1
Изобретение относится к машиностроению, а именно к ручным сверлильным устройствам, и может быть использовано для установь и сверлильных и тому подобных переносных инструментов непосредственно на месте выполнения работ.
Целью изобретения является расши рение технологических возможностей сверлильной машины за счет совмещения осевой подачи машины с захватом срабатываемого изделия при подаче рабочей жидкости под давлением .
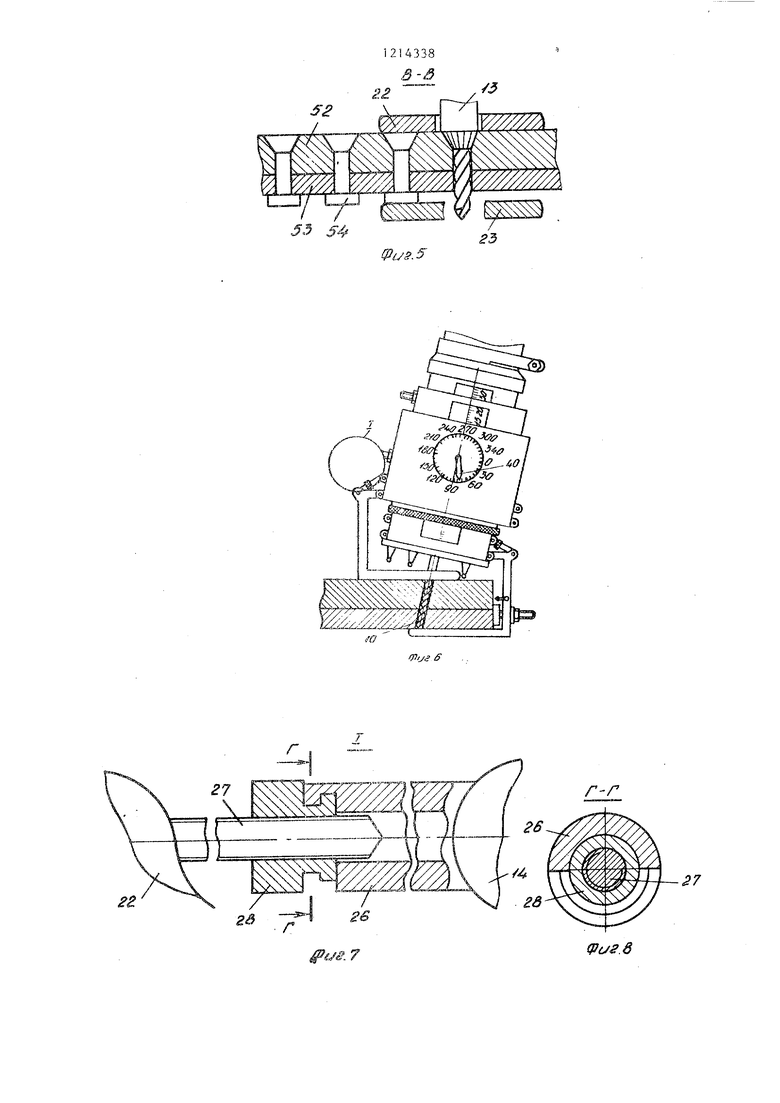
