Изобретение относится к технологии машиностроения, а именно к технологической оснастке, применяемой при отделочных методах обработки отверстий в цилиндрах двигателей.
Целью изобретения является повышение производительности обработки за счет изменения амплитуды и частоты крутильных колебаний без изменения жесткости упругого элемента.
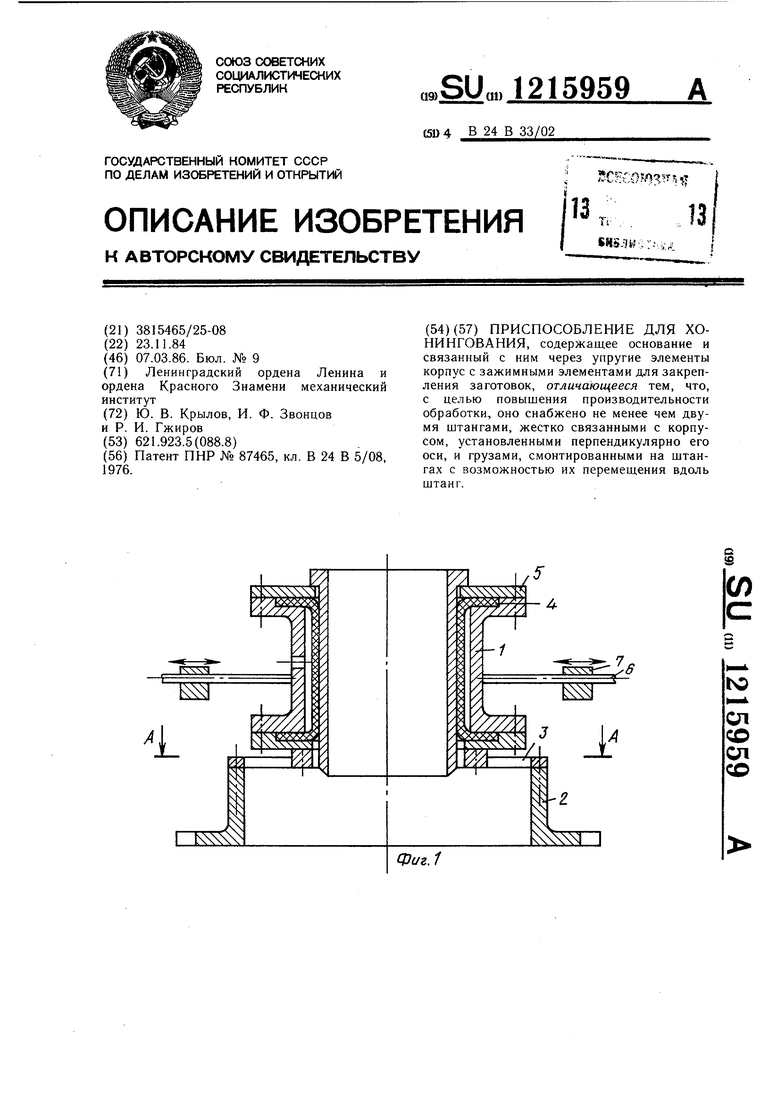
На фиг. 1 показано приспособление для хонингования, продольный разрез; на фиг. 2- разрез А-А на фиг. 1.
Приспособление для хонингования содержит корпус 1, связанный с основанием 2 через упругий элемент 3, зажимные элементы 4 для закрепления заготовки 5. На корпусе 1 перпендикулярно оси заготовки 5 жестко закреплены две штанги 6, на каждой из которых размеш,ен груз 7 с возможностью продольного перемещения вдоль оси штанги.
Приспособление работает следующим образом.
