Изобретение относится к испытательной технике и может быть использовано для контроля герметичности пузырьковым методом.
Целью изобретения является повышение надежности контроля путем обеспечения надежной герметизации изделий, имеющих отверстия для центрирования.
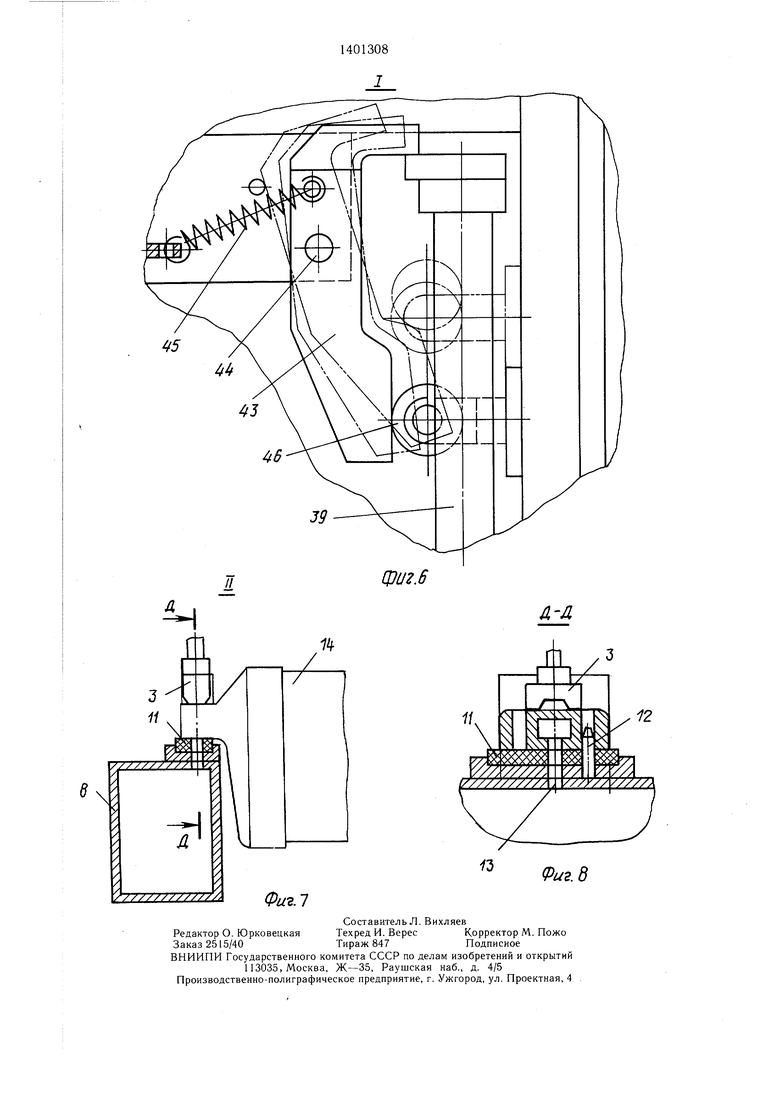
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5- разрез Г-Г на фиг. 4 (подвижная рама конвейера со щтангой в начальньш момент движения в сторону узлов герметизации и в момент обратного движения в исходное положение); на фиг. 6 - узел I на фиг. 4 (стопор в исходном положении подвижной рамы ковейера и в момент открытия); на фиг. 7 - узел II на фиг. 2; на фиг. 8 - разрез Д-Д на фиг. 7.
