11
Изобретение относится к машиностроению и может быть использовано в производстве деталей типа колпачков .Цель изобретения - расширение технологических возможностей путем обеспечения возможности изделий типа колпачков.
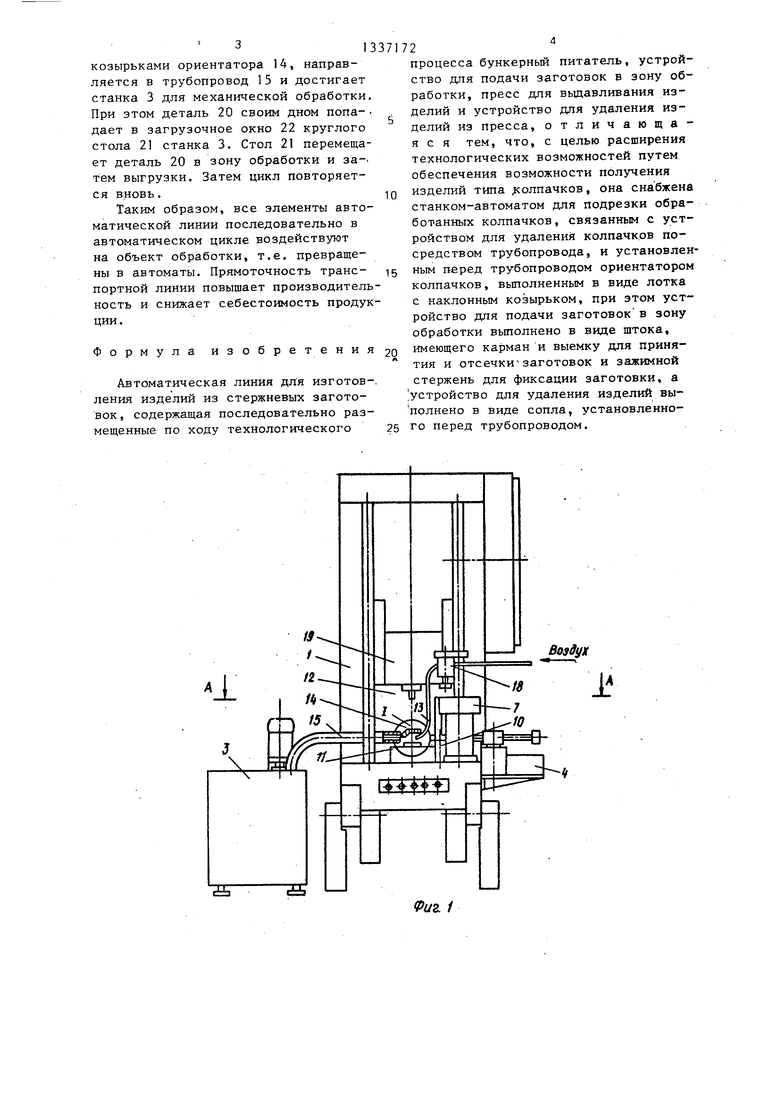
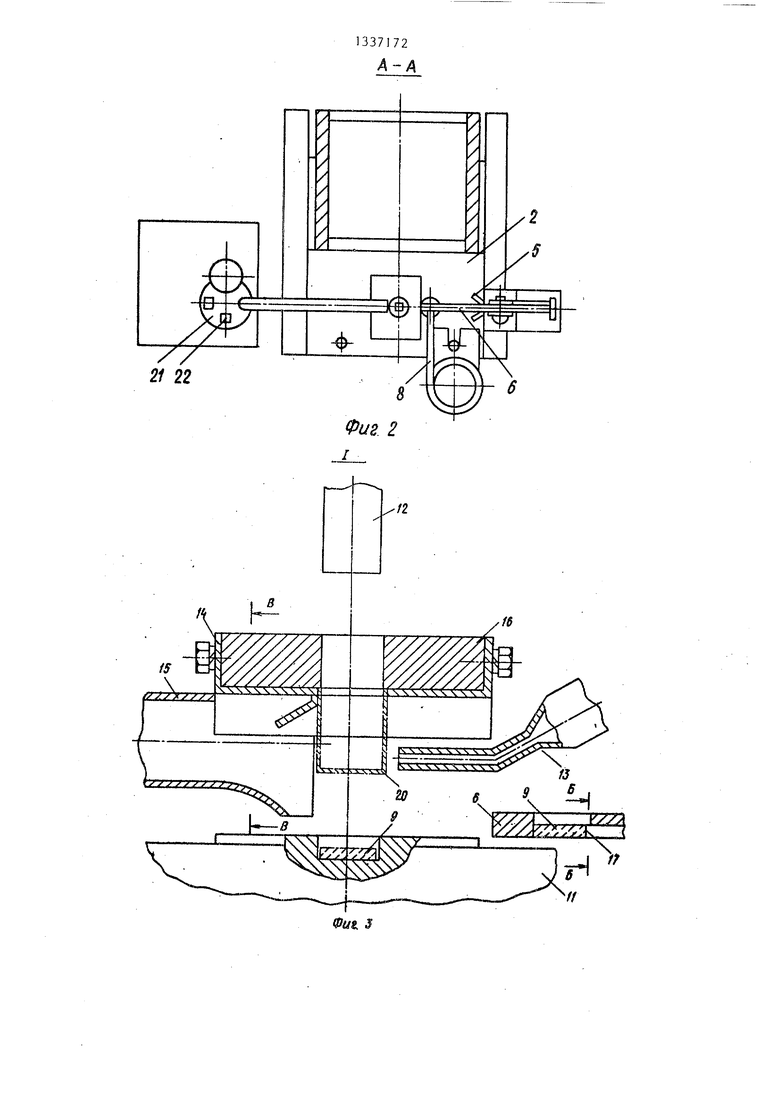
На фиг,1 показана автоматическая линия, общий вид; на фиг,2 разрез А-А на фиг.1; на фиг.З - узел 1 на фиг.1; на фиг.4 разрез Б-Б на фиг.З; на фиг.З - разрез В-Б на фиг.3.
