112
Изобретение относится к машиностроению и может быть использовано для снижения уровня остаточных напряжени и стабилизации размеров отливок и сварных конструкций из различных не- таллов и сплавов.
Цель изобретения - сокращение времени обработки.
На чертеже изображено предложенное устройство.
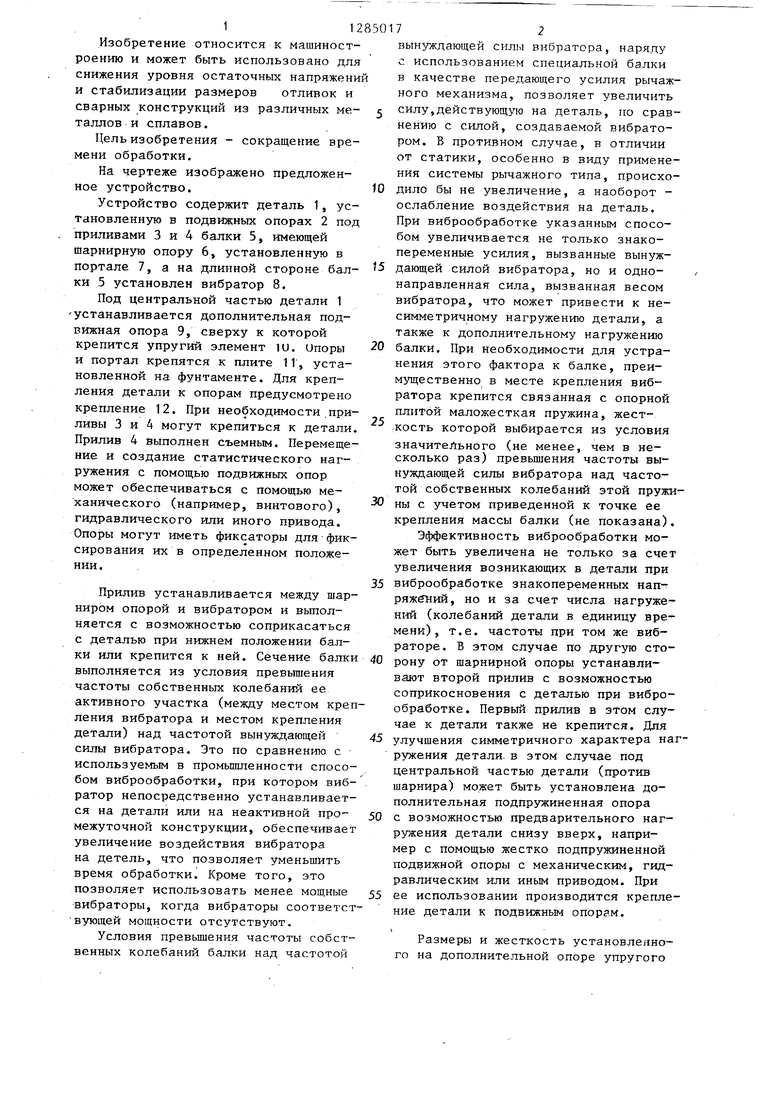
Устройство содержит деталь 1, установленную в подвижных опорах 2 под приливами 3 и 4 балки 5, имеющей шарнирную опору 6, установленную в портале 7, а на длинной стороне бал- ки 5 установлен вибратор 8.
Под центральной частью детали 1 Устанавливается дополнительная подвижная опора 9, сверху к которой крепится упругий элемент 1U. Опоры и портал крепятся к плите 11, установленной на фунтаменте. Для крепления детали к опорам предусмотрено крепление 12. При необходимости приливы 3 и 4 могут крепиться к детали. Прилив 4 выполнен съемным. Перемещение и создание статистического наг- ружения с помощью подвижных опор может обеспечиваться с помощью ме,ч
ханического (.например, винтового), гидравлического или иного привода. Опоры могут иметь фиксаторы для фиксирования их в определенном положении.
Прилив устанавливается между шарниром опорой и вибратором и выполняется с возможностью соприкасаться с деталью при нижнем положении балки или крепится к ней. Сечение балки выполняется из условия превышения частоты собственных колебаний ее активного участка (между местом крепления вибратора и местом крепления детали) над частотой вынуждающей силы вибратора. Это по сравнению с используемым в промьшшенности способом виброобработки, при котором вибратор непосредственно устанавливается на детали или на неактивной про- межуточной конструкции, обеспечивает увеличение воздействия вибратора на детель, что позволяет уменьшить время обработки. Кроме того, это позволяет использовать менее мощные вибраторы, когда вибраторы соответст вующей мощности отсутствуют.
