Изобретение, относится к черной металлургии и может быть использовано лри внепечном рафинировании расплавленного металла,
Целью изобретения является повышение степени использования рафинирующей способности газа.
.Поставленная цель достигается тем что согласно способуу включающем про дувку расплава газом с одновременным воздействием на поднимающийся газожидкостный поток встречной со- осной струей расплава, процесс взаимодействия газожидкостного потока со встречной струей расплава осуществляют в пульсирутащем режиме, причем начало подачи импульсов газа и пульсаций движения расплава и их периодичность совпадают, а продолжительность подачи импульса газа равна ОJ25-0S40 периода пульсаций
Сообщение расплаву одновременно с его продувкой дополнительного со- осного вводу газа встречного струйного пульсирующего движения позволяет воздействовать на восходящую газовую струю встречным нисходящим потоком металлаэ в результате чего пузьфьки рафинирующего газа дробятся и ИХ.движение происходит по сложной траектории, что увеличивает как поверхность контакта расплава с газом, так и время пребывания рафинирующего газа в расплавеJ вследствие чего значительно повышается степень использования газа,
Для организахщи струйного пульсирующего движения целесообразно использование пульсационной колонны, так как при этом обеспеч ивается высокая скорость движения стр}.ш расплава и его интенсивное переметиванне.
Совпадение начала подачи импульсов газа при продувке и пульсацш ; движения расплава и их периодичности необходимо для того, чтобы взаимодействие вдуваемого газа с пульсирующей струей расплава происходило на глубине 0,4-0,7 глубины расплава в емкости, так как при этом всплывающие пузырьки рафинирующего газа захватываются нисходящей струей и проталкиваются вглубь емкости. Взаимное изменение периодичности пульсаций газового потока и потока расплава, а также смещение начала подачи импульсов газа при продувке и пульсации движеция расплава снизит эфЛек
182
тивность испохгьзования вдуваемого газа, вследствие того, что зона взаимодействия струй расплава и газа за счет фазовых смещений, будет непрерывно изменять свое положение между поверхностью расплава и дном емкости. При этом значительная часть пу- зьфьков газа будет всплывать на поверхность без взаимодействия со струей расплава.