Линия состоит из механического пресса 1 со столом 2 и станка-автомата 3 для механической, обработки, подающего устройства - робота 4 с захватами 5, между которыми установлен шток 6, загрузочного автомата 7 со склизом 8 и заготовками 9, предметного столика 10, устройства для деформирования заготовок - матрицы 11 и пуансона 12,- сопла 13 энергоносителя, ориентатора 14, выполненного в виде лотка с козырьком, тру бопровода 15, В линию встроен съемник 16.
Шток 6 содержит зажимной стержень 17 и выемки с боковой стороны для помещения и отсечки заготовок 9 Шток. 6 установлен между захватами 5 робота 4, охватьшающими его. Стержень 17 штока 6 контактирует с пнев моцилиндром захватов 5 робота 4 (не показано.
Энергоноситель в сопло 13 поступет автоматически из отсекателя 18 путем воздействия на него ползуна 19 пресса 1 .
На фиг.З показан-колпачок 20 в момент съема.
Робот 4, шток 6 со стержнем 17, предметный- столик 10, матрида 11, сопло 13 энергоносителя., ориента- тор 14, трубопровод 15,съемник 16 установлены на столе 2 пресса 1 в его фронтальной плоскости,, проходящей через ось симметрии пуансона 1
Загрузочньй автомат 7 тоже установлен на столе 2 пресса 1. Его склиз 8 пе)пендикулярен штоку 6 (фиг.2) и наклонен к столу 2 пресса 1 и к верху предметного столика 10 под углом i (фиг.4) .
Трубопровод 15 имеет прямоугольное сечение, боковые стенки его па- раллегЕьны фронтальной плоскости.
Станок-автомат 3 имеет обычный 4-позиционный мальтийский механизм (не показан ) и связанный с ним круглый стол 21 с загрузочными окнами 22. Круглый стол 21 снабжен упорами соответственно количеству приемных окон 22, равноотстоящих -друг от друга (не показаны). Станок-автомат 3 для механической обработки снабжен конечным выключателем (не показан) .
Упоры круглого стола 21, и конечный вьпслючатель станка-автомата 3 являются командным аппаратом рабочего хода пресса 1.
Пресс 1.то же снабжен конечным выключателем, выдающим команду роботу 4 .
Электронная схема робота 4 используется только для команды на пневмо- цилиндр его захватов 5.
Линия работает следующим образом.
Из бункера загрузочного автомата 7 заготовка 9 закладьшается с его склиза 8 на предметный столик 10 в боковой карман штока 6 и зажимается в штоке 6 стержнем 17.
При получении команды от пресса 1 робот 4 выдвигает гаток 6. При достижении штоком 6- рабочего положения над матрицей 11 стержень 17 штока 6 разжимается и заготовка 9 поступает в рабочее углубление матрицы 11. При этом шток 6 возвращается в исходное загрузочное положение на предметном столике 10, а пресс 1 совершает рабочий ход. При выдвижении штока 6 заготовка 9 в склизе 8 отсекается боковой угловой выемкой штока 6 (фиг.4).
При рабочем ходе ползуна 19 пресса 1 пуансон 12 деформирует заготовку 9 в рабочем углублении матрицы I1. Происходит обратное выдавливание металла, охватьюающего пуансон 12, .е, образование детали 20.
При обратном ходе пуансона 12 колпачек 20 снимается с него съемником 16, а ползун 19 пресса 1 воздействует на отсек атель воздуха 18. Последний автоматически подает порцию воздуха в сопло 13. Струя воздуха направлена на нижнюю часть колпачка 20.
Под воздействием ее колпачек 20, ориентированный боковыми сторонами и
313
козырьками ориентатора 14, направляется в трубопровод 15 и достигает станка 3 для механической обработки. При этом деталь 20 своим дном попа- дает в загрузочное окно 22 круглого стола 21 станка 3. Стол 21 перемещает деталь 20 в зону обработки и за- тем выгрузки. Затем цикл повторяется вновь.