Обрабатываемая заготовка 5 устанавливается в корпусе 1 приспособления и закрепляется зажимными элементами 4. Хо- нинговальная головка вводится в обраба
тываемую заготовку и включается рабочий цикл станка. Головка, совершая вращательное и поступательное движение, под действием осевой силы резания РОС и крутящего момента Мвр перемещает корпус приспособления вместе с заготовкой. Величина частоты и амплитуды колебаний зависит от жесткости упругого элемента и колеблющейся массы. Крутящий момент МхрИ осевая сила резания в процессе обработки не являются величиной постоянной, а изменяются в некоторых пределах. Изменение РоеИ Мкр приводит К различной степени деформации упругого элемента, т. е. в системе возникает автоколебательный процесс с определенной частотой и амплитудой. Колебательный процесс заготовки приводит к тому, что изменяется траектория движения абразивного зерна, а следовательно, увеличивается доля снимаемого металла, приходящегося на одно абразивное зерно и, следовательно, повышается производительность. Управлять частотой и амплитудой крутильных колебаний можно грузами 7, перемещая их вдоль оси щтанги 6. Изменяя положение грузов относительно оси заготовки, изменяют момент инерции колеблю- щейся массы, а это приводит к изменению частоты и амплитуды колебаний.
0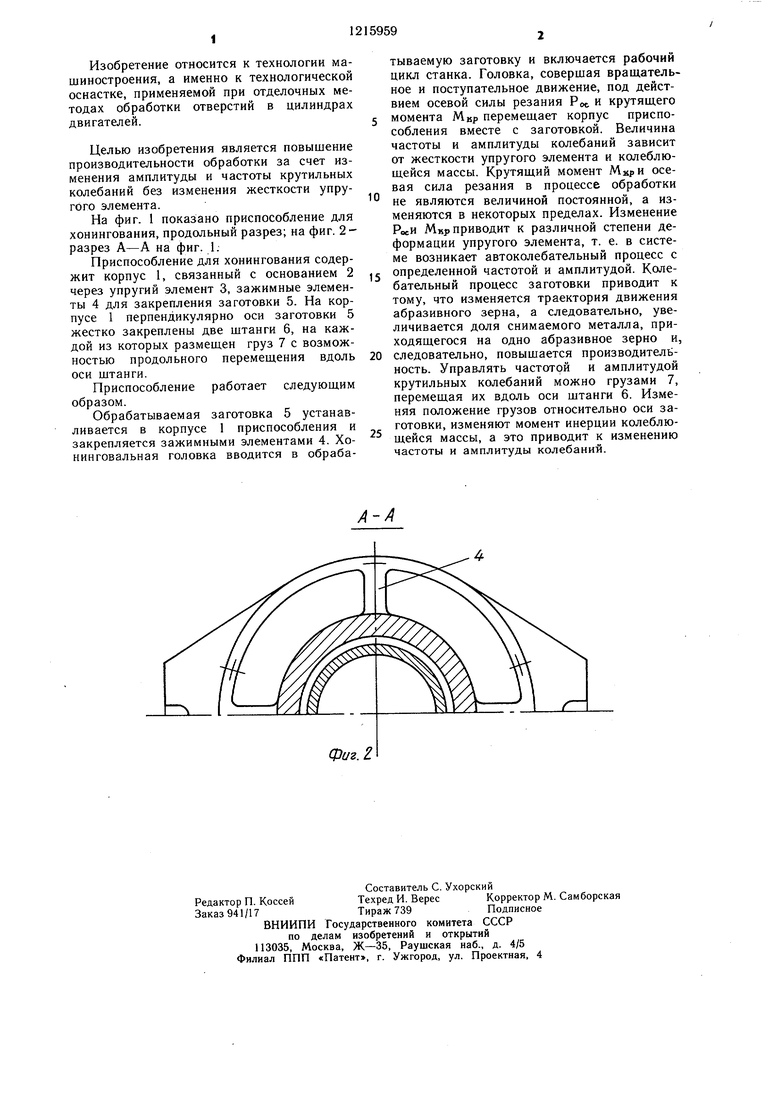
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для хонингования | 1987 |
|
SU1502277A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| Устройство для обработки отверстий | 1989 |
|
SU1706781A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
Фиг. г
| Способ изготовления растворимого крахмала | 1949 |
|
SU87465A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