Продолжительность подачи импульсов газа, составляющая 0,25-0,40 периода пульсаций газового потока, выбиралась из условия рационального использования рафинирующего газа. Увеличение продолжительности подачи импульсов газа выше 0,40 периода пульсаций газового потока нецелесообразно так как часть газа в заключительной
стадии пульсации не будет захвачена пульсирующей струей расплава, что снизят эффективность использования рафинирующего газа. Кроме того, при этом возникнут дополнительные потерн расплава, связанные с его разбрызгиванием в процессе обработки. Уменьшение продолжительности подачи импульсов газа менее 0,25 периода лзшьсаций газового потока нецелесообразно, так как при этом существенно снизится интенсивность перемещива- нг.я газа к расплава в емкости. При этом необоснованно возрастут потери тепла расплавом в процессе обрабоТКИо
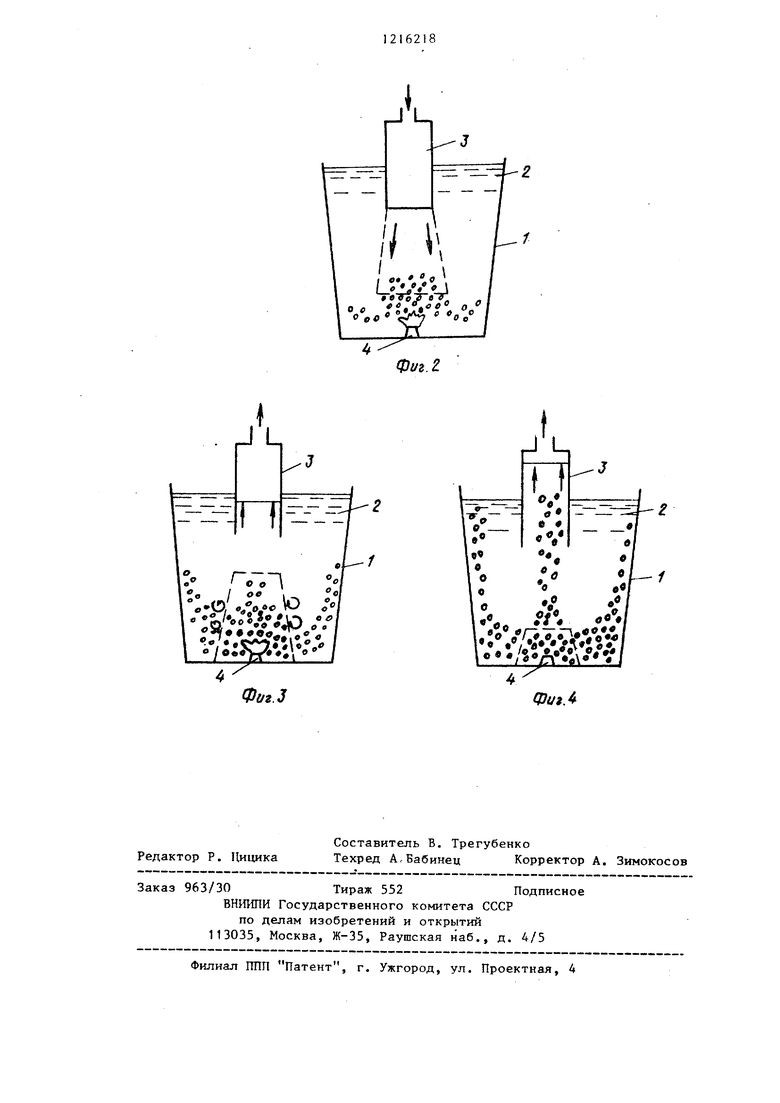
На фиг. 1 показано начало обра- бе тки j на фиг. 2 - вытеснение расплава из внутренней полости колонны и пульсация вдуваемого газа, на
фиг, 3 - стадия заполнения внутренней полости пульсационной колонны расплаваf на фиг, 4 - завершение заполнения внутренней полости пульсационной колонны расплавом и окончание взаимодействия пульсации газожидкостного потока с пульсацией расплава „ i
Обработку расплава по предлагаемому способу проводят следующим образом, Е емкость 1 с расплавом 2 погружают пульса11ионную колонну 3 на глубинз 0,15-0,30 налива расплава в еьжости соосно фурме 4, расположенной в днище емкости и используемой для продувки расплава рафинирующим газом, В качестве рафинирующего газа применяется аргон, а для вытеснения металла из колонны - более де3
шевый газ. В погруженную колонну 3 подается рабочий газ, который вытесняет жидкий металл вглубь емкости с достаточно большой скоростью (до 1,5-2,0 м/с). Одновременно через фурму 4 осуществляется пульсация газового потока. Так как скорость всплывания пузырьков газа в расплаве составляет 0,6-0,7 м/с, то взаимодействие пульсирующих потоков происходит на глубине 0,5-0,7 глубины расп-пава в ковше. При этом всплывающие пузырьки вдуваемого газа встречаются с нисходящим потоком жидкого металла, дробятся на более мелкие и начинают двигаться вниз, а затем вверх, в результате чего длительность взаимодействия газа с расплавом увеличивается, а рафинир лощая способность газа используется более полно.