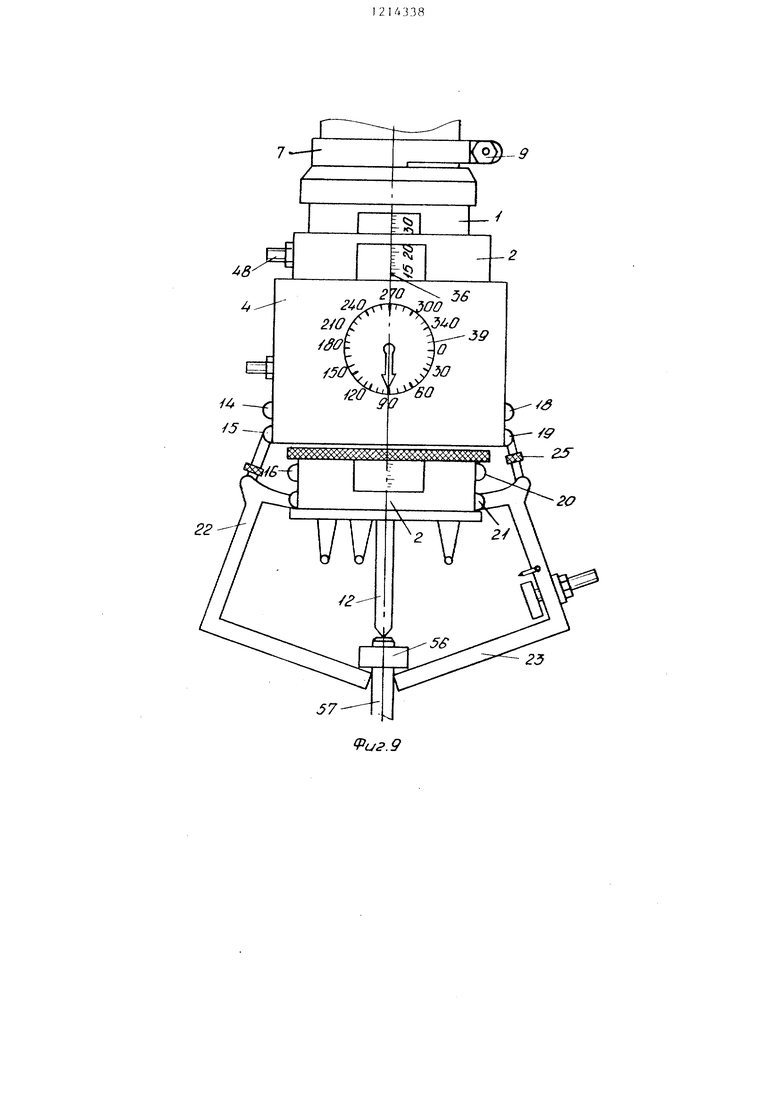
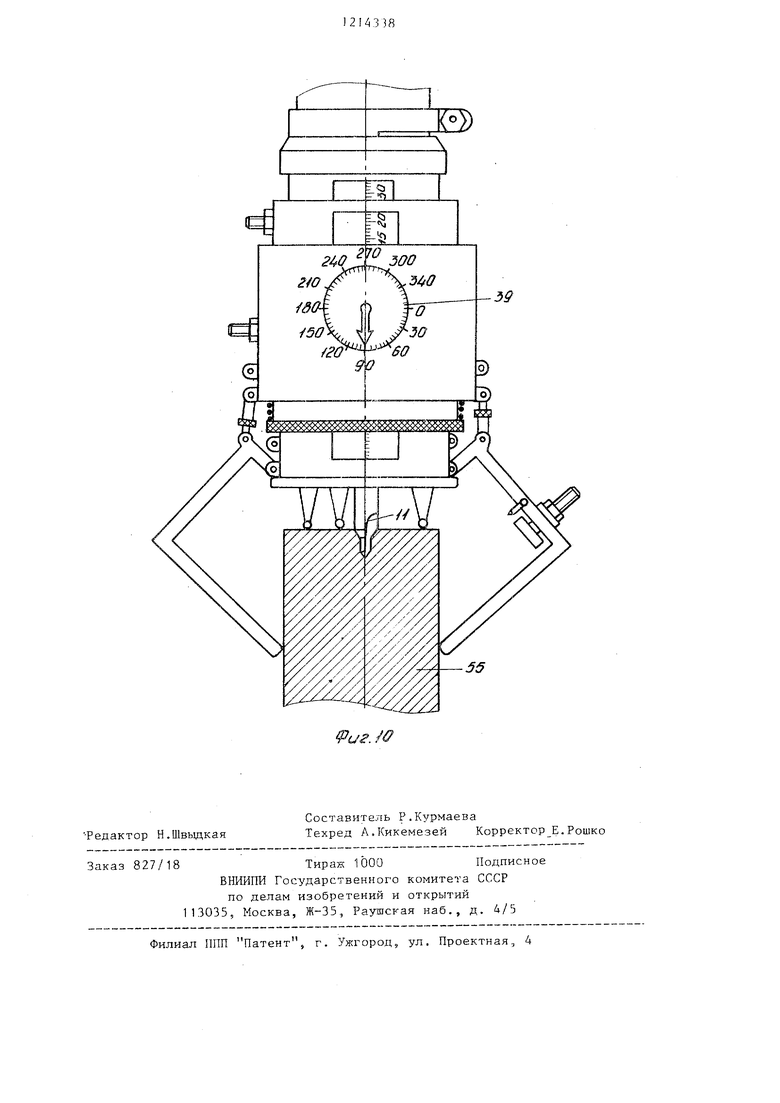
На фиг. 1 изображена насадка с ручной св ерлильной машиной, на фиг, 2 - процесс клепки деталей; на фиг, 3 - вид А на фиг, 2; на фиг, 4 - вид Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - процесс сверления обрабатываемого изделия под углом; на фиг . 7 узел I на фиг. 6, на фиг. 8 - сечение Г-Г на фиг. 7; на фиг. 9 - применение насадки для съема подшип 1иков с валов, на фиг. 10 - то же, для центрирования валов.
