Изобретение относится к снятию остаточных напряжений в металлоизделиях вибрационной обработкой и может быть использовано в случаях, когда необходимо уменьшить остаточные напряжения, например, после сварки, литья, термической обработки.
Целью изобретения является увеличение производительности и эффективности процесса.
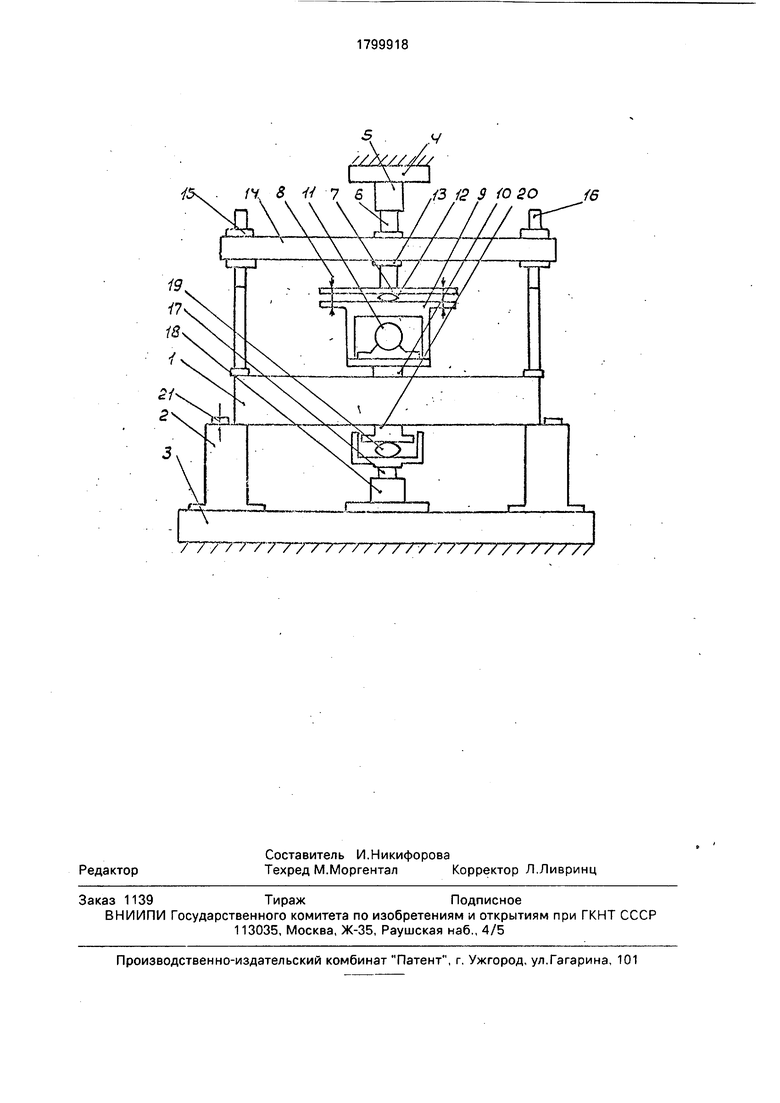
На чертеже изображен общий вид устройства для снижения остаточных напряжений.
Деталь 1 установлена на крайних опорах 2, закрепленных на плите 3, с которой (или с общей с ней фундаментом) скреплен корпус 4 (являясь, например, верхней частью портала)установки, на котором, в свою очередь, закреплен гидроцилиндр (силовой нагружающий механизм) 5 со штоком 6, к фланцу 7 которого на стержнях 8 подвешен виброкорпус 9 с опорной площадкой 10 и скрепленным с ними вибратором 11. Между фланцем 7 и виброкорпусом 9 смонтирован упругий элемент 12. Нагружающий шток 6 через крепежные элементы 13 связан с балкой 14. которая через крепежные элементы
XI
О О Ю
00
15 связана с прижимами 16, имеющими возможность после нагружения упругого элемента 12 соприкасаться с деталью по вертикали, проходящей через крайние опоры. На плите 3 установлена средняя опора 17 в обойме 18 с помощью резьбового соединения и фиксаторов (не показаны). Ее уровень может регулироваться. На средней опоре 17 установлен упругий элемент 19 с возможностью соприкасаться с деталью через нижний упор 20.
