и- 1-
д б
Изобретение откосится к станкестроен51ю.
Целью изобретения является упрощение конструкции многошпиндельного токарного станка при одновременном
снижении уровня шума его работы путе исключения загрузочного устройстваj поворачивающегося вместе со шпиндельным барабаном.
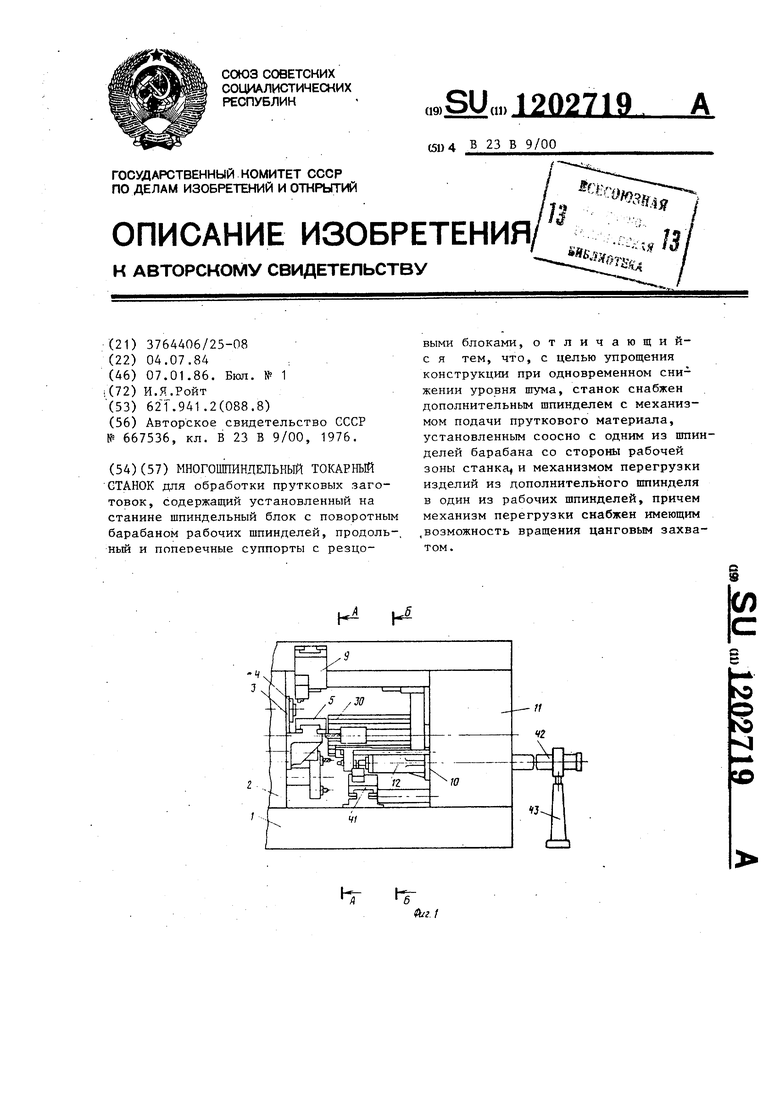
На фиг. 1 изображен станок, вид - спереди; на фиг. 2 - разрез А-А на
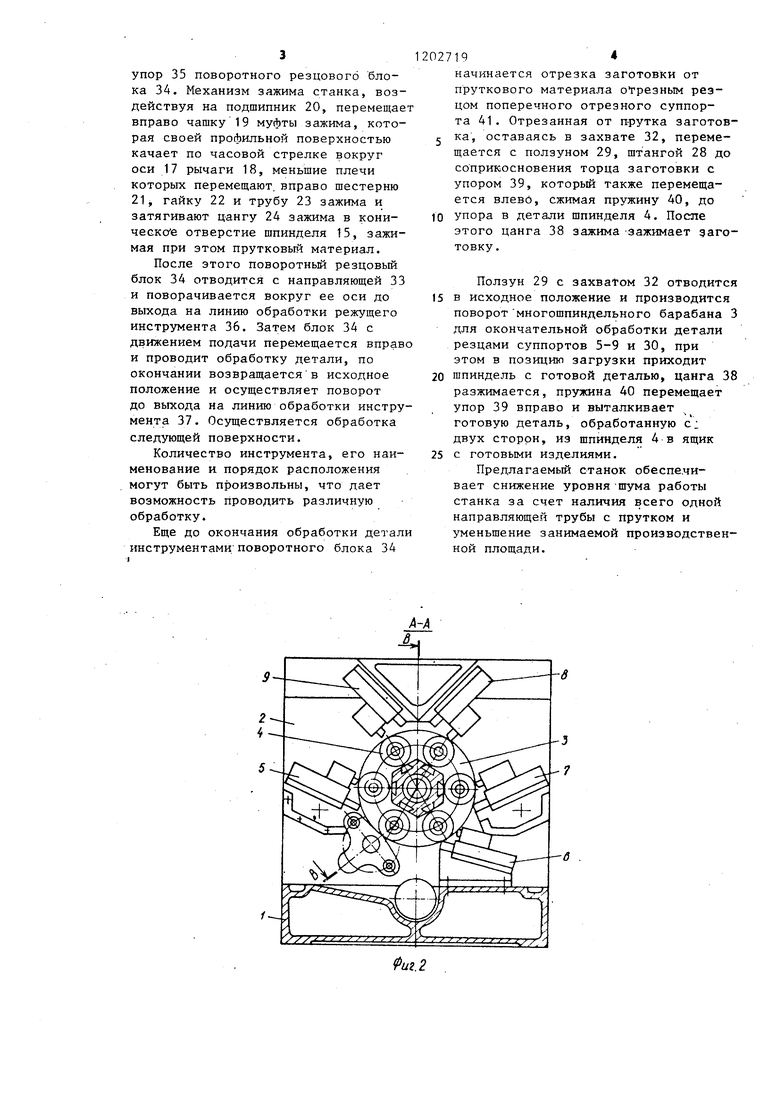