Установка для контроля герметичности
10
15
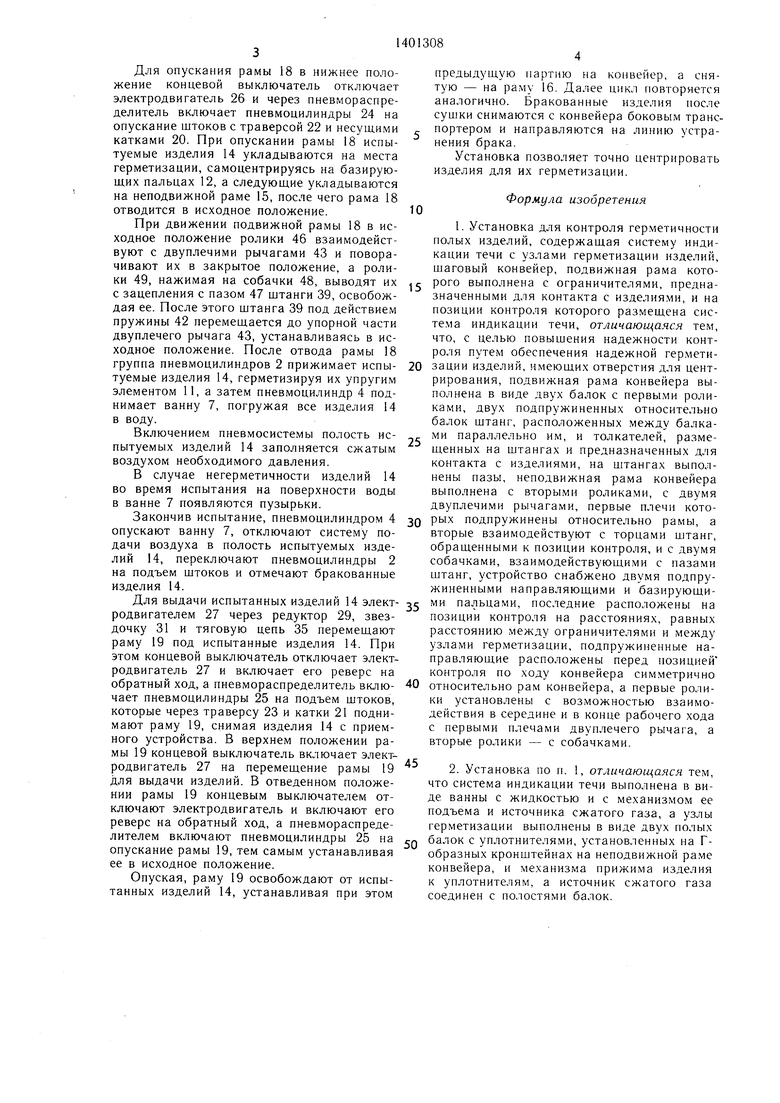
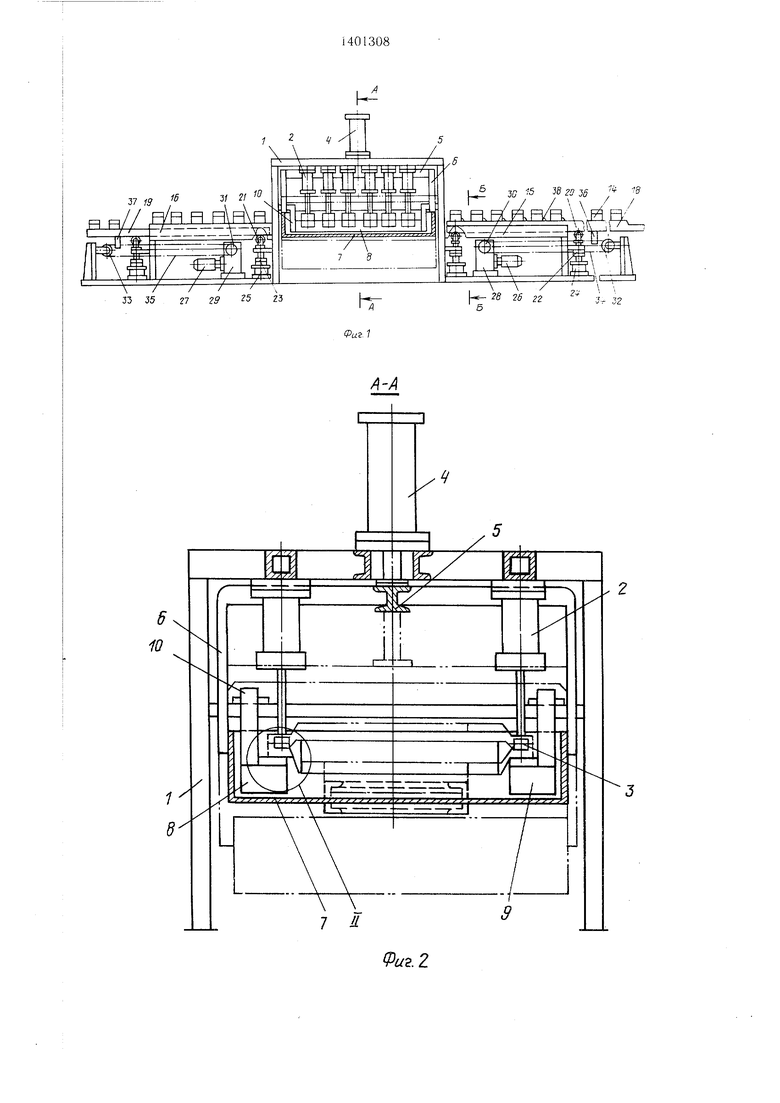
электродвигателей 26 и 27, редукторов 28 и 29, приводных и натяжных звездочек 30, 31 и 32, 33, взаимодействующих с тяговой цепью 34 и 35, которая с возможностью вертикального перемещения закреплена в кронштейнах 36 и 37 подвижных рам 18 и 19. Подвижная рама 18 устройства раскладки изделий снабжена ограничителями (упорами) 38, расположенными на расстоянии, равном расстоянию между базирующими пальцами 12, и подвижными штангами 39 с закрепленными на них толкателями 40. Штанги 39 расположены между балками подвижной рамы 18 параллельно им и установлены в направляющих 41, между корпусами которых и толкателями 40 для обеспечения возвратного перемещения установлены пружины 42. Штанги 39 стопорятся двуплечими рычагами 43, установленными на осях 44 неподвижной рамы 15 и подпружиненными пружинами 45 растяжения. Двуполых изделий содержит станину 1, на про- 20 плечие рычаги 43 взимодействуют с ролидольных балках которой над каждым испытуемым местом закреплены узлы герметизации - пневмоцилиндры 2. На штоках пнев- моцилиндров установлены прижимные пяты 3. В верхней части станины установлен пневмоцилиндр 4, на штоке которого через балку 5 и П-образные тяги 6 закреплена подъемная заполненная водой ванна 7.
