1
Изобретение относится к автоматике, а именно к устройствам, снижающим напряжения в деталях, полученных литьем.
Целью изобретения является повы- шение экономичности и надежности устройства.
На фиг.1 изображена схема устройства; на фиг.2 - поперечный разрез по рамочному узлу..
Устройство для снижения остаточных напряжений в детали содержит станину 1 с закрепленными на ней опорами 2 и 3 для установки детали
4,ударный элемент 5, закрепленный на. станине 1 между опорами 2 и 3, упругий элемент 6 и рамочный узел 7
для установки внутри него детали 4, причем одна из сторон 8 рамочного j. узла 7 соединена с ударным элементом
5,а другая 9 - с упругим элементом
6,характеризующимся тем, что декремент колебаний его меньше, чем декремент колебаний детали 4. Деталь 4 закреплена в опорах 2 и 3 с помощью накладок 10 и 11. Между упругим элементом 6 и станиной 1 установлена дополнительная опора 12. .
Устройство для снижения остаточных напряжений в детали работает еле- дующим образом.
Деталь 4 устанавливается на опорах 2 и 3 и крепится на них накладками 10 и 11, Под сторону 9 рамочного узла 7, внутри которого помещена деталь .4. устанавливают упругий элемент 6,
0Q2
которьш опирается на дополнительную опору 12. Сторону 8 рамочного узла 7 располагают под ударным элементом 5. Ударным элементом 5 производят давление на рамочньш узел 7, который деформирует расположенный на опоре 12 упругий элемент 6, входит в соприкосновение с деталью и изгибает ее.
После разгрузки, подъема ударного элемента 5, рамочный узел разгоняется упругим элементом 6, сталкивается с деталью, в которой возникают ударные напряжения обратного знака относительно напряжений, возникающих при нагружении. Это увеличивает эффективность обработки.
Формула изобретения
Устройство для снижения остаточных напряжений в детали, содержащее станину с закрепленными на ней опорами для установки детали, ударный элемент, закрепленный на станине между опорами, отлнчающее- с г тем, что, с целью повышения экономичности и надежности устройства, в него введен упругий элемент и рамочный узел для установки внутри него детали, причем одна из сторон рамочного узла соединена с ударным элементом, а другая - с упругим элементом, декремент колебаний которого меньше, чем декремент колебаний детали.
. 2