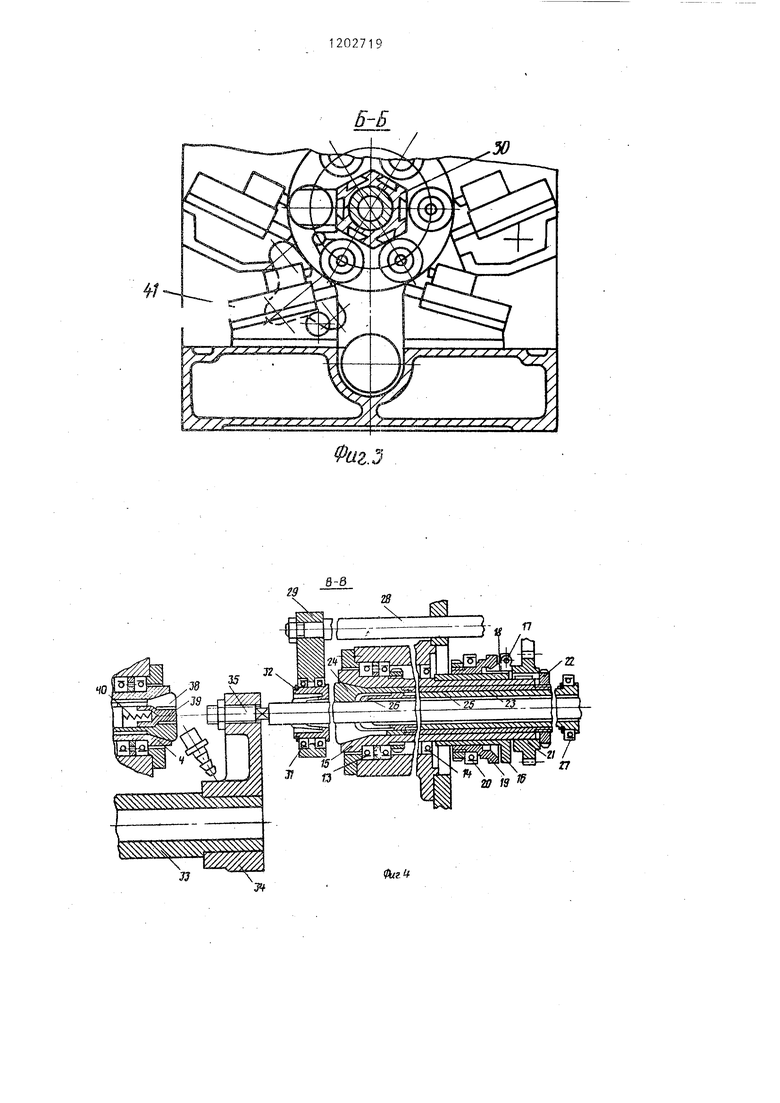
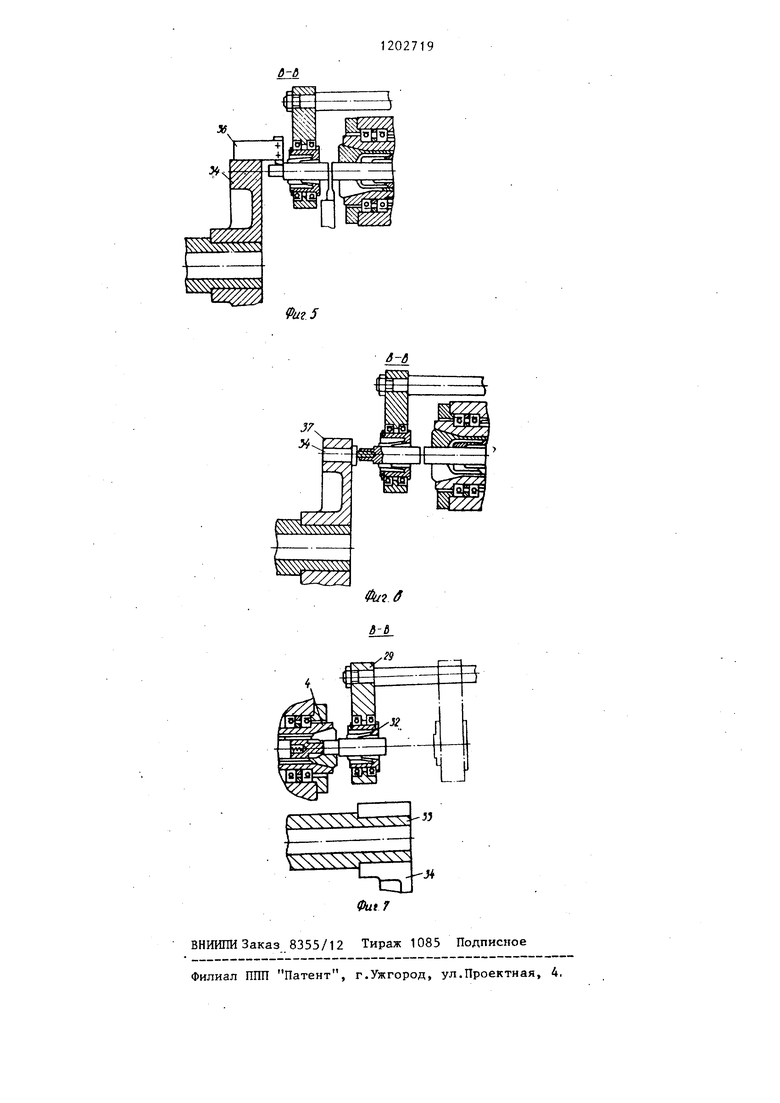
.Фиг, 1j на фиг. 3 - разрез Б-Б на фиг, 1| на фиг. 4 - разрез В-В на фиг. 2 (при подаче прутка до утыкани в упор поворотного многорезцового блока); на фиг. 5 и 6 - то же, при обработке обратной стороны детали инстр ментами поворотного многорезцового блока; на фиг. 7 - то же, при передаче детали в основной шпиндель.
Станок содержит станину , на которой неподвижно установлен шпин- ;дельный блок 2, в котором размещаетс имеющий возможность периодического поворота в расточке корпуса шпиндельного, блока многошпиндельньг барабан с расположенными на одной окружности рабочими шпинделями 4. Каждый из шпинделей 4 обслуживается суппортами 5-9, имеющими возможность поступательного перемещения. На поперечных суппортах жестко закреплен режущий инструмент.