Установка оборудована пневмосистемой для подачи сжатого воздуха в полость испытуемых изделий (не показана) и узлами герметизации, на которые укладываются испытуемые изделия.
Узль 1 герметизации представлят собой два ложемента, состоящих из полых балок 8 и 9, которые посредством Г-образных кронштейнов 10 закреплены на станине.
Полые балки 8 и 9 имеют места для установки упругих элементов 11 и базирующих пальцев 12, которые расположены под пнев- моцилиндрами 2. Полость балки 8 соединена с пневмосистемой для подачи сжатого воздуха в полость испытуемых изделий 14 (не показано), а в упругих элементах и местах их установки на этой балке выполнены отверстия 13 для прохождения воздуха.
Раскладка испытуемых изделий 14 по узлам герметизации и выдача изделий, прошедших испытание, осуществляется шаговым конвейером, состоящим из неподвижных загрузочной и разгрузочной рам 15 и 16. В проемах неподвижных рам 15 и 16 между направляющими рамками 17 установлены подвижные рамы 18 и 19 устройства раскладки и устройства выдачи (не показаны), опирающееся на опорные катки 20 и 21, которые закреплены на траверсах 22 и 23, соединенных со штоками пневмоцилиндров 24 и 25. Подвижные рамы 18 и 19 выполнены в виде двух балок.
Горизонтальное возвратно-поступательное перемещение подвижных рам 18 и 19 осуществляется приводом, состоящим из
30
35
ками 46, установленными на подвижной раме 18.