Условия превышения частоты собственных колебаний балки над частотой
5
01
o
0
t
5
0 5 0 5
72
вынуждающей силы вибратора, наряду с использованием специальной балки в качестве передающего усилия рычажного механизма, позволяет увеличить силу,действующую на деталь, по сравнению с силой, создаваемой вибратором. В противном случае, в отличии от статики, особенно в виду применения системы рычажного типа, происходило бы не увеличение, а наоборот - ослабление воздействия на деталь. При виброобработке указанным способом увеличивается не только знакопеременные усилия, вызванные вынуждающей силой вибратора, но и однонаправленная сила, вызванная весом вибратора, что может привести к несимметричному нагружению детали, а также к дополнительному нагружению балки. При необходимости для устранения этого фактора к балке, преимущественно в месте крепления вибратора крепится связанная с опорной плитой маложесткая пружина, жесткость которой выбирается из условия
значительного (не менее, чем в несколько раз) превьшения частоты вынуждающей Силы вибратора над частотой собственных колебаний этой пружины с учетом приведенной к точке ее крепления массы балки (не показана). Эффективность виброобработки может быть увеличена не только за счет увеличения возникающих в детали при виброобработке знакопеременных нап- ряжений, но и за счет числа нагруже- ний (колебаний детали в единицу времени) , т.е. частоты при том же вибраторе. В этом случае по другую сторону от шарнирной опоры устанавливают второй прилив с возможностью соприкосновения с деталью при виброобработке. Первый прилив в этом случае к детали также не крепится. Для улучшения симметричного характера наг- ружения детали в этом случае под центральной частью детали (против шарнира) может быть установлена дополнительная подпружиненная опора с возможностью предварительного наг- ружения детали снизу вверх, например с помощью жестко подпружиненной подвижной опоры с механическим, гидравлическим или иным приводом. При ее использовании производится крепление детали к подвижным опорам.
Размеры и жесткость установленного на дополнительной опоре упругого
. 312
элемента выбираются из условия обеспечения колебания детали с заданной амплитудой.
Пример. Деталь 1 устанавливается и крепится в опорах 2 под приливами 3 и 4 балки 5 с вибратором 8 и шарнирной опорой 6. Под деталью устанавливается дополнительная подвижная опора 9 с пружинным элементом 10.
Перемещение подвижных опор 2 и опоры 9 обеспе-чивают равномерное прилегание детали к приливам 3 и 4 при горизонтальном положении балки, затем включением вибратора производят нагружение детали до напряжений, соизмеримых с расчетными. При обработке некоторых деталей подвижная опора 9 может не использоваться.
Поскольку при обработке детали по указанному способу балки работает
74
как рычаг при динамической нагрузке, а ее приливы поочередно нагружают деталь, она нагружается силой, превышающей силу, развиваемую вибратором.
Кроме того, при установке и.второго прилива 4 изменение возникающих в детали переменных напряжений будет происходить с частотой, в два раза превышающей частоту вынуждающей силы вибратора.
Поэтому при обработке детали из- за увеличения величины возникающих в ней напряжений и количества циклов их изменения в единицу времени будет увеличиваться эффективность стабилизирующей обработки и, следовательно, уменьшено необходимое для виброобработки время.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлических деталей для снятия остаточных напряжений | 1984 |
|
SU1312108A1 |
| Устройство для вибрационного старения металлических изделий | 1988 |
|
SU1629327A1 |
| Установка для снятия остаточных напряжений в литых и сварных деталях | 1980 |
|
SU903700A1 |
| Разгрузочное устройство для стабилизирующей обработки деталей | 1986 |
|
SU1388439A1 |
| Устройство для снижения остаточных напряжений в деталях | 1986 |
|
SU1799918A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254192C1 |
| УСТАНОВКА ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ | 1971 |
|
SU322261A1 |
| Устройство для стабилизирующей обработки деталей | 1984 |
|
SU1268622A1 |
| Способ снятия остаточных напряжений | 1981 |
|
SU1062282A1 |
| Устройство для обработки изделий вибрацией | 1988 |
|
SU1668415A1 |
Редактор В.Данко
Составителе А.Кулемин
Техред А.Кравчук Корректор В.Бутяга
Заказ 7602/28 Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ff 10
| Коцюбинский О.Ю | |||
| Стабилизация размеров чугунных отливок | |||
| М.: Машиностроение, 1974, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
| Писаренко B.C | |||
| Вержбицкая И.И | |||
| Снижение остаточных напряжений вибрационной обработкой | |||
| М.: НИИинформ- тяжмаш, 1972, 10-72-2, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
