1
Изобретение относится к станкостроению и может быть использовано в устройствах для обработки не- круглых профилей.
Целью изобретения является повышение производительности при обработке прерьгоистых поверхностей путем исключения зависимости машинного времени от нормативной скорости резания.
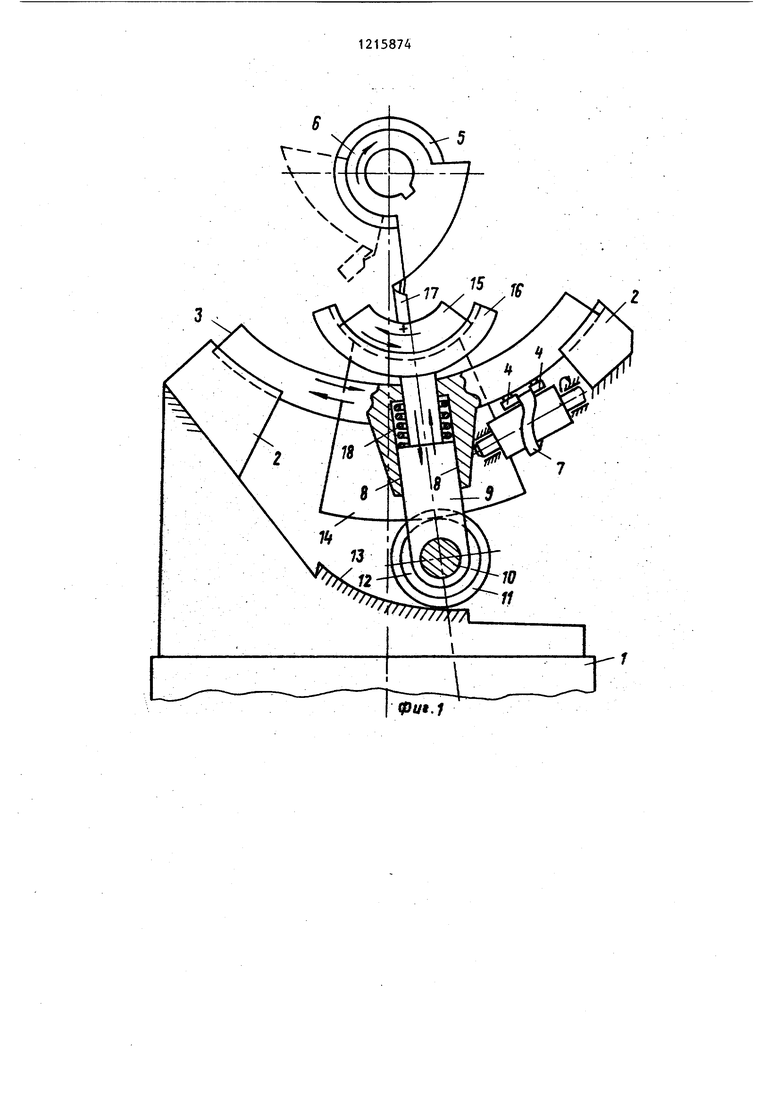
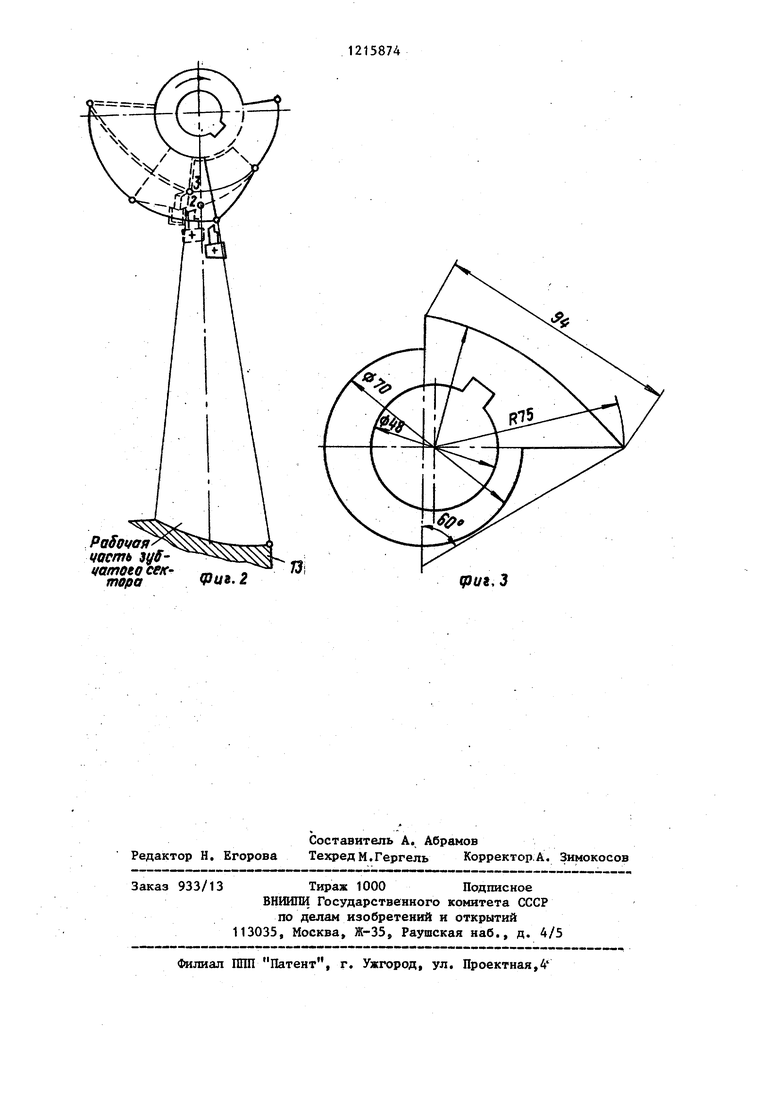
, На фиг.1 приведена схема уст- Ь ОЙства { на фиг. 2 - промежуточные положения и траектории движения инструмента; на фиг.З - обрабатываемая деталь.
На продольном суппорте 1 станка жестко закреплены выступы с пазами 2, которые являются круговыми направляницими с центром, совпадающим с осью вращения пшинделя с обрабатываемой деталью, в которых находится качающаяся люлька 3, имеющая ролики 4, контактирзтощие с кинематически жестко связанным со шпинделем 5 станка и деталью 6 профилированньм кулачком 7. В направляющих 8 люльки 3 размещен ползун 9, на нижнем конце которого на оси 10 установлены жестко скрепленные между собой шестерни 11 и 12, хЧрк этом шестерня 11 взаимодействует с жестко закрепленным на продольном суппорте 1 зубчатым сектором 13, а шестерня 12 взаимодействует с зубчачъм сектором 14 резцовой каретки 15, которая может качаться в круговых направляющих 16. Последние представляют собой часть окружности с центре, совпадающим с вершиной инструмента 17, закрепленного в каретке 15, размещенной на верхнем торце полззгна 9, на средней части которого помещена пружина 18, упирающаяся одним концом в ползун, а другим - в качающуюся люльку 3 и обеспечивающая постоянный контакт шестерни 11с зубчатым сектором 13.
12158742
Устройство работает следуюпщм образом.
10
15
20
25
30
35
40
45