Штанги 39 фиксируются в поджатом положении посредством паза 47 собачками 48, которые взаимодействуют с ролика- 25 ми 49, установленными на неподвижной раме 15. На станине 1 перед позицией контроля по ходу конвейера установлены две подпружиненные направляющие 50 (фиг. 3 и 4), взаимодействующие с испытуемыми изделиями 14.
Установка работает следующим образом.
Пневмораспределитель включает пневмоцилиндры 24 на подъем штоков, которые через траверсу 22 и катки 20 поднимают раму 18 в верхнее положение, снимая испытуемое изделие 14 с конвейера и с неподвижной рамы 15.
При перемещении рамы 18 в верхнее положение концевой выключатель включает электродвигатель 26, который через редуктор 28, звездочку 30 и тяговую цепь 34 при- 40 водит раму 18 в движение на перемещение в сторону узлов герметизации. При этом ролики 46 рамы 18 взаимодействуют с двуплечими рычагами 43, удерживая их в закрытом положении, обеспечивая стопорение штанги 39, которая толкателями 40 переме- 45 щает испытуемое изделие 14 до упоров 38, с обеспечением некоторого гарантированного зазора между изделием 14, упором 38 и толкателем 40.
В конце хода толкателей 40 ролики 46 выходят из взаимодействия с двуплечими рычагами 43, обеспечивая возможность передвижения штанг 39 совместно с рамой 15, при этом положение штанги 39 фиксируется зацеплением собачек 48 с пазами/47. Затем при движении рамы 15 изделия 14 проходят между подпружиненными направляющими 50 и, смещаясь между упорами 38 и толкателями 40 устанавливаются в положение, точно соответствующее положению узлов герметизации.
50
55
0
5
электродвигателей 26 и 27, редукторов 28 и 29, приводных и натяжных звездочек 30, 31 и 32, 33, взаимодействующих с тяговой цепью 34 и 35, которая с возможностью вертикального перемещения закреплена в кронштейнах 36 и 37 подвижных рам 18 и 19. Подвижная рама 18 устройства раскладки изделий снабжена ограничителями (упорами) 38, расположенными на расстоянии, равном расстоянию между базирующими пальцами 12, и подвижными штангами 39 с закрепленными на них толкателями 40. Штанги 39 расположены между балками подвижной рамы 18 параллельно им и установлены в направляющих 41, между корпусами которых и толкателями 40 для обеспечения возвратного перемещения установлены пружины 42. Штанги 39 стопорятся двуплечими рычагами 43, установленными на осях 44 неподвижной рамы 15 и подпружиненными пружинами 45 растяжения. Дву0 плечие рычаги 43 взимодействуют с роли0 плечие рычаги 43 взимодействуют с роли0
5
ками 46, установленными на подвижной раме 18.
Штанги 39 фиксируются в поджатом положении посредством паза 47 собачками 48, которые взаимодействуют с ролика- 5 ми 49, установленными на неподвижной раме 15. На станине 1 перед позицией контроля по ходу конвейера установлены две подпружиненные направляющие 50 (фиг. 3 и 4), взаимодействующие с испытуемыми изделиями 14.
Установка работает следующим образом.
Пневмораспределитель включает пневмоцилиндры 24 на подъем штоков, которые через траверсу 22 и катки 20 поднимают раму 18 в верхнее положение, снимая испытуемое изделие 14 с конвейера и с неподвижной рамы 15.
При перемещении рамы 18 в верхнее положение концевой выключатель включает электродвигатель 26, который через редуктор 28, звездочку 30 и тяговую цепь 34 при- 0 водит раму 18 в движение на перемещение в сторону узлов герметизации. При этом ролики 46 рамы 18 взаимодействуют с двуплечими рычагами 43, удерживая их в закрытом положении, обеспечивая стопорение штанги 39, которая толкателями 40 переме- 5 щает испытуемое изделие 14 до упоров 38, с обеспечением некоторого гарантированного зазора между изделием 14, упором 38 и толкателем 40.
