Изобретение относится к г.вароч- ному производству и может быть использовано и электрохимической про-- мьпллеиности при электродуговой приварке КО11ЦОВ обмотки якоря в виде медной проволоки круглого итш другого сечегиш к мeдпьп i кол.ггекториьт. пластинам (лэмелям) яхоря злектро-- дг;И; :1те:тя,
Цель изобретения - иоиытяение качества из.11елий п обеспечение вояможмост;- ппипярки обмоток при позьпиетгпсй толщине коллекторных пла TKTI путем уменьиепкя п епловгожения в зоне сваркиJ
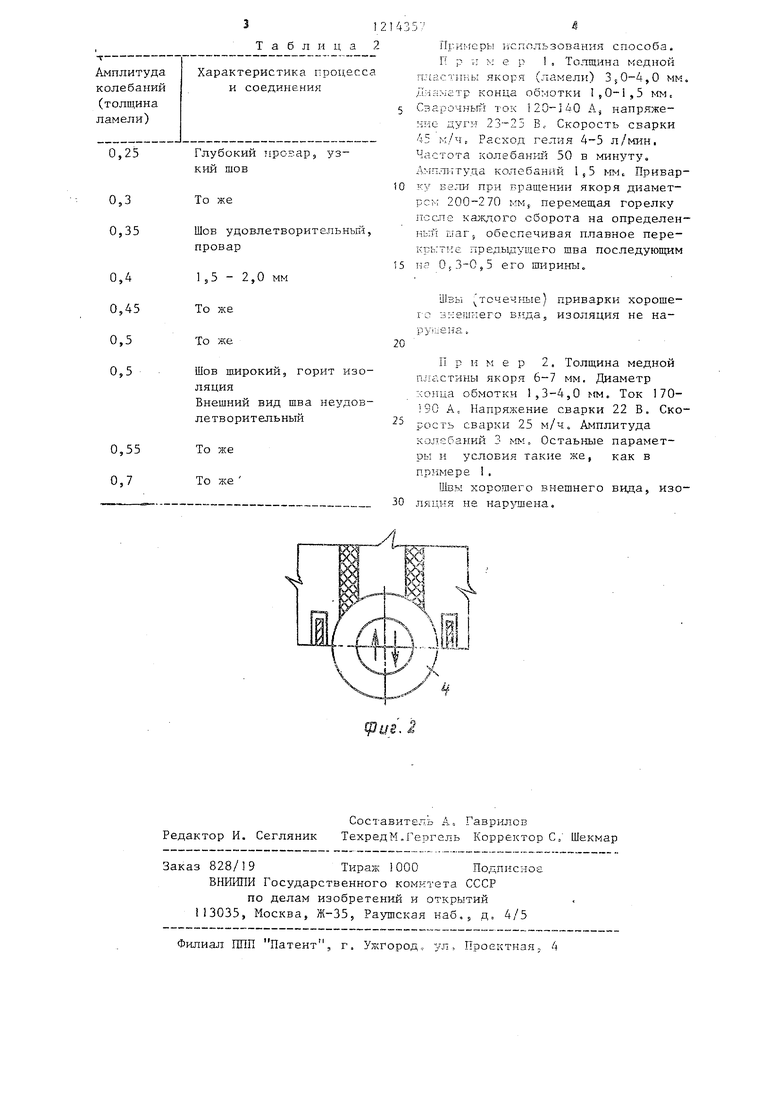
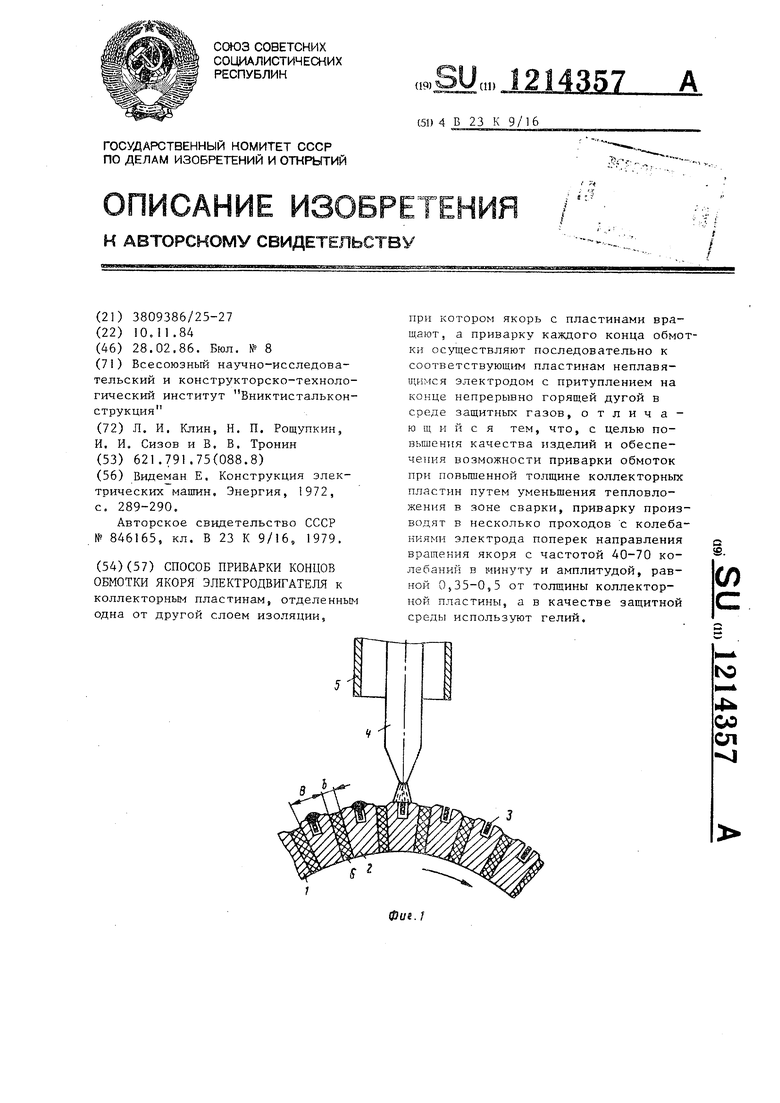
ПУ Ф1П% 1 изображе1;а схема реализации еносойа; на фиг, 2 то же, Bi- ;i; сверху,
.Якорь 1 электродвигателя с раз: ieiueiiHbiMH на ие-- но круго- во;-г;/ иериметру коллекторнь ми г;ла стинами 2 и приварива.емьми к ним концами обмотки якоря 3 электродвигтеля устанавливают в центрах (не по казаны), один из которых нрипод юй., Приварку концов обмотки якоря 3 к пластинам 2 осутцестзляЕО - тзольфрамо- вым электродом Aj имеющим возможнос колебания вдоль оси якоря.
В качестве защитного газа, пода- ваемого в сопло 5, применяют геггий,, (;ва.рка в среде гелия дает возможность уменьшить тепловложение и rjry6Huy проплавдения на 20-25% по сравиению со сваркой в аргоне (на 20% снижается сварочный ток и на увели гивается скорость свар™ „ )роме этого, Г ри сва Э :е в геля ;-кгл,1 ;ается стабильность гооения дуг iipii перескоке ее через слой з; .ля- ции,: Это дает возможность ./е:ч1О noBb C iTb качество точечной ni iiEapr i i концов обмотки к илаетинам но С;. ав со сваркой в аргоне
ТоЧ)Си HpL-TBatiKH имеют хо})оши;1 {шеггпий вид, плавный переход к ocifo }iOMy металлу медных п.дастин.
