Изобретение относится к виброформовочному оборудованию для изготовления бетонных и железобетонных цилиндрических изделий и является усовершенствованием устройства по авт. св. № 969534.
Цель изобретения - сокращение времени заполнения формы бетонной смесью.
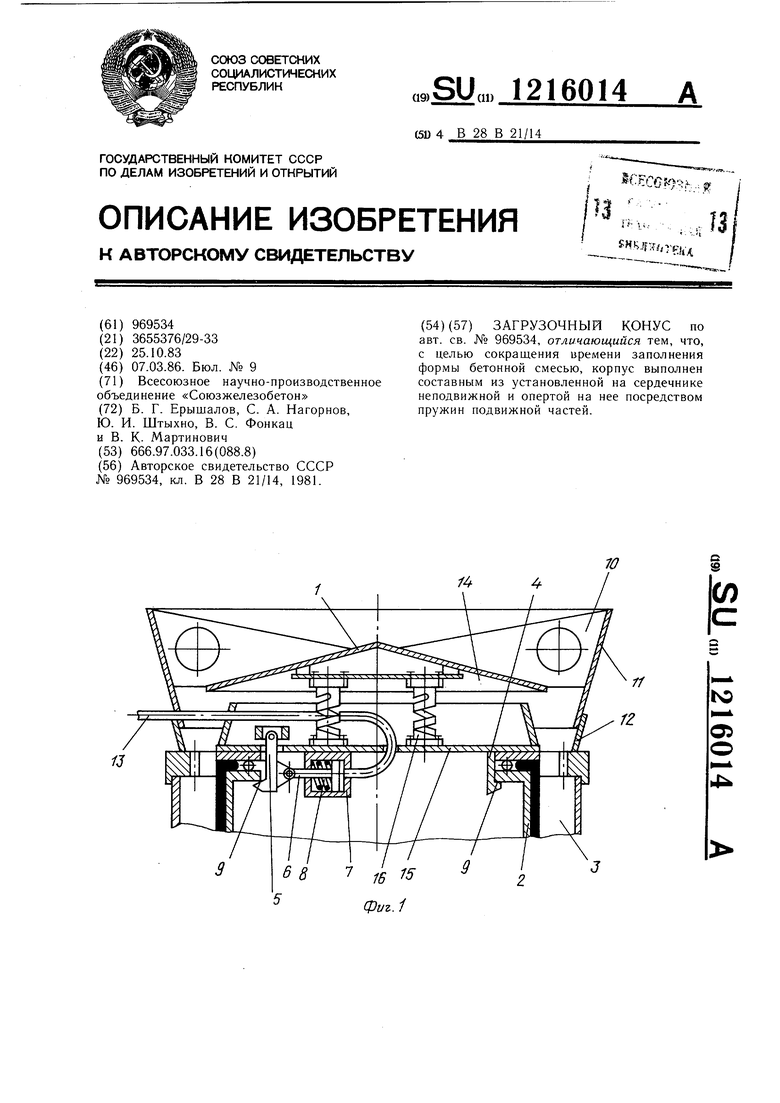
На фиг. 1 изображен загрузочный конус, общий вид в разрезе; на фиг. 2 - то же, вид сверху.
Загрузочный конус содержит корпус 1 конической формы и приспособление для крепления его к сердечнику 2 формы 3, выполненное в виде двух неподвижных упоров 4 и одного подвижного упора 5. Последний щарнирно закреплен на штоке 6 пнев- моцилиндра 7, обеспечивающего его перемещение. Шток б подпружинен пружиной 8. Каждый из упоров 4 и 5 снабжен фиксатором в виде выступа 9 в нижней части. Корпус 1 соединен ребрами 10 с защитным кольцом 11 с эластичным фартуком 12. Подача сжатого воздуха осуществляется по трубопроводу 13.
Д. 1я интенсификации процесса вибротранспортирования бетонной смеси загрузочный конус разделен на две части: подвижную часть 14, участвующую в колебательном процессе, и неподвижную часть 15 (основание), жестко соединенную с сердечником 2. Подвижная 14 и неподвижная 15 час
ти устройства соединены упругими элементами 16.
Устройство работает следующим образом.
На пост формовки устанавливают форму 3 с сердечником 2, на которую ставят загрузочный конус. При этом шток пневмо- цилиндра 7 прижат к основанию пневмоци- линдра, что обеспечивает свободного установку загрузочного конуса на торец формы 3. При подаче сжатого воздуха в пнев- моцилиндр шток 6 последнего прижимает упор 5 к внутренней стенке сердечника 2. Затем осуществляют подачу бетонной смеси на загрузочный конус с одновременным включением виброформовочного оборудования (виброплощадка, вибросердечник и т.п.) Колебания от вибрирующего сердечника 2 передаются на загрузочный конус, где за счет кинематического возбуждения подвижная часть 14 начинает колебаться в резонансном режиме и, тем самым, более интенсивно транспортировать бетонную смесь.
