Известны устройства для обработки некруглых поверхностей, в частности овальных, с применением копира, содержащие резцовую головку с роликом.
Описываемое ycTpoiicTBO отличается от извест)1ых тем, что, с целью обеспечения постоянства углов резания в процессе обточки н повышения стойкости ро/кущего инструмента, резцовая головка выполнена качающейся и снабжена вторым роликом. Ролики смещены относительно друг друга но высоте вдоль вертикальной оси шпинделя п опираются на беговые дорожки копира, имеющие прямолинейные участки, смещенные, как и ролики, относительно друг друга.
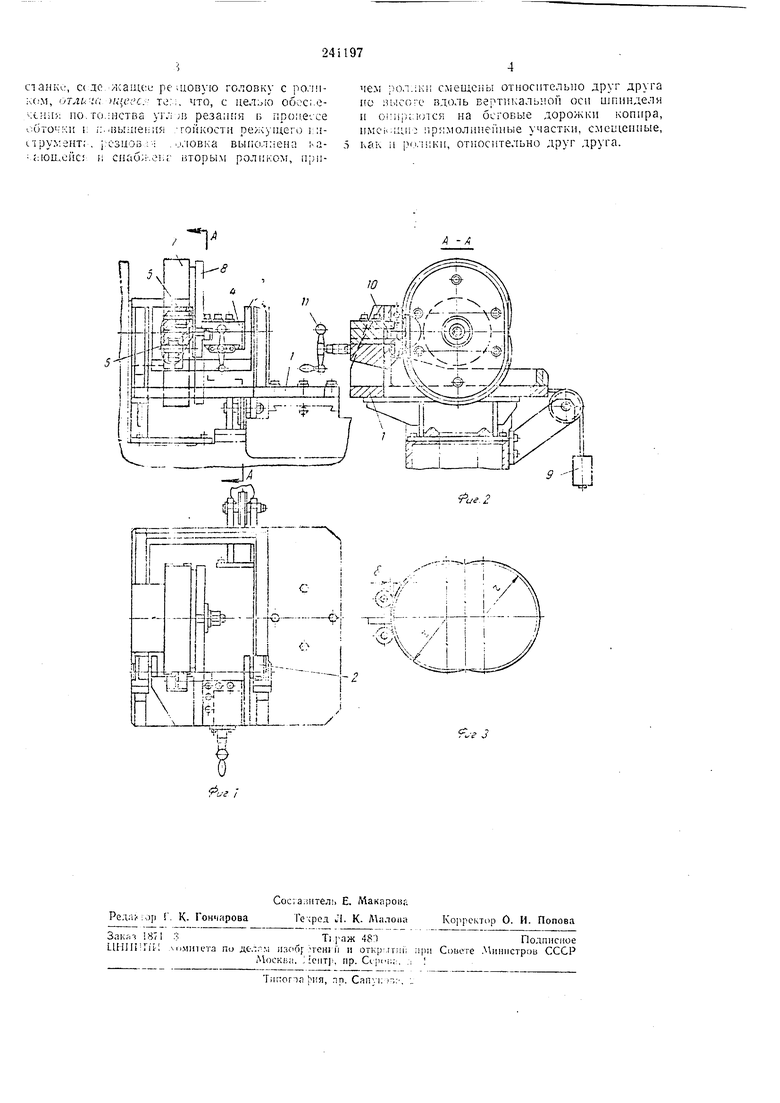
На фиг. I изображено предлагаемое приспособление в двух проекциях; на фиг. 2 - разрез по Л-.-4 на фиг. ; на фиг. 3 -контуры детали и копира с роликами и резцом в рабочем положении.
На нлите / иа Н1арни 1ных опорах 2 расположена люлька 3 с резцово головкой / и смещенными вдоль оси щпинделя сганка роликами 5 и 6. 1 орроктироваг1ный копир 7 с обрабатываемой деталью S установлен на шпиндель станка. Через груз 9 ролики 5 и находятся в контакте с копиром 7. В головке -/ размеи1еп резец 10 с таким расчетом, чтобы его режущая кромка находилась точно посередине роликов 5 и О (см. фиг. 3). Для того, чтобы резец 10 точно воспроизвел раднус дета.ти5, режущая кромка резца должна в процессе резания 11аходиться на уровне линии, соединяющей точки касания роликов на копире,
вследствие чего радиус копира должен быть больше радиуса детали на величину и.
Копир 7 вынолнен таким образом, что ролики 5 и 6 одновременно иереходят с прямого участка на кривой и с кривого на прямой.
Работает устройство следующим образом.
Приспособление устанавливают на поиерочном суппорте токарного станка со снято; резцовой головкой н ходовым винтом. Коиир 7 с закрепленной деталью 8 получает вращение
от шпинделя станка. Вращаясь, копир 7 приводит в возвратно-постуги1тельное двнженг|0 плиту / с качающейся люлькой J, на которой расиоложег1Ы ролики о н 6. постоянно находящиеся в контакте с копиром 7 благодаря натяжению груза 9.
Подача резца 10 на врезание осуществляется MaxoBiiKOM 11. а продо.тьная подача резпа- кареткой станка. Благодаря этому резец 10, закреп.тенньп в го.товке -t. на любом
участке резания нмеет посгоянное положение к обрабатываемой поверхности.
Предмет изобретения сланке, С( лежащее решовую головку с полпк(;.м, oTAU-:ii ицсес.- те;;, что, с целью oocci.eчси;ь; по.то,:нства yr.-i л; резаппя в проие-.се -х.)точк1 : r-iibiiiiei:ия то/пазсти ре/.чущего i::i(.грууент; , ;:СЗЦОБ;; . оловка выпол:{ена ьа ;;1ои.,ейс; и снаб;:.еь;; вторым роликом, п ) ;.ол.1К1 относительно друг друга но ;гысо;-е вдоль вертикальр.ои осп шпиндели и 01:п;)е:ился на беговые дорожки копира, И|Ме: ;М.по пр:1молиие1 |ные участки, смещепиые. кглч к .}.к, относительно друг друга
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к токарному станку для расточки кольцевых канавок переменного профиля на цилиндрических изделиях | 1947 |
|
SU70967A1 |
| Резец | 1983 |
|
SU1115856A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| Расточная головка | 1985 |
|
SU1328076A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Устройство для обработки некруглых профилей | 1984 |
|
SU1215874A1 |
| Чистовая двусторонняя зуборезная головка для обработки гипоидных и конических шестерен | 1980 |
|
SU904928A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |