2. Устройство для управления движением сварочного электрода относительно стыка, содержащее сварочный электрод, привод его продольного и поперечного перемещений, привод колебаний сварочного электрода, отличающееся тем, что, с целью повышения качества сварки путем поддержания постоянным расстояния между электродом и кромками стыка в фазах максимального отклонения электрода, оно дополнительно содержит датчик углового положения электрода.
1
Изобретение относится к автоматизации процессов сварки и может быть использовано при сварке неплавящимся колеблющимся электродом в инертном газе, преимущественно конструкций с узкой разделкой кромок.
Цель изобретения - улучщение качества сварных щвов путем поддержания постоянным расстояния между электродом и кромками стыка в фазах максимального отклонения электрода.
Поставленная цель достигается тем, что согласно способу управления движением сварочного электрода относительно стыка, при котором сварочный электрод колеблют в зазоре между свариваемыми кромками, и сигнал на реверсе привода колебания формируется по напряжению между электродами и изделием, измеряют смещение центра колебания электрода и по его величине и направлению формируют управляющий сигнал на привод перемещения электрода.
В устройстве реверс привода колебания электрода производится по напряжению между сварочным электродом и свариваемыми кромками, а управляющий приводами продольного и поперечного перемещений сварочного электрода сигнал формируется посредством синусно-косинусного вращающегося трансформатора (СКВТ) по сигналу датчика углового положения электрода. При этом напряжение на сварочном электроде в крайних точках его колебания постоянно и определяется блоком формирования сигнала реверса привода колебания сварочного электрода.
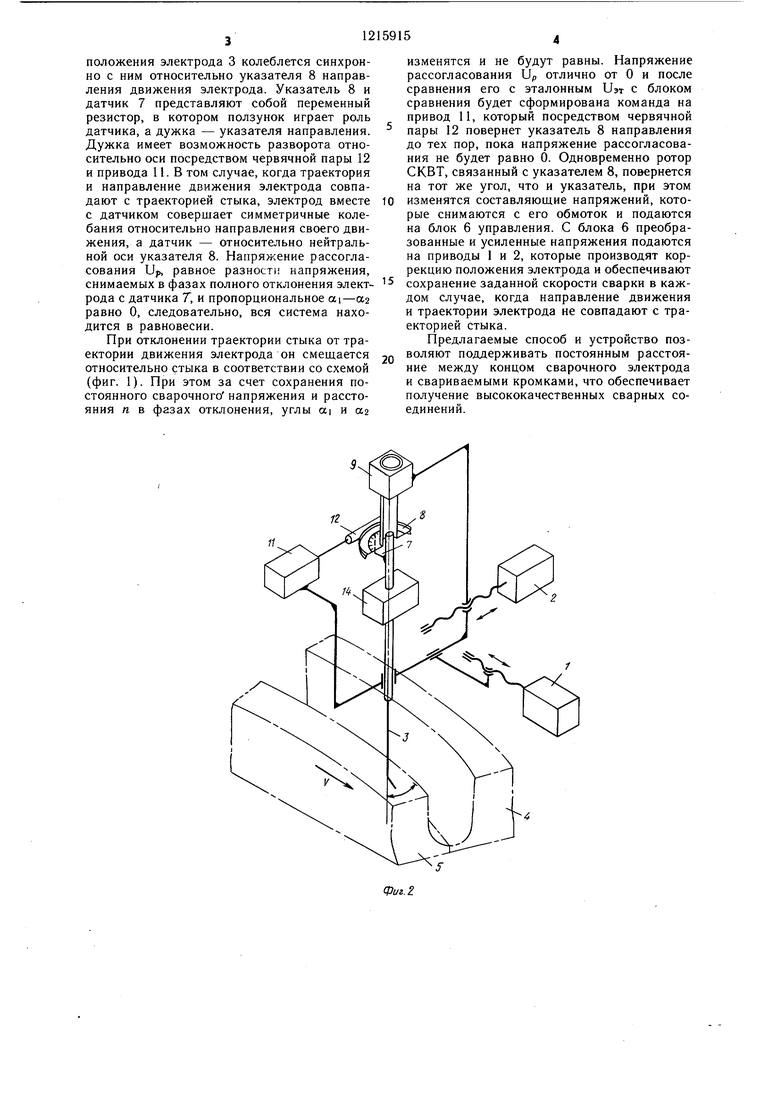
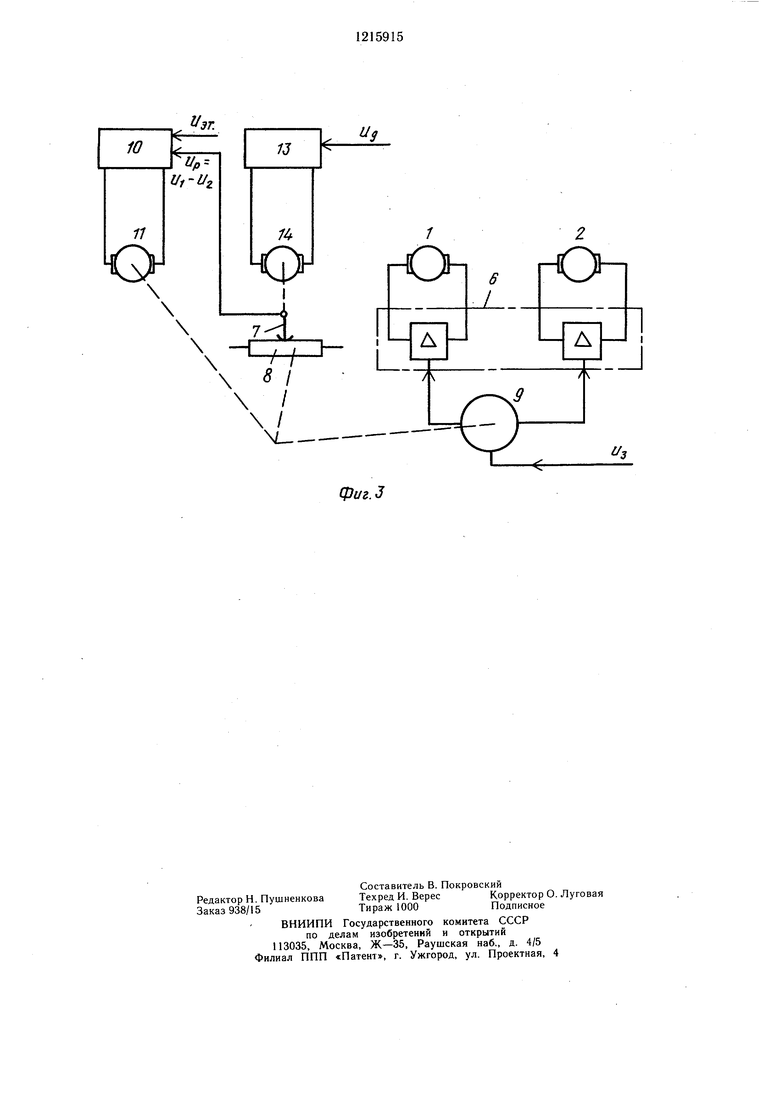
На фиг. 1 показана схема перемещений электрода и свариваемый стык; на фиг. 2 - схема устройства, реализующего способ; на фиг. 3 - функциональная схема взаимодействия элементов устройства.
Способ управления движением сварочного электрода относительно стыка заключается в том, что конец электрода колеблется между свариваемыми кромками с условием, что напряжение между ним и кромками в фазах полного отклонения задано и постоянуказатель траектории движения, привод разворота указателя, синусно-косинусный вращающийся трансформатор и блок формирования сигнала реверса, при этом указатель траектории движения кинематически связан с ротором синусно-косинусного вращающегося трансформатора, выходы которого подключены к приводам продольного и поперечного перемещений сварочного электрода.
но, что соответствует равенству расстояний между концом электрода и кромками стыка в крайних точках отклонения. Колебания конца электрода обеспечиваются независимым приводом. При этом, если направление движения сварочного электрода и траектории стыка совпадают, то углы поворота электрода в крайних точках колебания будут равны. При рассогласовании направления перемещения сварочного электрода и тра0 ектории стыка появляется разность углов поворота в крайних точках колебания электрода. Сигнал разности воздействует на перераспределение скоростей приводов продольного и поперечного перемещения сварочного электрода, обеспечивая компенсацию смеще5 ния сварочного электрода относительно стыка и формирование необходимого соотношения скоростей приводов его перемещения. Устройство для осуществления способа управления движением сварочного электрода относительно стыка состоит из приводов 1 и 2 соответственно продольного и поперечного перемещений, электрода 3 относительно свариваемых кромок 4 и 5, блока 6 управления приводами 1 и 2 перемещений, датчика 7 углового положения электрода с указате5 лем 8 направления движения электрода 3, который, в свою очередь, связан с СКВТ 9, схемы 10 сравнения с приводом 11 разворота указателя 8 посредством червячной пары 12, блока 13 формирования сигнала реверса с приводом 14 колебания.
0 Устройство работает следующим образом. НеплаБящийся сварочный электрод 3 помещен между свариваемыми кромками 4 и 5. Изогнутый конец электрода совершает колебания по дуге окружности между сва- ркваемыми кромками посредством привода
14 колебаний. Привод 14 управляется блоком 13 формирования сигнала реверса, обеспечивающим стабилизацию напряжения на. дуге в фазах полного отклонения электрода 3. Электрод 3 перемещается вдоль стыка
Q посредством привода 1 продольного перемещения в направлении V. Датчик 7 углового
положения электрода 3 колеблется синхронно с ним относительно указателя 8 направления движения электрода. Указатель 8 и датчик 7 представляют собой переменный резистор, в котором ползунок играет роль датчика, а дужка - указателя направления. Дужка имеет возможность разворота относительно оси посредством червячной пары 12 и привода 11. В том случае, когда траектория и направление движения электрода совпадают с траекторией стыка, электрод вместе с датчиком coBepujaeT симметричные колебания относительно направления своего движения, а датчик - относительно нейтральной оси указателя 8. Напряжение рассогласования Up, равное разности напряжения, снимаемых в фазах полного отклонения электрода с датчика 7, и пропорциональное ai-аз равно О, следовательно, вся система находится в равновесии.
При отклонении траектории стыка от траектории движения электрода он смещается относительно стыка в соответствии со схемой (фиг. 1). При этом за счет сохранения постоянного сварочного напряжения и расстояния п в фазах отклонения, углы ai и «2
изменятся и не будут равны. Напряжение рассогласования Up отлично от О и после сравнения его с эталонным UST с блоком сравнения будет сформирована команда на привод 11, который посредством червячной
пары 12 повернет указатель 8 направления до тех пор, пока напряжение рассогласования не будет равно 0. Одновременно ротор СКВТ, связанный с указателем 8, повернется на тот же угол, что и указатель, при этом
изменятся составляющие напряжений, которые снимаются с его обмоток и подаются на блок 6 управления. С блока 6 преобразованные и усиленные напряжения подаются на приводы 1 и 2, которые производят коррекцию положения электрода и обеспечивают сохранение заданной скорости сварки в каждом случае, когда направление движения и траектории электрода не совпадают с траекторией стыка.
Предлагаемые способ и устройство позволяют поддерживать постоянным расстояние между концом сварочного электрода и свариваемыми кромками, что обеспечивает получение высококачественных сварных соединений.
фиг.З
f/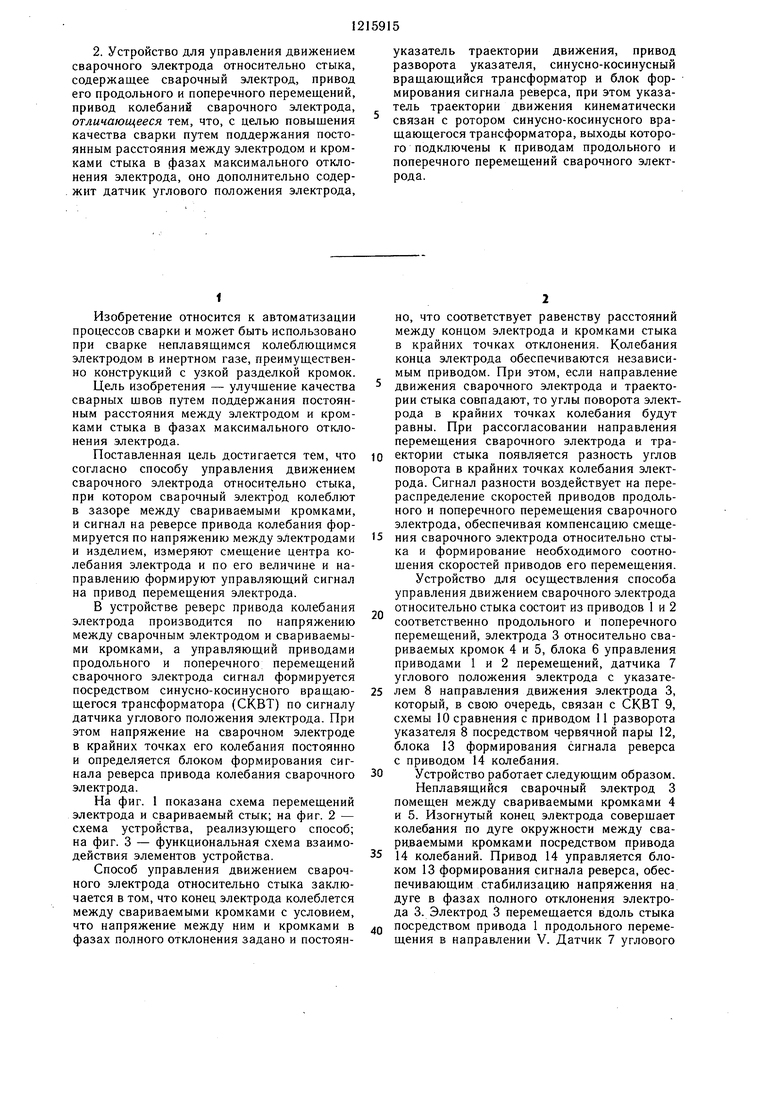
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Устройство для автоматической сварки криволинейных стыков | 1973 |
|
SU538844A1 |
| Способ управления перемещением сварочной горелки относительно стыка | 1980 |
|
SU975276A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| Устройство управления положением электросварочной горелки | 1989 |
|
SU1720824A1 |
| Способ автоматического направления сварочной головки по стыку (его варианты) | 1982 |
|
SU1174203A1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВОРОТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU200082A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
1. Способ управления движением сварочного электрода относительно стыка, при котором сварочный электрод колеблют между свариваемыми кромками, измеряют параметр процесса, характеризующийся симметрией относительно оси разделки стыка, посредством ориентации сварочного электрода добиваются симметрии указанного параметра, отличающийся тем, что, с целью повышения качества сварки путем поддержания постоянным расстояния между электродом и кромками стыка в фазах максимального отклонения электрода, напряжение на его конце в фазах максимального отклонения поддерживают постоянным, а в качестве регулирующего параметра используют асимметрию углового колебания сварочного элек- д трода.S (Л to СП со сд фиг.1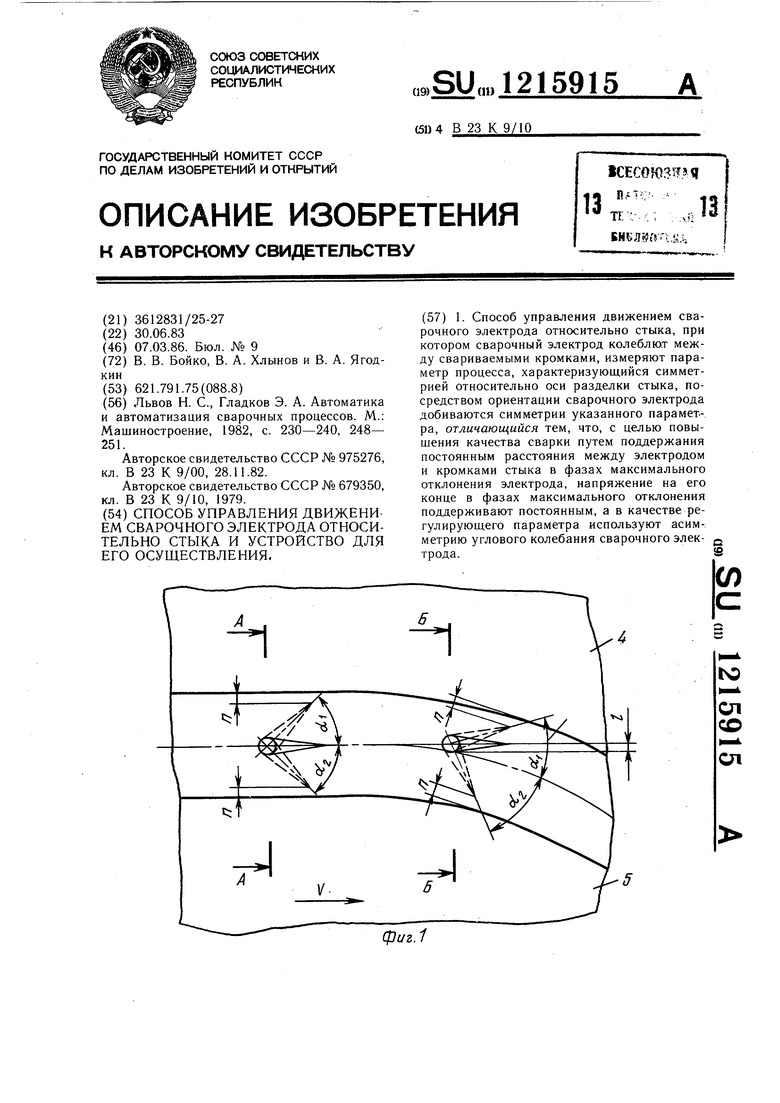
| Львов Н | |||
| С., Гладков Э | |||
| А | |||
| Автоматика и автоматизация сварочных процессов | |||
| М.: Машиностроение, 1982, с | |||
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
| Способ управления перемещением сварочной горелки относительно стыка | 1980 |
|
SU975276A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ управления перемещением сварочной головки относительно стыка | 1978 |
|
SU679350A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
