Изобретение относится к механической обработке металлов и может быть использовано для обработки таких металлических изделий, как, например, крупные отливки или сварные конструкции для стабилизации их формы и размеров.
Известен способ снижения остаточных напряжений в чугунных отливках, включающий приложение к деталям механических нагрузок, вызывающих напряжения, превышающие на определенную величину остаточные напряжения.
Однако данный способ малопроизводителен и требует для реализации специаль- ных сложных и мощных машин типа прессов.
Известен способ снижения остаточных напряжений в металлических деталях, включающий динамическое воздействие на детали в процессе обработки. Динамический характер нагрузки обеспечивает сравнительное сокращение длительности технологических операций.
Однако этот способ, хотя и позволяет повысить производительность процесса, но не обеспечивает получения высокого качества деталей, так как при его осуществлении затруднена оптимизация технологических параметров вследствие лишь однократного силового воздействия на обрабатываемую деталь.
Наиболее близким к-предложенному является способ снижения остаточных напряжений в металлических деталях, включающий закрепление детали на двух опорах и приложение к средней части детали динамической изгибающей нагрузки. При реализации способа благодаря многократному приложению нагрузки достигается возможность оптимизации технологических параметров.
Однако данный способ характеризуется высокой трудоемкостью, так как требует приложения динамической нагрузки к средней части детали как по направлению сверху вниз, так и по направлению снизу вверх.
Цель изобретения - снижение трудоемкости за счет создания симметричных дополнительных напряжений в детали при ее повторном прогибе в результате удара концами об опоры.
Указанная цель достигается тем, что согласно способу снижения остаточных напряжений в металлических деталях деталь устанавливают на опорах свободно, а приложение динамической нагрузки к средней части детали осуществляют снизу вверх величиной, достаточной для отрыва концов детали от опор и последующего свободного падения детали на опоры.
Кроме того, в предлагаемом способе рекомендуется в качестве варианта реализации технологии приложение динамической нагрузки к средней части детали осуществлять через упругие прокладки, а также устанавливать упругие прокладки между опорами и концами детали. Указанный вариант технологии обеспечивает, кроме снижения трудоемкости, дополнительную
возможность уменьшения вероятности разрушения деталей из материалов малой пластичности и вязкости.
На чертеже показано расположение детали в процессе обработки.
Деталь 1 установлена концами на опоpax 2. К средней части детали подведен рабочий орган 3 в виде бойка пневмоударного инструмента 4. Для возможности регулировки положения пневмоударного инструмента 4 предусмотрена его установка на специальной опоре 5 о помощью винтового соединения, включающего винт 6, гайку 7. Винт снабжен рукояткой 8 для удобства вращения винта. На чертеже показана упругая
прокладка 9, которой может быть снабжен рабочий орган пневмоударного инструмента.
Пример. Чугунную деталь размерами 1200x280x65 мм и массой 150 кг устанавливают на опоры, отстоящие друг от друга на расстоянии 1 м. Удар по центральному участку детали осуществляют бойком ударного механизма снизу вверх. Динамическую нагрузку по величине выбирают достаточной
для отрыва концов детали от опор. При ударе бойком в средней части детали и последующем ударе концами детали по опорам в детали возникают напряжения максимальной величины 2,5 кг/мм2, что обеспечивает
уменьшение остаточных напряжений.
Формула изобретения
1.Способ снижения остаточных напряжений в металлических деталях, включающий установку детали концами на опоры и приложение к средней части детали динамической изгибающей нагрузки, отличающийся тем, что, с целью снижения трудоемкости путем создания симметричных дополнительных напряжений в детали при ее повторном прогибе в результате удара концами об опоры, деталь устанавливают на опорах свободно, а приложение динамической нагрузки к средней части детали осуществляют снизу вверх величиной, достаточной для отрыва концов детали от опор и последующего свободного падения детали на опоры.