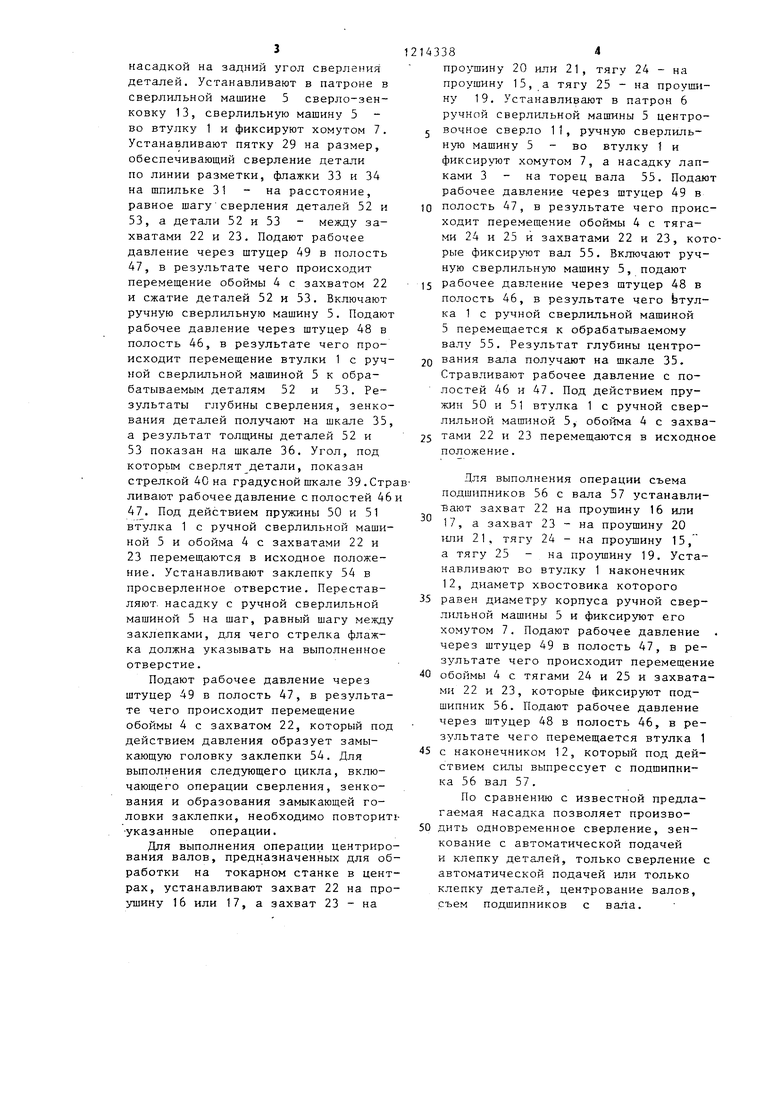
Насадка к ручной сверлильной машине состоит из телескопического корпуса, выполненного по типу труба в трубе и составленного, начиная изнутри, из подвижных одна относительно другой втулок 1, сборной гильзы 2 с лапками 3, обоймы 4, Во втулку 1 установлена ручна сверлильная машина 5 с патроном 6, .сходное положение которой фикси- руется при помощи хомута 7 с винтом 8 и гайкой 9, Хомут 7 соединен с втулкой 1 при помощи резьбы.. В зависимости от технологического процеса в патрон 6 ручной сверлильной машины 5 могут быть установлены сверло 10, центровочное сверло 11, наконечник 12 или сверло-зенковка 1 На сборной гильзе 2 и обойме 4 установлены проушины 14 - 21, на которые шарнирно устанавливаются захваты 22 и 23 с регулирующими тягами 24 и 25. Тяги состоят из втулки 26, винта 27 и гайки 28, На захвате 23 установлена регулируемая на резьбе пятка 29 с гайкой 30. Кроме того, на захвате 23 установлена шпилька 31 с гайками 32 и флажками 33 и 34.