На торце 10 коробки 11 передач неподвижно установлен корпус 12, в котором в опорах 13 и 14 качения поворотно установлен дополнительный шпиндель 15, располагающийся соосно , с одним из рабочих шпинделей 4. На шпинделе 15 неподвижно закреплен корпус 16 муфты зажима в прорезях ... которого поворотно на осях 17 расположены рачаги 18, большим плечом взаимодействующие с профильной поверхностью чашки 19 муфты зажима, имеющей возможность возвратно-поступательного движения. Подшипник 20, внутреннее кольцо которого закреплено на чашке 19 муфты зажима, кинематически связан с механизмом зажима (не показано) станка. Малые плечи рычагов 18 взаимодействуют с шестерней 21, установленной aкcиaль - но-подвижно на шпинделе 15.
Приводная шестерня 21.кинематически связана с приводом вращения станка (не показан) и упирается в гайку 22, зафиксированную на
О
15
20
25
2027192
трубы 23 зажима, в которую ввернута цанга 24 зажима, вза имодействующая с коническим отверстием в шпинделе 15. В отверстии трубы 23 зажима расположена с возможностью возвратно- поступательного перемещения труба. 25 подачи с цангой 26 подачи. Подшипник 27, закрепленный на трубе 23 зажима,, кинематически связан с меха:- низмом подачи станка. Штанга 28 жестко связана с ползуном 29, расположенным в направляющих типа ласточкина хвоста на продольном суппорте станка 30 с возможностью аксиального перемещения.
В расточке ползуна 29 на подшипниках 31 качения свободно-поворотно установлен цанговый захв.ат 32, располагающийся соосно с дополнительным шпинделем 15. Штанга 28 кинематически связана с механизмом возвратно-поступательного перемещения .
Параллельно оси шпиндельного барабана 3 с возможностью поворота и аксиального движения подачи расположена круглая направляющая 33, связанная с механизмами поворота и подачи .
На консольной части направляющей 33 жестко закреплен поворотньй многорезцовый блок 34 с закрепленными в нем упором 35 и режущими инструментами 36 и 37. В конических отверстиях шпинделей 4 расположены цанги 38 зажима, внутри которых с возможностью аксиального перемещения установлены упоры 39, подпружиненные пружинами 40.
На станине 1 для отрезки пруткового материала, расположенного в дополнительном шпинделе 15, установ- лен отрезной суппорт 41, имеющий возможность поперечного возвратно- поступательного перемещения. Прутковый материал располагается в неподвижной направляющей трубе 42, установленной соосно с дополнительным шпинделем 15 на кронштейне 43.
Станок работает следующим образом.
Прутковый материал заправляется в единственную направляющую трубу 42 и захватывается цангой 26 подачи, которая, перемещаясь влево совместно с трубой 25 подачи от механизма подачи станка, воздействующего на подшипник 27, подает прутковый материал сквозь захват 32 до упора в
30
35
40
45
50
55
3
упор 35 поворотного резцового блока 34. Механизм зажима станка, воздействуя на подшипник 20, перемещае вправо чашку 19 муфты зажима, которая своей профильной поверхностью качает по часовой стрелке вокруг оси 17 рычаги 18, меньшие плечи которых перемещают, вправо шестерню 21, гайку 22 и трубу 23 зажима и затягивают цангу 24 зажима в кони- ческо е отверстие шпинделя 15, зажимая при этом прутковый материал.
После этого поворотный резцовый блок 34 отводится с направляющей 33 и поворачивается вокруг ее оси до выхода на линию обработки режущего инструмента 36. Затем блок 34 с движением подачи перемещается вправ и проводит обработку детали, по окончании возвращается в исходное положение и осуществляет поворот до выхода на линию обработки инструмента 37. Осуществляется обработка следующей поверхности.
Количество инструмента его наименование и порядок расположения могут быть произвольны, что дает возможность проводить различную обработку.
Еще до окончания обработки детал инструментами; поворотного блока 34
02719
начинается отрезка заготовки от пруткового материала оТрезным резцом поперечного отрезного суппорта 41 . Отрезанная от п-рутка заготов- г ка, оставаясь в захвате 32, перемещается с ползуном 29, штангой 28 до соприкосновения торца заготовки с упором 39, который также перемещается влевб, сжимая пружину 40, до 10 упора в детали шпинделя 4. После
этого цанга 38 зажима зажимает даго- товку.