В конце хода толкателей 40 ролики 46 выходят из взаимодействия с двуплечими рычагами 43, обеспечивая возможность передвижения штанг 39 совместно с рамой 15, при этом положение штанги 39 фиксируется зацеплением собачек 48 с пазами/47. Затем при движении рамы 15 изделия 14 проходят между подпружиненными направляющими 50 и, смещаясь между упорами 38 и толкателями 40 устанавливаются в положение, точно соответствующее положению узлов герметизации.
0
5
10
15
Для опускания рамы 18 в нижнее положение концевой выключатель отключает электродвигатель 26 и через пневмораспре- делитель включает пневмоцилиндры 24 на опускание штоков с траверсой 22 и несущими катками 20. При опускании рамы 18 испытуемые изделия 14 укладываются на места герметизации, самоцентрируясь на базирующих пальцах 12, а следующие укладываются на неподвижной раме 15, после чего рама 18 отводится в исходное положение.
При движении подвижной рамы 18 в исходное положение ролики 46 взаимодействуют с двуплечими рычагами 43 и поворачивают их в закрытое положение, а ролики 49, нажимая на собачки 48, выводят их с зацепления с пазом 47 щтанги 39, освобождая ее. После этого щтанга 39 под действием пружины 42 перемещается до упорной части двуплечего рычага 43, устанавливаясь в исходное положение. После отвода рамы 18 группа пневмоцилиндров 2 прижимает испы- 20 туемые изделия 14, герметизируя их упругим элементом 11, а затем пневмоцилиндр 4 поднимает ванну 7, погружая все изделия 14 в воду.
Включением пневмосистемы полость испытуемых изделий 14 заполняется сжатым воздухом необходимого давления.
В случае негерметичности изделий 14 во время испытания на поверхности воды в ванне 7 появляются пузырьки.
Закончив испытание, пневмоцилиндром 4 0 опускают ванну 7, отключают систему подачи воздуха в полость испытуемых изделий 14, переключают пневмоцилиндры 2 на подъем щтоков и отмечают бракованные изделия 14.
Для выдачи испытанных изделий 14 элект родвигателем 27 через редуктор 29, звездочку 31 и тяговую цепь 35 перемещают раму 19 под испытанные изделия 14. При этом концевой выключатель отключает электродвигатель 27 и включает его реверс на обратный ход, а пневмораспределитель вклю- 40 чает пневмоцилиндры 25 на подъем штоков, которые через траверсу 23 и катки 21 поднимают раму 19, снимая изделия 14 с приемного устройства. В верхнем положении рамы 19 концевой выключатель включает электродвигатель 27 на перемещение рамы 19 для выдачи изделий. В отведенном положении рамы 19 концевым выключателем отключают электродвигатель и включают его реверс на обратный ход, а пневмораспреде25
35
45
предыдущую партию на конвейер, а снятую - на ра.му 16. Далее цикл повториется аналогично. Бракованные изделия после сушки снимаются с конвейера боковым транс портером и направляются на линию устранения брака.
Установка позволяет точно центрировать изделия для их герметизации.
Формула изобретения
1.Установка для контроля герметичности полых изделий, содержащая систему индикации течи с узлами герметизации изделий, шаговый конвейер, подвижная рама которого выполнена с ограничителями, предназначенными для контакта с изделиями, и на позиции контроля которого размещена система индикации течи, отличающаяся тем, что, с целью повышения надежности контроля путем обеспечения надежной герметизации изделий, имеющих отверстия для центрирования, подвижная рама конвейера выполнена в виде двух балок с первыми роликами, двух подпружиненных относительно балок штанг, расположенных между балками параллельно им, и толкателей, размещенных на штангах и предназначенных для контакта с изделиями, на штангах выполнены пазы, неподвижная рама конвейера выполнена с вторыми роликами, с двумя двуплечими рычагами, первые плечи которых подпружинены относительно рамы, а вторые взаимодействуют с торцами штанг, обращенными к позиции контроля, и с двумя собачками, взаимодействующими с пазами штанг, устройство снабжено двумя подпружиненными направляющими и базирующими пальцами, последние расположены на позиции контроля на расстояниях, равных расстоянию между ограничителями и между узлами герметизации, подпружиненные направляющие расположены перед позицией контроля по ходу конвейера симметрично относительно рам конвейера, а первые ролики установлены с возможностью взаимодействия в середине и в конце рабочего хода с первыми плечами двуплечего рычага, а вторые ролики - с собачками.