На втулке 1, сборной гильзе 2 и на захвате 23 нанесены шкалы 35 143382
ЗВэлинейных перемещений.На обойме 4 нанесена градусная шкала 39 со стрелкой 40. На втулке 1 с наружной стороны,а }ja обойме 4 с внутренней стороны имеются илин5 дрические буртики, ькоторьк выполнены кольцевые канавки, в которые установлены упорные резиновые кольца 41 и 42. На сборной гильзе 2 с внутрен-- ней и наружной сторон также имеются
10 цилиндрические буртики, в KOTopjiix выполнены кольцевые канавки, в которые установлены уплотнительные резьбовые кольца 43 и 44. Кроме того, на сборной гильзе 2 установлена
, контргайка 45. Втулка 1 и сборная ги.пьза 2 сопрягаемыми поверхностями образуют кольцев по полость 46, а сборная гильза 2 с обоймой 4 - коль- полость 47. В сборной гильзе 2
20 и обойме 4 выполнены отверстия и установлены штуцеры 48 и 49, соединенные с источником подачи рабочей жидкости (не показаны). Для возвратного перемещения втулки 1 с руч25 ной сверлильной машиной 5 (между втулкой 1 и внутренней стороной сборной гильзы 2) установлена пружина 50.
Для возвратного перемещения обой,Q мы 4 (между контргайкой 45 и цилиндрическим буртиком обоймы 4) установлена пружина 51.
Длина хода подачи втулки 1 с ручной сверлильной машиной 5 зависит от расстояния, на которое ввернута ниж- няя часть сборной гильзы 2 в верхнюю,так как нижняя часть сборной гильзы 2 служит упором для хода втулки 1. Чем больше ввернута нижняя часть сборной гильзы 2 в верхнюю, тем меньше длина хода втулки 1 с ручной сверлильной машиной 5. Резул1.тат длины хтэда подачи втулки 1 с ручной сверлильной машиной получают на шкале 35, а результат толщины деталей - на шкале 36.
Угол, под которым сверлят детали, показывает стрелка 40 на градусной шкале 39.
Насадка к ручной сверлильной машине работает следующим образом.
Для выполнения сверления, зенко- вания и клепки деталей устанавливают захват 22 с тягой 24 на проушины 15
5- и 14, а захват 23 с тягой 25 - на проушины 21 и 20, Вращая гайки 28 тяг 24 и 25, выставляют длину тяг для установки захватов 22 и 23 с
40
45
50
3
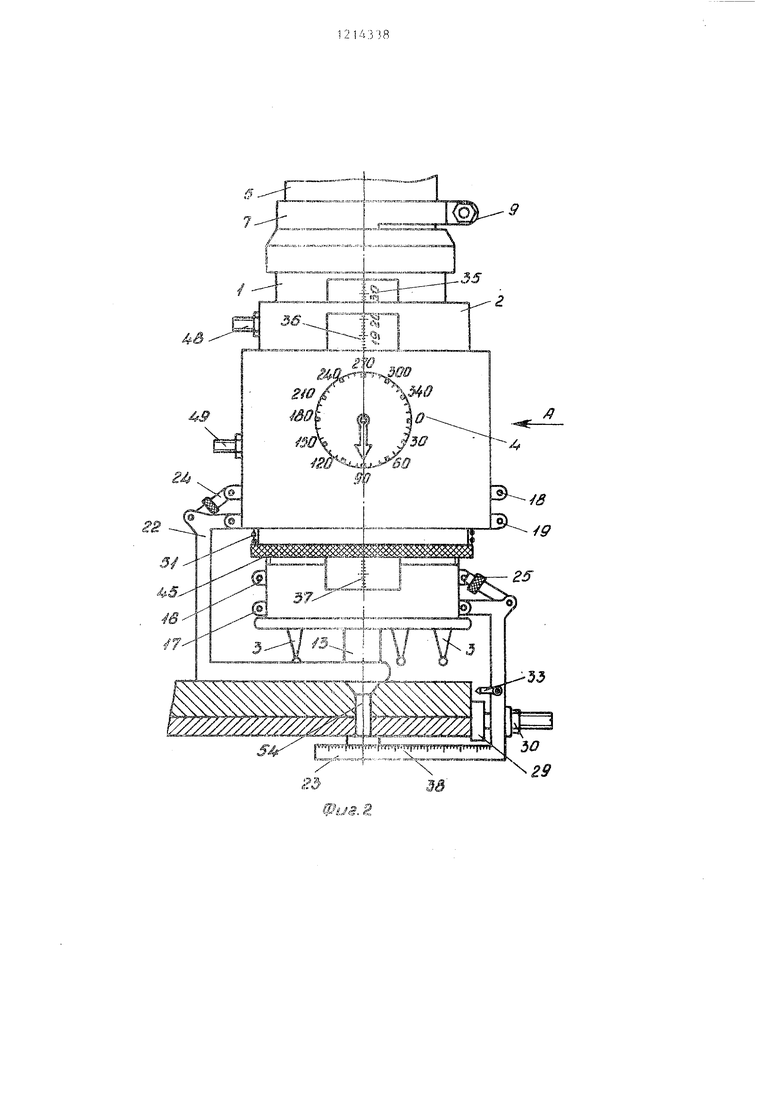
насадкой на задний угол сверления деталей. Устанавливают в патроне в сверлильной машине 5 сверло-зенковку 13, сверлильную машину 5 во втулку 1 и фиксируют хомутом 7. Устанавливают пятку 29 на размер, обеспечивающий сверление детали по линии разметки, флажки 33 и 34 на шпильке 31 - на расстояние, равное шагу сверления деталей 52 и 53, а детали 52 и 53 - между захватами 22 и 23, Подают рабочее давление через штуцер 49 в полость 47, в результате чего происходит перемещение обоймы 4 с захватом 22 и сжатие деталей 52 и 53. Включают ручную сверлильную машину 5. Подают рабочее давление через штуцер 48 в полость 46, в результате чего происходит перемещение втулки 1 с ручной сверлильной машиной 3 к обрабатываемым деталям 52 и 53. Результаты глубины сверления, зенко- вания деталей получают на