По окончании процесса укладки и уплотнения загрузочный конус снимают с формы, для чего предварительно отводят воздух из трубопровода 13.
В связи с тем, что подвижная часть колеблется в резонансном режиме, предлагаемая конструкция конуса позволяет повысить производительность формования изделия.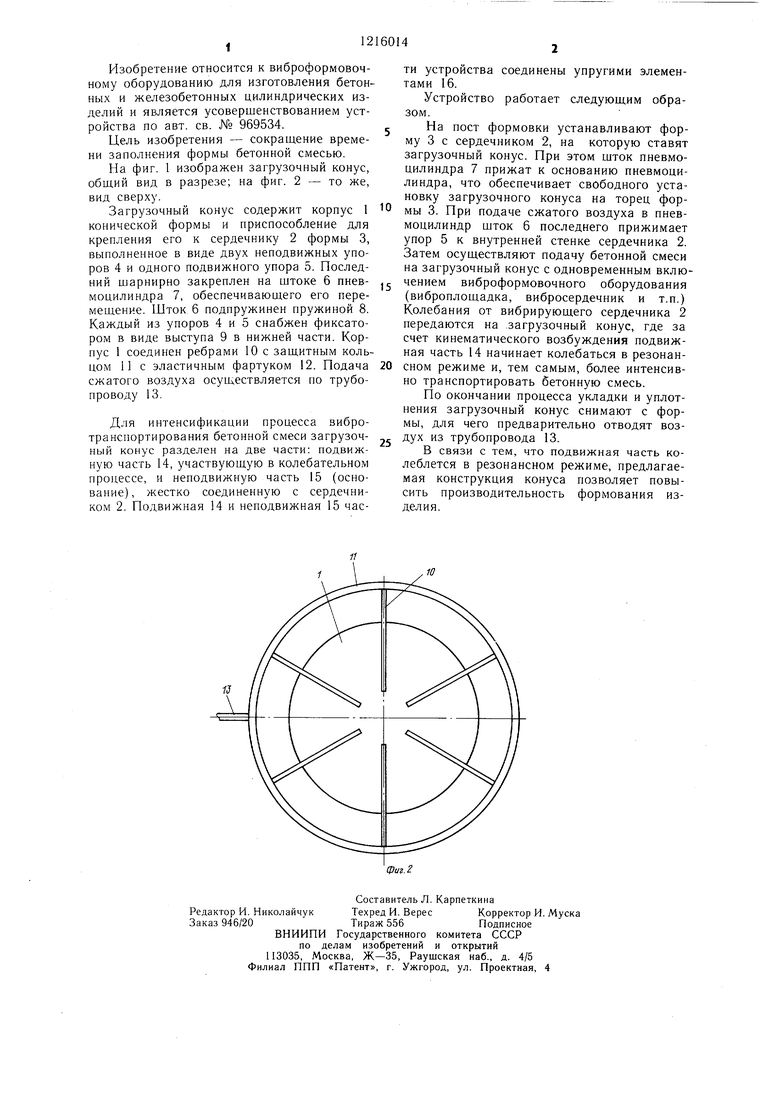
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочный конус | 1981 |
|
SU969534A1 |
| Питатель для пневматической подачи сыпучего материала | 1989 |
|
SU1668257A1 |
| Устройство для ступенчатой разделки высокочастотного кабеля | 1986 |
|
SU1372439A1 |
| Установка для приготовления смесей из полимерных материалов | 1987 |
|
SU1452684A1 |
| Загрузочный конус | 1989 |
|
SU1694265A2 |
| Установка для контроля герметичности полых изделий | 1986 |
|
SU1401308A1 |
| Форма для изготовления изделий из полимерного материала | 1986 |
|
SU1382657A1 |
| Устройство для установки клапана в баллон аэрозольной упаковки | 1985 |
|
SU1311902A1 |
| Автоматическая линия для изготовления изделий из стержневых заготовок | 1984 |
|
SU1337172A1 |
| Устройство для дозированной подачи в пневмотранспортный трубопровод сыпучего материала | 1986 |
|
SU1361088A1 |
10
фиг. г
Составитель Л. Карпеткина
Редактор И. НиколайчукТехред И. ВересКорректор И. Муска
Заказ 946/20Тираж 556Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Загрузочный конус | 1981 |
|
SU969534A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
