая поверхность сопряжена с рабочей поверх-; костью калибрующего инструмента. Источники информации, принятые во внимание при экспертизе 1. Горбунов М.Н. Технология заготовит ельно-штампов очных работ в производстве летательных аппаратов. М., Машиностроение, 1970, с. 138.
15
л-д
«7.3
В б