шкале 35, а результат толщины деталей 52 и 53 показан на шкале 36, Угол, под которым сверлят детали, показан стрелкой 40 на градусной шкале 39,Стрливают рабочее давление с полостей 46 47, Под действием пружины 50 и 51 втулка 1 с ручной сверлильной машиной 5 и обойма 4 с захватами 22 и 23 перемещаются в исходное положение. Устанавливают заклепку 54 в просверленное отверстие. Переставляют, насадку с ручной сверлильной машиной 5 на шаг, равный шагу между заклепками, для чего стрелка флажка должна указывать на выполненное отверстие.
Подают рабочее давление через штуцер 49 Б полость 47, в результате чего происходит перемещение обоймы 4 с захватом 22, который под действием давления образует замыкающую головку заклепки 54. Для выполнения следующего цикла, включающего операции сверления, зенко- вания и образования замыкающей головки заклепки, необходимо повторит указанные операции.
Для выполнения операции центрирования валов, предназначенных для обработки на токарном станке в центрах, устанавливают захват 22 на проушину 16 или 17, а захват 23 - на
384
про тпину 20 или 21, тягу 24 - на проушину 15, а тягу 25 - на проушину 19. Устанавливают в патрон 6 ручной сверлильной машины 5 центровочное сверло 11, ручную сверлильную машину 5 - во втулку 1 и фиксируют хомутом 7, а насадку лапками 3 - на торец вала 55, Подают рабочее давление через штуцер 49 в
полость 47, в результате чего происходит перемещение обоймы 4 с тягами 24 и 25 и захватами 22 и 23, которые фиксируют вал 55, Включают ручную сверлильную машину 5, подают
рабочее давление через штуцер 48 в полость 46, в результате чего Ьтул- ка 1 с ручной сверлильной машиной 5 перемещается к обрабатываемому валу 55. Результат глубины центрования вала получают на шкале 35, Стравливают рабочее давление с полостей 46 и 47, Под действием пружин 50 и 51 втулка 1 с ручной сверлильной машиной 5, обойма 4 с захватами 22 и 23 перемещаются в исходное положение,
Для выполнения операции съема подшипников 56 с вала 57 устанавли- Т5ают захват 22 на проушину 16 или 17, а захват 23 - на проушину 20 или 21, тягу 24 - на проушину 15, а тягу 25 - на проушину 19, Устанавливают во втулку 1 наконечник 12, диаметр хвостовика которого
равен диаметру корпуса ручной сверлильной машины 5 и фиксируют его хомутом 7, Подают рабочее давление через штуцер 49 в полость 47, в результате чего происходит перемещение
обоймы 4 с тягами 24 и 25 и захватами 22 и 23, которые фиксируют подшипник 56, Подают рабочее давление через штуцер 48 в полость 46, в результате чего перемещается втулка 1
с наконечником 12, который под действием силы выпрессует с подшипника 56 вал 57,
По сравнению с известной предлагаемая насадка позволяет производить одновременное сверление, зен- кование с автоматической подачей и клепку деталей, только сверление с автоматической подачей или только клепку деталей, центрование валов, съем подшипников с вала.