,.(л л ; т о п о л н и т е л ь н о г о ум е н ьи i е и и я тенлопкожения приварку производят а иеекол ько гптоходов, при этом осу- щеетвляют колебания электрода приводным механизмом поперек направле- кия враигения: якоря 1 с частотой 40- 70 колебаний в минуту и амплитудой,, равной ..5 от толщины коллекто кой пластиьпл. Ширина точек при этом 3 , 5 - - мм,,
При амплитуде колебания электрода больше чем 0,5 от то. коллек-- TrrijHOi-i пластины (ламели) подгора.ет лю;;;.памельная изоляция 6 при мень- :;1;ей амплитуде размер еваоочиой тзгмкк ,;ен/:Кий и для обеспечения номи- ;-;а.1:ьнг й пуиринь; Еша нужно сделать бо;;:ьп-с проходов ,
При частоте колебан й электрода /О в гаНнуту дуга горнт неус Toii iHBO; снижается качество точек r Di-iBapKH ламели и концов обмотки ;лр1- частоте колебаний электоода |-еньте 40 в минуту -аблюдаетсг чрезмерно болыпое пронланлепие .дамелей (дс| 3 вместо хзобкодкм ях 1 , 5- 2,0 мм) и еоответзт ванно подгс оание мк: с гамель7-1ой изо:1ядии 6,
Данные по Былвл; еии;с оп.1 имдльнь х
Обгорает межламельпая изоляп,ия, проплавление 3.,5 M:i
Т о же, п р о пл а в л е ки е 2,8 - 3,0 мм Кзоляпия остается непоНгуетойчизое ropsuKS дуги, геудовлетнорительный лнеш- лий вид точек приварки
Амплитуда колебаний принята 2,5 мм, ifо соответствует 0,4 от то.лщины дямели-j равной 6 мм,
Ляиные по выявлению оптимальных параметров колебаний электрода i Hpvj чистоте колебаний 40-70 в iK ) привелень в табл, 2,
Таблица 2
Характеристика процесса и соединения
Глубокий nposap, узкий шов
То же
Шов уцовлетворительнъш, провар
1,5 - 2,0 мм То же То же
Шов ншрокий, горит изоляция
Внешний вид шва неудовлетворительный
То же То же
rippibfepb г.сппльзования способа. И р и ; е р 1 , Толщина медной пластины якоря (ламели) ,0 мм конца об:.ютки 1(0-1,5 мм,
Сзарочньш ток А, напряжение дуги 23-25 В, Скорость сварки 45 м./ч, Расход гелия 4-5 л/мин, Частота колебаний 50 в минуту. )-:туда колебаний 1,5 мм Приварку вели при вращении якоря диаметром 200-270 MMj перемещая горелку псспе каждого оборота на определенный шаг5 обеспечивая плавное пере- крь:т ;е предыдущего шва последуюш 5М
иг 0,3-0,5 его ширины„
Шзы точечные
приварки хороше- изоляция не на20
П р и м ер 2, Толщина медной п..г;астины якоря 6-7 мм. Диаметр конца обмотки 1,3-4,0 M, Ток 170- 190 А г. Напряжение сварки 22 В, Скорость сварки 25 м/ч„ Амплитуда колебаний 3 мм. Остаьные параметры и условия такие же, как в примере 1.