2.Способ по п. 1,отличающийся тем, что, с целью расширения технологиче
ских возможностей путем уменьшения ве-ней части детали осуществляют через упруроятности разрушения деталей из материа-. гие прокладки, а также устанавливают упрулов малых пластичности и вязкости,гие прокладки между опорами и концами
приложение динамической нагрузки к сред-детали.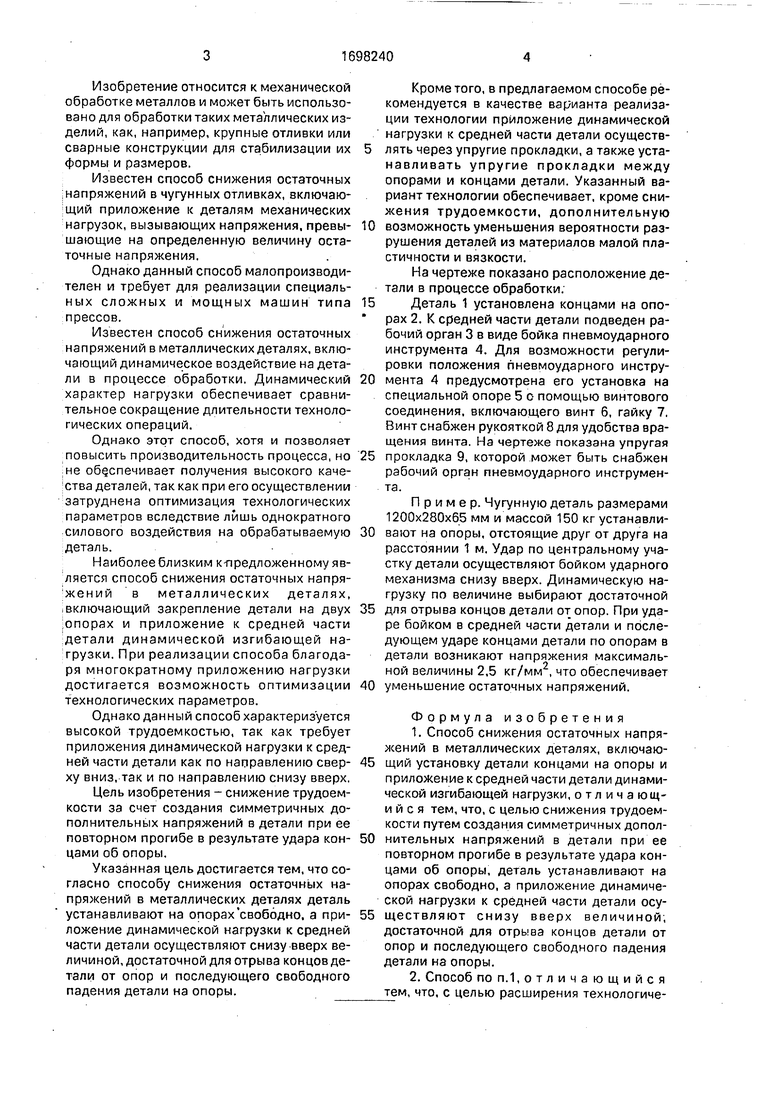
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки вибрацией металлических деталей | 1984 |
|
SU1285017A1 |
| Устройство для снижения остаточных напряжений в деталях | 1986 |
|
SU1799918A1 |
| Способ обработки металлических деталей для снятия остаточных напряжений | 1984 |
|
SU1312108A1 |
| Устройство для стабилизирующей обработки деталей | 1984 |
|
SU1268622A1 |
| Формовочная машина | 1987 |
|
SU1503980A1 |
| Установка для снятия остаточных напряжений в литых и сварных деталях | 1984 |
|
SU1185078A2 |
| Формовочная машина | 1987 |
|
SU1503979A1 |
| Устройство для снижения остаточных напряжений в детали | 1984 |
|
SU1215100A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2038894C1 |
| Установка для снижения остаточных напряжений в деталях | 1986 |
|
SU1740138A1 |
Изобретение относится к механической обработке металлов и может быть использовано для обработки металлических изделий, например крупных отливок или сварных конструкций, для стабилизации их формы и размеров. Цель изобретения - снижение трудоемкости за счет создания симметричных дополнительных напряжений в детали при ее повторном прогибе в результате удара концами об опоры. Указанная цель достигается тем, что деталь 1 концами устанавливают на опоры 2 и прикладывают к средней части детали динамическую нагрузку по направлению снизу вверх. Величина нагрузки должна быть достаточна для отрыва концов детали от опор. При последующем падении на опоры деталь испытывает импульсную изгибную нагрузку обратного знака. Нагрузку прикладывают через прокладки 9 между деталью 1 и рабочим органом 3 ударного инструмента 4, а также между деталью и опорами. 1 з.п.ф-лы, 1 ил. / / Os ю со ю N О
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ ЧУГУННЫХ ОТЛИВОК | 1972 |
|
SU428011A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ стабилизации формы и размеровМЕТАлличЕСКиХ издЕлий | 1979 |
|
SU812837A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| 1972 |
|
SU430357A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