o
т
УЛ7
u
D D DD
.- :/// Я //////щ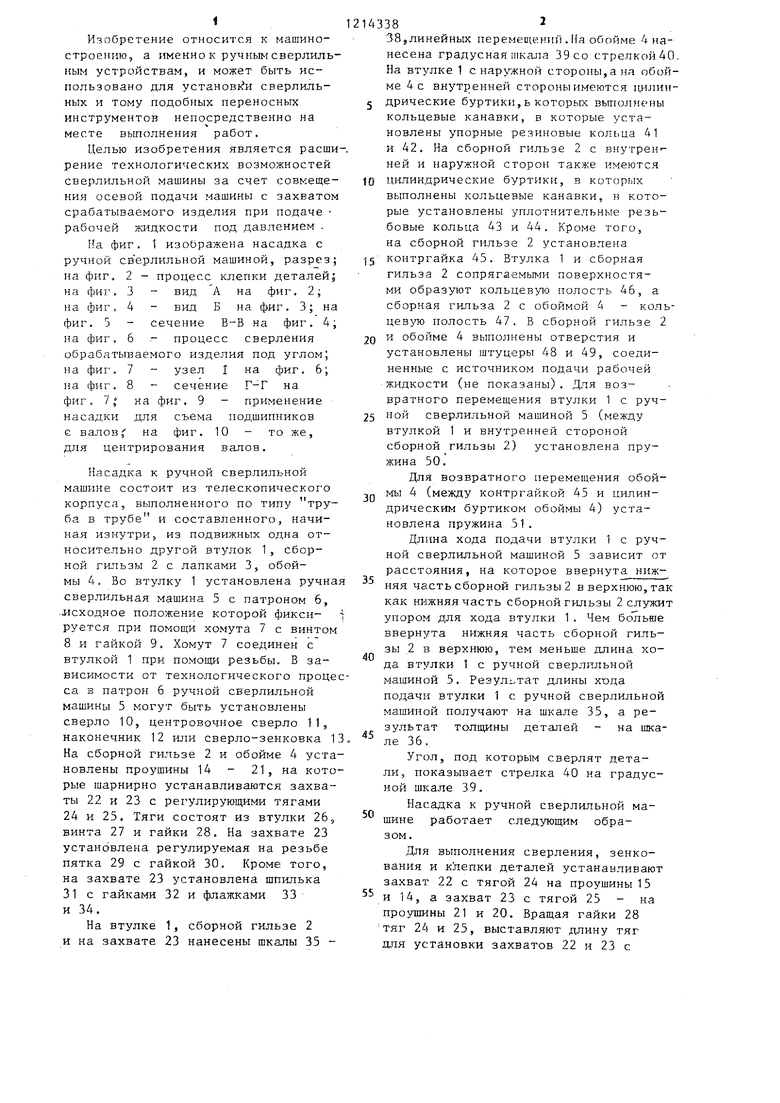
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
| Сверлильно-клепальное устройство | 1983 |
|
SU1243877A1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНОЕ УСТРОЙСТВО | 2023 |
|
RU2801502C1 |
| Автоматическое сверлильно-клепальное устройство | 1988 |
|
SU1602604A1 |
| СВЕРЛИЛЬНЫЙ СТАНОК | 1993 |
|
RU2120833C1 |
| Ручной инструмент для односторонней клепки | 1985 |
|
SU1291274A1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1998 |
|
RU2136430C1 |
| Сверлильно-клепальный автомат | 1990 |
|
SU1779459A1 |
| Кран-штабелер | 1983 |
|
SU1134528A1 |

ТУ
6
tpuf.5
30 гз
NT
2
зг
pi/f (
S4
pijs.5
7 25
2a
гв
г
r-r
(Pus. 6
J7
.9
9
иг. /G
Редактор Н.Швыдкая
Составитель Р.Курмаева
Техред А.Кикемезей Корректор Е.Рошко
827/18
Тираж 1000Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Насадка к ручной сверлильной машине | 1979 |
|
SU823009A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