2.Установка по п. 1, отличающаяся тем, что система индикации течи выполнена в виде ванны с жидкостью и с механизмом ее подъема и источника сжатого газа, а узлы герметизации выполнены в виде двух полых
лителем включают пневмоцилиндры 25 на CQ балок с уплотнителями, установленных на Г- опускание рамы 19, тем самым устанавливаяобразных кронштейнах на неподвижной раме
ее в исходное положение.
Опуская, раму 19 освобождают от испытанных изделий 14, устанавливая при этом
конвейера, и механизма прижима изделия к уплотнителям, а источник сжатого газа соединен с полостями балок.
0
5
0
0
0
5
5
5
предыдущую партию на конвейер, а снятую - на ра.му 16. Далее цикл повториется аналогично. Бракованные изделия после сушки снимаются с конвейера боковым транспортером и направляются на линию устранения брака.
Установка позволяет точно центрировать изделия для их герметизации.
Формула изобретения
1.Установка для контроля герметичности полых изделий, содержащая систему индикации течи с узлами герметизации изделий, шаговый конвейер, подвижная рама которого выполнена с ограничителями, предназначенными для контакта с изделиями, и на позиции контроля которого размещена система индикации течи, отличающаяся тем, что, с целью повышения надежности контроля путем обеспечения надежной герметизации изделий, имеющих отверстия для центрирования, подвижная рама конвейера выполнена в виде двух балок с первыми роликами, двух подпружиненных относительно балок штанг, расположенных между балками параллельно им, и толкателей, размещенных на штангах и предназначенных для контакта с изделиями, на штангах выполнены пазы, неподвижная рама конвейера выполнена с вторыми роликами, с двумя двуплечими рычагами, первые плечи которых подпружинены относительно рамы, а вторые взаимодействуют с торцами штанг, обращенными к позиции контроля, и с двумя собачками, взаимодействующими с пазами штанг, устройство снабжено двумя подпружиненными направляющими и базирующими пальцами, последние расположены на позиции контроля на расстояниях, равных расстоянию между ограничителями и между узлами герметизации, подпружиненные направляющие расположены перед позицией контроля по ходу конвейера симметрично относительно рам конвейера, а первые ролики установлены с возможностью взаимодействия в середине и в конце рабочего хода с первыми плечами двуплечего рычага, а вторые ролики - с собачками.
2.Установка по п. 1, отличающаяся тем, что система индикации течи выполнена в виде ванны с жидкостью и с механизмом ее подъема и источника сжатого газа, а узлы герметизации выполнены в виде двух полых
Q балок с уплотнителями, установленных на Г- образных кронштейнах на неподвижной раме
конвейера, и механизма прижима изделия к уплотнителям, а источник сжатого газа соединен с полостями балок.