При включении шпиндель 5 станк и деталь 6 вращаются, продольный суппорт 1 перемещается в продольн направлении, люлька 3 посредством кулачковой пары получает согласованное с вращением детали 6 кача- тельное движение, в результате че го ползун 9 за счет- обкатывания шестерни 11 по неподвижному зубча тому сектору 13 получает радиальн перемещение, а резцовая каретка 1 вместе с режущим инструментом 17 посредством зубчатой пары 12 и 14 получает качательное движение.
I .
При этом в начале резания выст па детали 6 режущий инструмент 17 занимает положение, указанное на фиг.1. Кулачок 7 спрофилирован та ким образом, что в процессе резания режущий инструмент 17 сопровождает деталь 6 с такой переменн скоростью, при которой скорость р занич будет постоянной, равной но мативной, а во время прохождения .впадин мимо режущего инструмента люлька 3 и резцовая каретка 15 вместе с режущим инструментом 17 возвращаются в исходное положение Неподвижный зубчатый сектор 13 продольного суппорта 1 спрофилиро ван так, что во время резания пол зун 9 получает такое радиальное перемещение, что вершина режун1его инструмента 17 находится от центр детали 6 на величину радиуса обработки выступа, чем обеспечивается получение заданного профиля детали 6 (фиг.2). Наггачие на резц вой каретке 15 зубчатого сектора 14, получающего движение от шесте ни 12, обеспечивает во время реза ния поворот режущего инструмента относительно его вершины и постоя ство углов резания.
5
0
5
0
5
0
5
При включении шпиндель 5 станка и деталь 6 вращаются, продольный суппорт 1 перемещается в продольном направлении, люлька 3 посредством кулачковой пары получает согласованное с вращением детали 6 кача- тельное движение, в результате чего ползун 9 за счет- обкатывания шестерни 11 по неподвижному зубчатому сектору 13 получает радиальное перемещение, а резцовая каретка 15 вместе с режущим инструментом 17 посредством зубчатой пары 12 и 14 получает качательное движение.