Швь хорошего внешнего вида, изоляция не нарзтпена.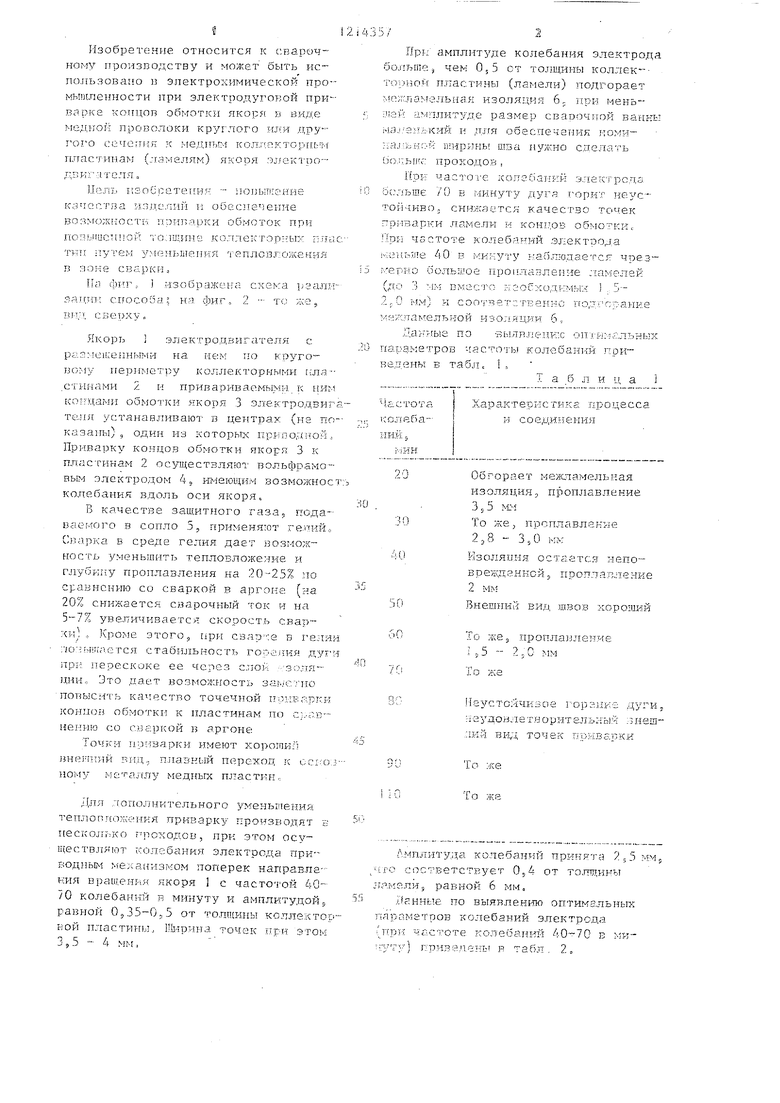
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки концов обмоткияКОРя элЕКТРОдВигАТЕля | 1979 |
|
SU846165A1 |
| Способ приварки концов обмотки якоря электродвигателя к коллекторным пластинам | 1986 |
|
SU1472198A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1995 |
|
RU2109380C1 |
| Способ групповой контактной точечной сварки | 1981 |
|
SU1030126A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2319267C1 |
| Аппарат для электрической дуговой сварки | 1925 |
|
SU3476A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ВИТКОВЫХ ЗАМЫКАНИЙ В ОБМОТКЕ ВРАЩАЮЩЕГОСЯ ЯКОРЯ КОЛЛЕКТОРНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С УРАВНИТЕЛЬНЫМИ СОЕДИНЕНИЯМИ | 2012 |
|
RU2523730C2 |
| Станок для намотки якорей коллекторных электрических машин | 1987 |
|
SU1525824A1 |
| ОБЪЕКТИВНЫЙ СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ МЕСТА КОРОТКОГО ЗАМЫКАНИЯ МЕЖДУ КОЛЛЕКТОРНЫМИ ПЛАСТИНАМИ ЛАСТОЧКИНА ХВОСТА КОЛЛЕКТОРОВ МАШИН ПОСТОЯННОГО ТОКА | 2015 |
|
RU2593408C1 |
| Дисковый якорь | 1982 |
|
SU1117784A1 |
Составитель А Гавр1-шов Редактор И, Сегляник ТехредМ.Гергель Корректор С
Заказ 828/19Тираж 1000 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г Ужгород, ул, Проектная, 4
| Видеман Е | |||
| Конструкция электрических машин | |||
| Энергия, 1972, с | |||
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU289A1 |
| Способ приварки концов обмоткияКОРя элЕКТРОдВигАТЕля | 1979 |
|
SU846165A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