Таким образом, все элементы автоматической линии последовательно в автоматическом цикле воздействуют на объект обработки, т.е. превращены в автоматы. Прямоточность транспортной линии повышает производительность и снижает себестоимость продукции .
Формула изобретения
Автоматическая линия для изготов-. ления изделий из стержневых заготовок , содержащая последовательно размещенные по ходу технологического
72
процесса бункерный питатель, устройство для подачи заготовок в зону обработки, пресс для выдавливания изделий и устройство для удаления изделий из пресса, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения возможности получения изделий типа oлпaчкoв, она снабжена станком-автоматом для подрезки обработанных колпачков, связанным с устройством для удаления колпачков посредством трубопровода, и установленным перед трубопроводом ориентатором колпачков, выполненным в виде лотка с наклонным козырьком, при этом устройство дпя подачи заготовок в зону обработки выполнено в виде штока, имеющего и выемку для принятия и отсечки-заготовок и зажимной стержень для фиксации заготовки, а устройство для удаления изделий вы- полнено в виде сопла, установленного перед трубопроводом.
d
Воздух
1337172
д-д
Фи2 2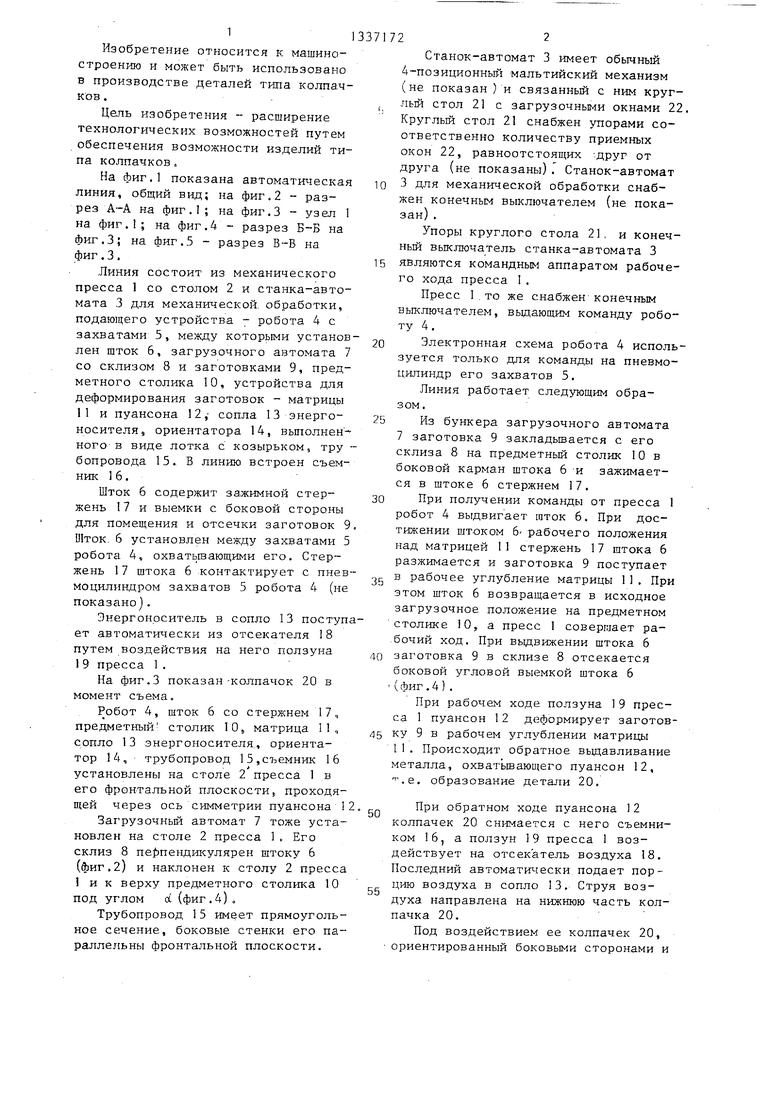
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
| Линия для изготовления соединительных элементов с внутренней винтовой канавкой | 1991 |
|
SU1792777A1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1669620A1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1996 |
|
RU2091235C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1995 |
|
RU2108901C1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1540907A1 |
| Автоматическая линия горячей штамповки деталей | 1988 |
|
SU1618490A1 |
Изобретение относится к машиностроению и может быть использовано в автоматизированных линиях при изготовлении изделий из стержневых заготовок. Целью изобретения является расширение технологических возможностей путем обеспечения получения изделий типа колпачков. Изделия из бункера подаются по одному в пресс для выдавливания колпачков. После вьщавливания колпачки удаляются посредством сжатого воздуха в транс- портньй трубопровод, откуда подаются на механическую обработку. Линия имеет средство для Ориентации колпачков, установленное перед транспортным трубопроводом. 5 ил.
JH
.
Б- б
У
Фиг.
/ /
.
/ / / / /
///
Составитель И.Ментягова Редактор М.Недолуженко Техред Л.Олейник Корректор Л.Бескид
Заказ 4077/11Тираж 730Подписное
ВНИИ11И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.. д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, А
| Автоматическая линия для изготовления деталей типа стержней | 1981 |
|
SU1016010A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