Ползун 29 с захватом 32 отводится 15 в исходное положение и производится поворот многошпиндельного барабана 3 для окончательной обработки детали резцами суппортов 5-9 и 30, при этом в позицию загрузки приходит 20 шпиндель с готовой деталью, цанга 38 разжимается, пружина 40 перемещает упор 39 вправо и выталкивает готовую деталь, обработанную с: двух сторон, из щпинделя 4 в ящик 25 с готовыми изделиями.
Предлагаемый станок обеспечивает снижение уровня пгума работы станка за счет наличия всего одной направляющей трубы с прутком и уменьшение занимаемой производственной площади.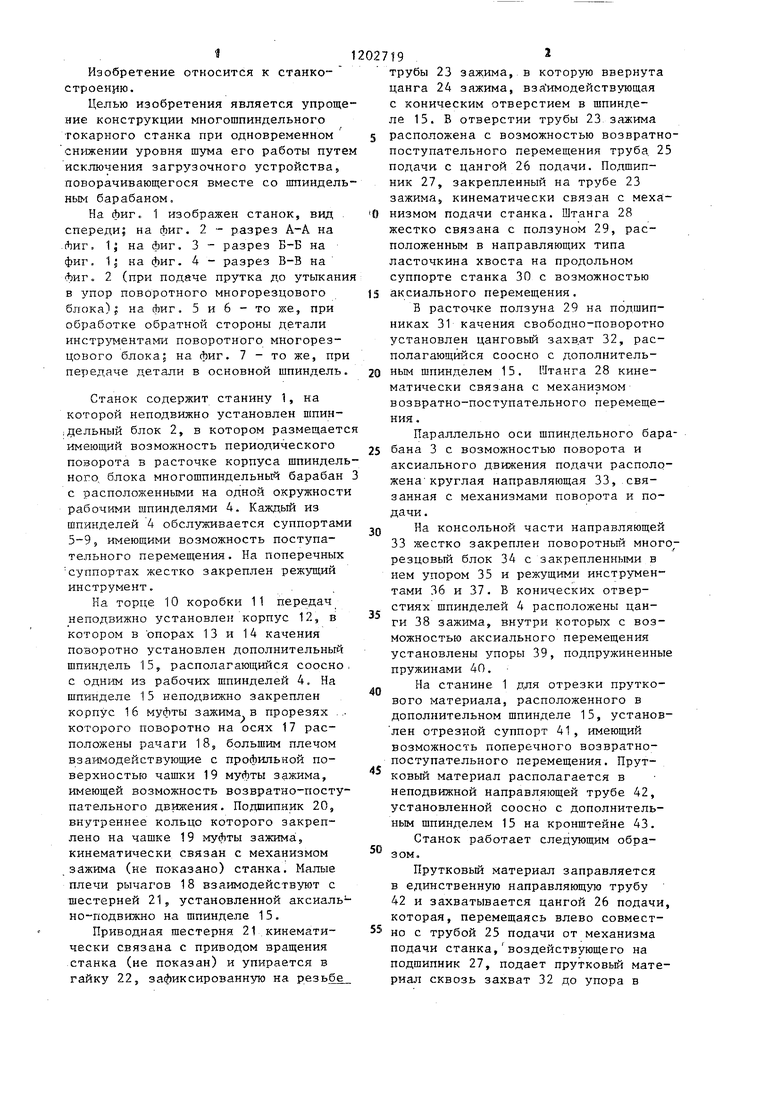
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Станок-автомат для обработки заготовок из круглого проката | 1981 |
|
SU975213A1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Многошпиндельный токарный автомат | 1974 |
|
SU567554A1 |
| Многошпиндельный токарный автомат | 1988 |
|
SU1641511A1 |
| Токарный многошпиндельный прутковый автомат | 1983 |
|
SU1138250A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
50
a-s
Г7
22
Л
т т
5
X
%
ч
J
ВНИИПИ Заказ 8355/12 Тираж 1085 Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, 4,
| Способ очистки углеводородов с с от примесей мешающих полимеризации | 1976 |
|
SU667536A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