На крайних опорах 2 устанавливаются ограничители 21 положения детали 1 или крепления (не показаны) для крепления детали к крайним опорам.
Высота установки крепежных элементов 13,15 может регулироваться, например, с помощью резьбового соединения и фиксаторов (не показаны). Упругие элементы могут быть, например, тарельчатого типа.
В балке 14 могут быть предусмотрены места установки нескольких дополнительных прижимов и опор или их монтаж для обработки различных деталей с минимальной переналадкой или без переналадки.
Устройство работает следующим образом,
Деталь 1 устанавливается над крайними опорами 2, опираясь на выступающий нижний упор 20.
С помощью гидроцилиндра 5 через шток 6, фланец 7 и стержни 8 виброкорпус 9 опускается до соприкосновения его опорной площадки 10 с деталью 1, а через балку 14 происходит одновременное перемеще0
5
0
5
0
5
ние вниз прижимов 16. При дальнейшем перемещении вниз и нагружении детали штоком 6 прижимы 16 упираются в деталь, которая опускается на крайние опоры 2. Нижний упор 20 опускается ниже, деформируя упругий элемент 19, а фланец 7 при этом в большей степени деформирует упругий элемент 12. Сила нагружения силового гидроцилиндра 5 должна превышать среднюю за полупериод силу вибратора.
Для предотвращения наклепа между деталью, опорной площадкой 10 и упором 20 желательно поместить эластичные прокладки, например, из листовой резины.
Для предотвращения значительного снижения амплитуды колебаний под влиянием прижимных усилий гидроцилиндра жесткость упругих элементов 12,19 должна быть в 2-3 раза меньше жесткости детали.
Формула изобретения
Устройство для снижения остаточных напряжений в деталях, содержащее две крайние опоры для установки детали и вибратор, отличающееся тем, что, с целью увеличения производительности и эффективности процесса, оно дополнительно снабжено силовым нагружающим механизмом, регулируемой по высоте средней опорой с упругим элементом и прижимами, при этом силовой нагружающий механизм выполнен со штоком, передающим усилие на вибратор через упругий элемент, а прижимы установлены над крайними опорами и жестко связаны со штоком силового нагружающего механизма.
/ / / / / У / / У / / / / / / / /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизирующей обработки деталей | 1984 |
|
SU1268622A1 |
| Устройство для обработки вибрацией металлических деталей | 1984 |
|
SU1285017A1 |
| Установка для снятия остаточных напряжений в литых и сварных деталях | 1984 |
|
SU1185078A2 |
| Способ обработки металлических деталей для снятия остаточных напряжений | 1984 |
|
SU1312108A1 |
| Установка для снятия остаточных напряжений в литых и сварных деталях | 1980 |
|
SU903700A1 |
| Разгрузочное устройство для стабилизирующей обработки деталей | 1986 |
|
SU1388439A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| Способ снижения остаточных напряжений в металлических деталях | 1986 |
|
SU1698240A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ ДЕТАЛИ СО СКВОЗНЫМ ОТВЕРСТИЕМ В СРЕДНЕЙ ЧАСТИ | 1991 |
|
RU2013761C1 |
| Стена для испытания буксовых узлов и элементов их соединения с рамой тележки железнодорожного подвижного состава | 1983 |
|
SU1211622A1 |
Изобретение относится к снятию остаточных напряжений в металлоизделиях вибрационной обработкой и может быть использовано в случаях, когда необходимо уменьшить остаточные напряжения, например после сварки, литья, термической обработки. Цель изобретения - увеличение производительности и эффект-ивности процесса. Сущность изобретения заключается в том, что устройство для снижения остаточных напряжений в деталях содержит две крайние опоры, на которые устанавливается деталь, вибратор, силовой нагружающий механизм с передающим усилие штоком и упругий элемент, расположенный между штоком нагружающего механизма и вибратором. Кроме того, устройство может допол- нительно содержать регулируемую по высоте среднюю опору с упругим элементом, а также прижимы, связанные со штоком силового механизма и установленные над опорами. 1 ил. Ё
| Способ снятия внутренних напряжений в металлических деталях | 1975 |
|
SU559970A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Коцюбинский О.Ю | |||
| Стабилизация размеров чугунных отливок | |||
| М.: Машиностроение, 1974, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