I .
При этом в начале резания выступа детали 6 режущий инструмент 17 занимает положение, указанное на фиг.1. Кулачок 7 спрофилирован таким образом, что в процессе резания режущий инструмент 17 сопровождает деталь 6 с такой переменной скоростью, при которой скорость ре- занич будет постоянной, равной нормативной, а во время прохождения .впадин мимо режущего инструмента 17 люлька 3 и резцовая каретка 15 вместе с режущим инструментом 17 возвращаются в исходное положение. Неподвижный зубчатый сектор 13 продольного суппорта 1 спрофилирован так, что во время резания ползун 9 получает такое радиальное перемещение, что вершина режун1его инструмента 17 находится от центра детали 6 на величину радиуса обработки выступа, чем обеспечивается получение заданного профиля детали 6 (фиг.2). Наггачие на резцовой каретке 15 зубчатого сектора 14, получающего движение от шестерни 12, обеспечивает во время резания поворот режущего инструмента 17 относительно его вершины и постоян- ство углов резания.
Ui.l
Рабочая VQcmb 3yff- wmoto сектора
ipui,3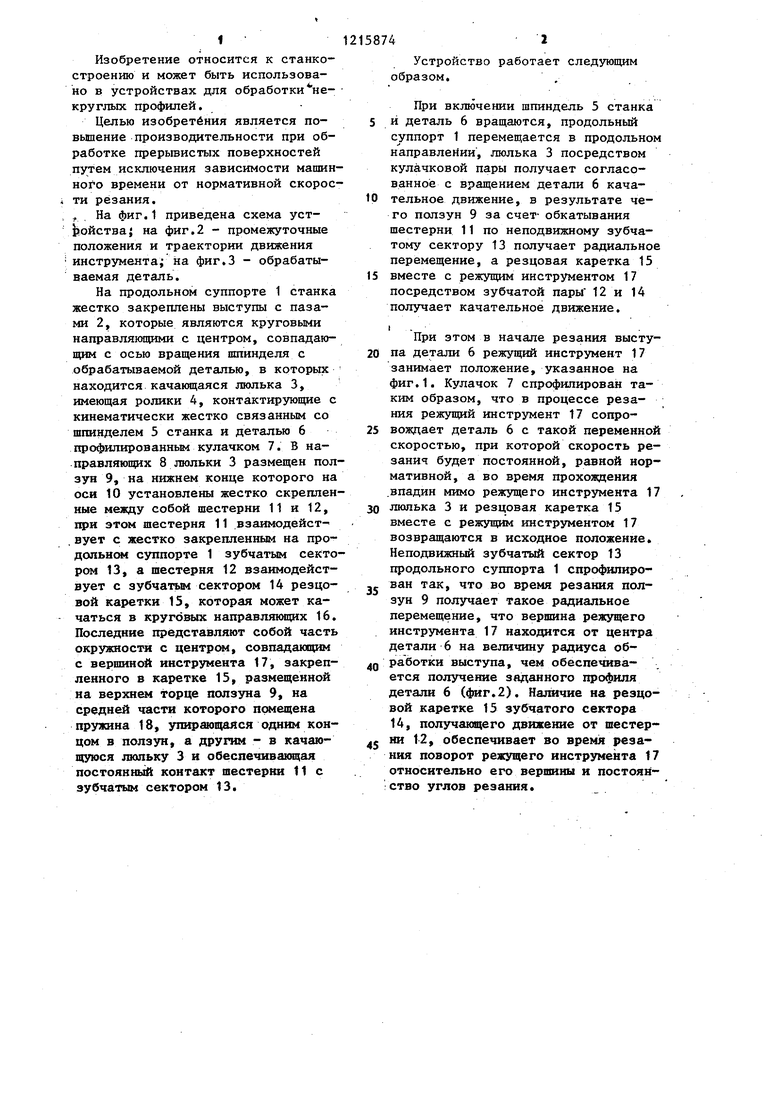
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИПРОФИЛЯ | 1969 |
|
SU241197A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2253545C1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Многошпиндельный токарный станок | 1984 |
|
SU1202719A1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |

Редактор Н. Егорова Заказ 933/13
Составитель А. Абрамов
Техред М.Гергель Корректор А. Зимокосов
Тираж 1000 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г, Ужгород, ул. Проектная,4
| Ачеркан Н.С | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.: Машгнз, 1958, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