фиг. i
ВНШ1ПИ Заказ 907/56 Тираж 837 Подписное Филиал ШП Патент, г.Ужгород, ул.Проектная, 4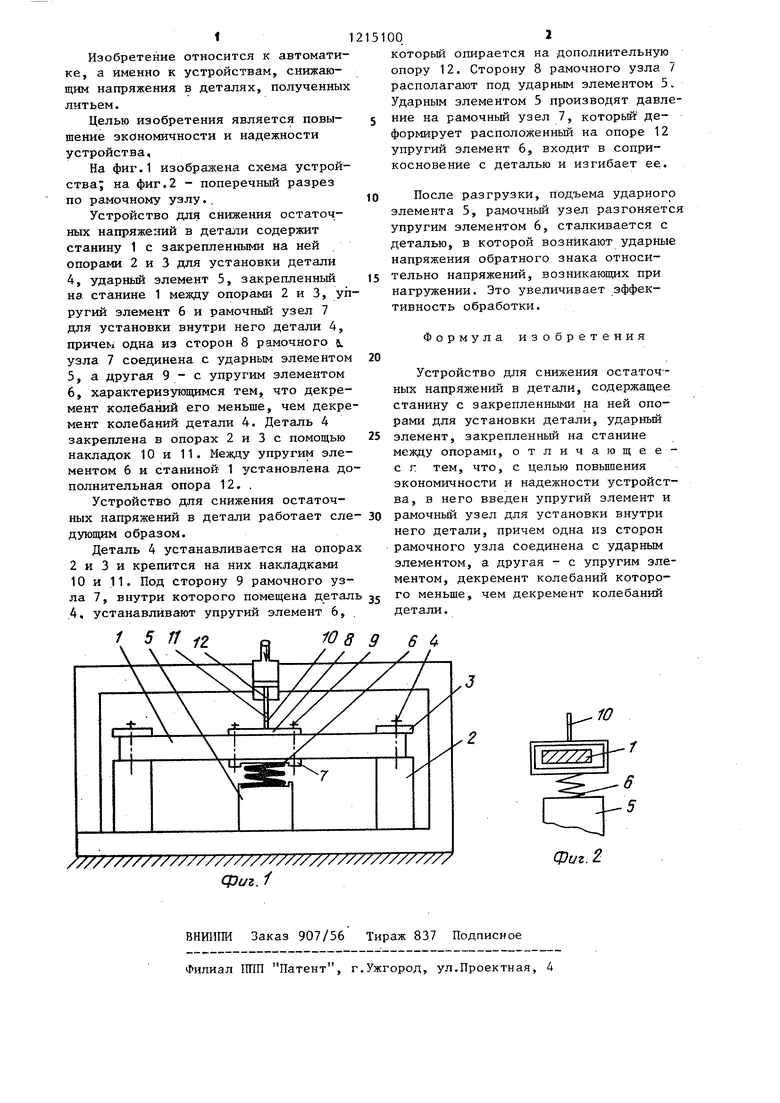
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизирующей обработки деталей | 1984 |
|
SU1268622A1 |
| Способ снижения остаточных напряжений в металлических деталях | 1986 |
|
SU1698240A1 |
| Установка для снятия остаточных напряжений в литых и сварных деталях | 1980 |
|
SU903700A1 |
| Устройство для снижения остаточных напряжений в деталях | 1986 |
|
SU1799918A1 |
| Установка для снятия остаточных напряжений в литых и сварных деталях | 1984 |
|
SU1185078A2 |
| Устройство для обработки вибрацией металлических деталей | 1984 |
|
SU1285017A1 |
| УСТАНОВКА ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ | 1971 |
|
SU322261A1 |
| Способ обработки металлических деталей для снятия остаточных напряжений | 1984 |
|
SU1312108A1 |
| Установка для снятия остаточных напряжений в литых и сварных деталях | 1978 |
|
SU712660A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
.Изобретение относится к автоматике и предназначено для использования в устройствах, снижающих остаточные напряжения в деталях, полученных литьем. Цель изобретения - повышение экономичности и надежности устройства, которое достигается введением упругого элемента и рамочного узла для установки внутри него детали, причем одна сторона рамочного узла соединяется с ударным элементом, а другая - с упругим элементом, декремент колебаний которого меньше, чем декремент колебаний детали. Устройство для снижения остаточных напряжений в детали содержит станину с закрепленными на ней опорами для установки детали, ударньй элемент, закрештенньй на станине между опорами, упругий элемент и рамочный узел для установки внутри него детали, причем одна из сторон рамочного узла соединена с ударным элементам, а другая -.с упругим элементом. Введение упругого элемента и рамочного узла повышает эффективность обработки детали. 2 ил. сл |С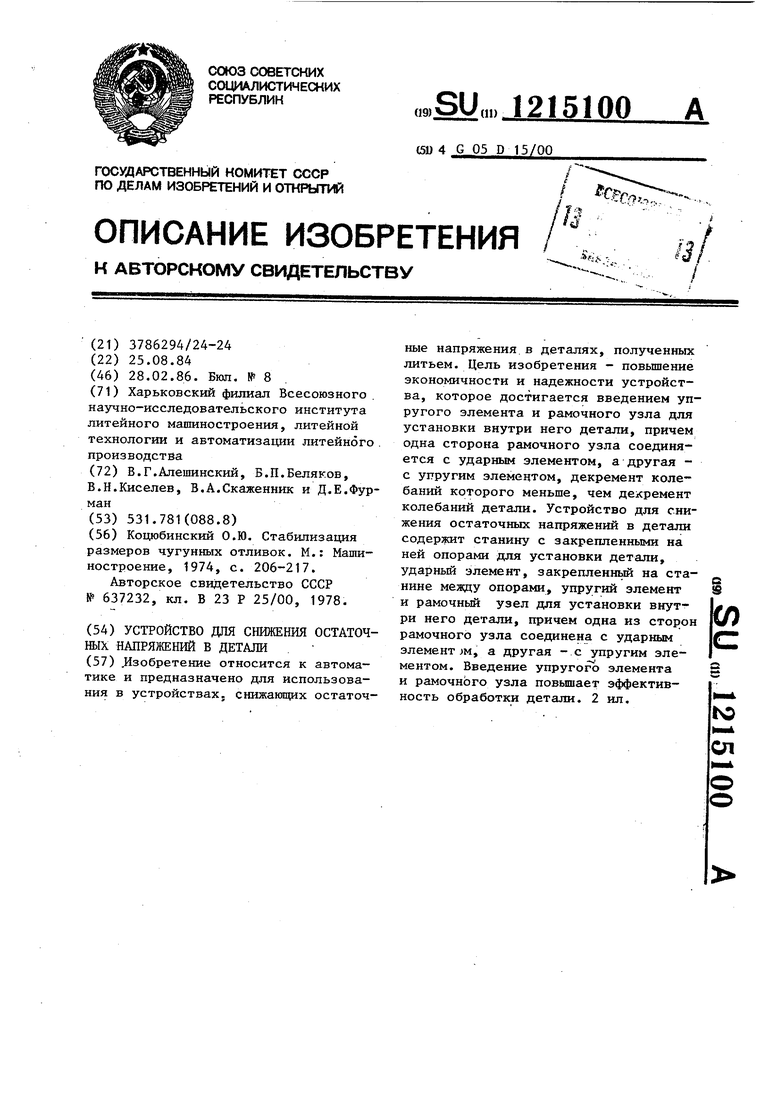
| Коцюбинский О.Ю | |||
| Стабилизация размеров чугунных отливок | |||
| М.: Машиностроение, 1974, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Способ снижения остаточных напряжений в деталях | 1976 |
|
SU637232A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