37 19 2, 0
п
//
рУн н
-А--i--V
ЗС 5 3ex7J5 f -9
/ / н И а
-,
te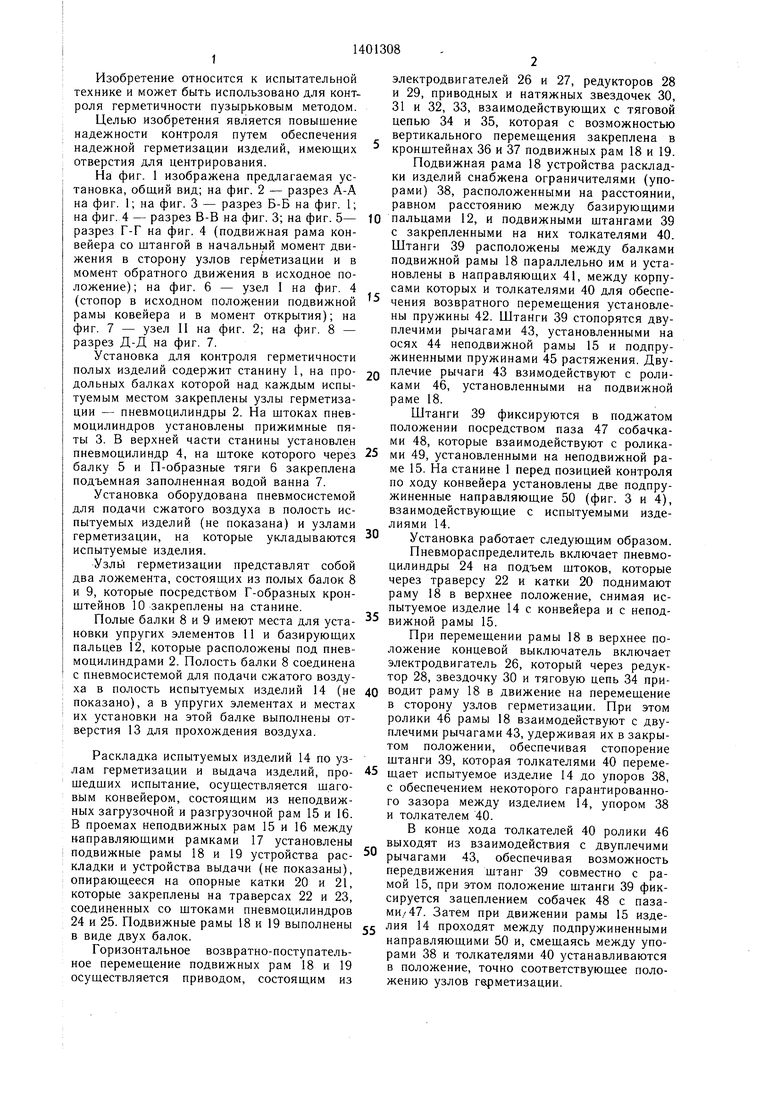
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Шаговый конвейер | 1985 |
|
SU1305084A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| Шагающий конвейер-накопитель | 1985 |
|
SU1270075A1 |
Изобретение относится к установкам для контроля герметичности полых изделий и позволяет повысить надежность контроля путем обеспечения надежной герметизации изделий, имеющих отверстия для центрирования. Установка содержит систему индикации течи в виде ванны с жидкостью, шаговый конвейер для подачи изделий. Подвижная рама 18 конвейера выполнена с перв-в выми роликами, взаимодействующими в середине и в конце рабочего хода с первыми плечами двуплечего рычага. На подпружиненных щтангах 39, расположенных между балками подвижной рамы 18, размещены толкатели 40, а на подвижной раме 18 - ограничители 38. На штангах 39 выполнены пазы, с которыми взаимодействуют собачки. Вторые ролики, установленные на неподвижной раме 15, взаимодействуют с собачками. Установка содержит две подпружиненные направляюпхие 50, расположенные симметрично относительно конвейера перед ванной. Изделие устанавливается на неподвижной раме 15, снимается подвижной рамой 18 и центрируется между ограничителями 38 и толкателями 40, а перед входом в ванну - направляющими 50. На позиции контроля изделия опускаются на базирующие пальцы, герметизируются, опускаются в ванну и испытываются пузырьковым методом. Съем изделий производится в обратной последовательности. 1 з. п. ф-лы, 8 ил. с (Л оо о 00
// /
33 35 г гг 5 23
/
f / - - Ifl f
- J
i . 4
7 И
fi 22 б
J- J2
./
сх
Ж
Фи2.2
sj
50
|
ДГ
1k iiO зд
/ У /
L
i«
Риг.З
Фиг.
12
PU2.8
| Авторское свидетельство СССР № 759883, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