Пример. В 250-TQHHOM стале- разливочном ковше обрабатывают сталь 3
Предварительное раскисление проводят ферромарганцем5 на нижний предел марганца с учетом остаточного, и кусковым ферросилицием. Окончательное раскисление проводят кусковым алюминием в количестве 0,8-1,1 кг/т, вводимым в ковш.
В качестве рабочего газа для продувки стали используют чистый аргон марки А, а для вытеснения стали из пульсационной колонны - технический азот. Температура металла перед выпуском находится в пределах 1600- 1610 С, а после обработки 1580-1590 с при длительности обработки 6 мин.
Для проведения анализа содержания газов и неметаллических включений
Примем а ние. Содержание азота по обоим способам одинаковое и в .процессе
обработки практически не- изменяется
Полученные результаты соответстзхгют оптимальным режимам
обработки.
,
16218
в металле пробы металла отбирают до и после раскисления стали и в середина разливки.
В процессе обработки относитель- 5 ное погр -жение колонны в металл составляет (абсолютное - 1,35 м, а расход аргона и азота соответственно 200 и (300-340) . Периодичность пульсаций газа при продувке 10 и металла в колонне равна 3,3 с.
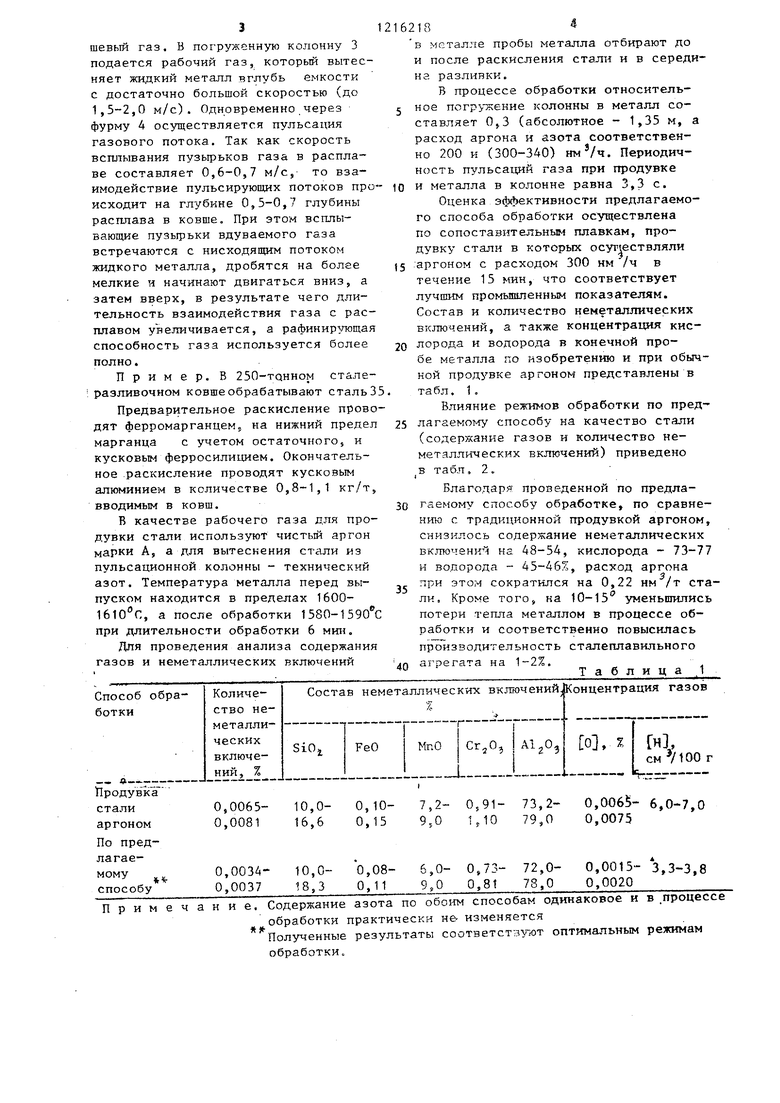
Оценка эффективности предлагаемого способа обработки осуществлена по сопоставительным плавкам, продувку стали в которых осугшствляли (5 аргоном с расходом 300 нм /ч в течение 15 мин, что соответствует лучшим промышленным показателям. Состав и количество неметаллических включений, а также концентрация кис- 20 лорода и водорода в конечной пробе металла по изобретению и при обычной продувке аргоном представлены в табл. 1.
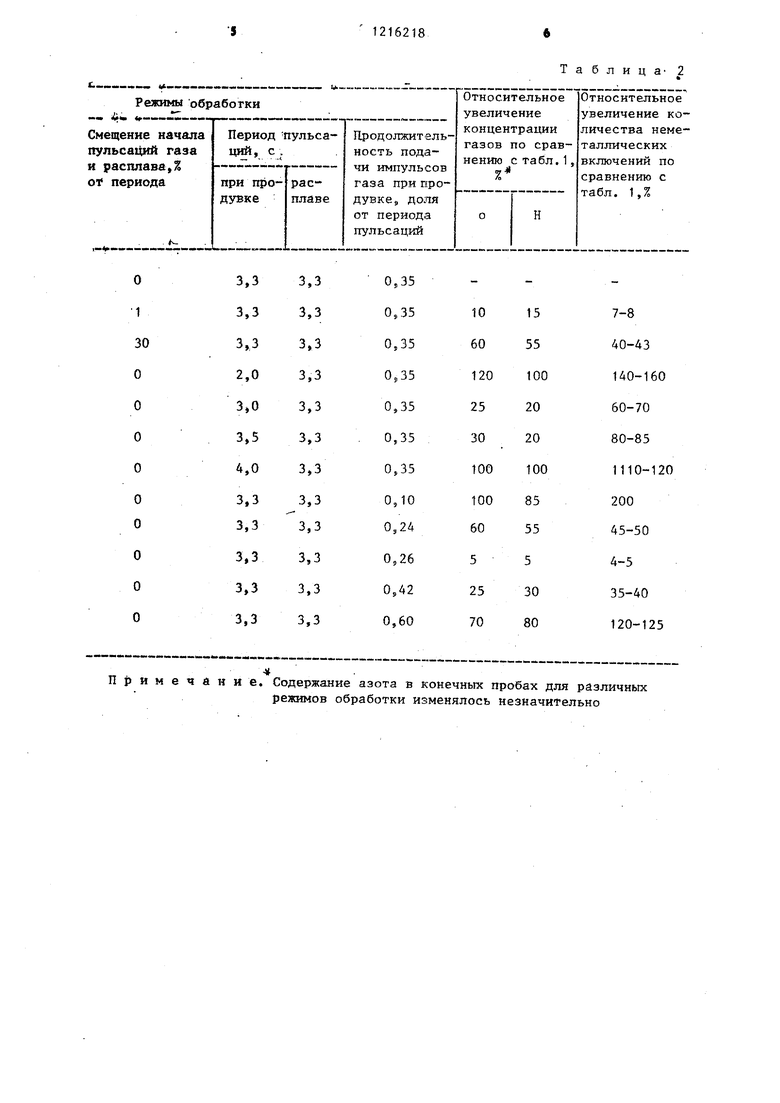
Влияние режимов обработки по пред- 5 лагаемому способу на качество стали (содержание газов и количество неметаллических включений) приведено в табл, 2.
Благодаря проведенной по предла- 0 гаемому способу обработке, по сравнению с традиционной продувкой аргоном, снизилось содержание неметаллических включенич на 48-54, кислорода - 73-77 и водорода - 45-46%, расход аргона J при этом сократился на 0,22 стали. Кроме того, на 10-15 уменьшились потери тепла металлом в процессе обработки и соответственно повысилась производительность сталеплавильного
о агрегата на 1-2%.
Таблица 1
Примечание. Содержание азота в конечных пробах для различных
режимов обработки изменялось незначительно
Таблица- 2
Фиг. 2.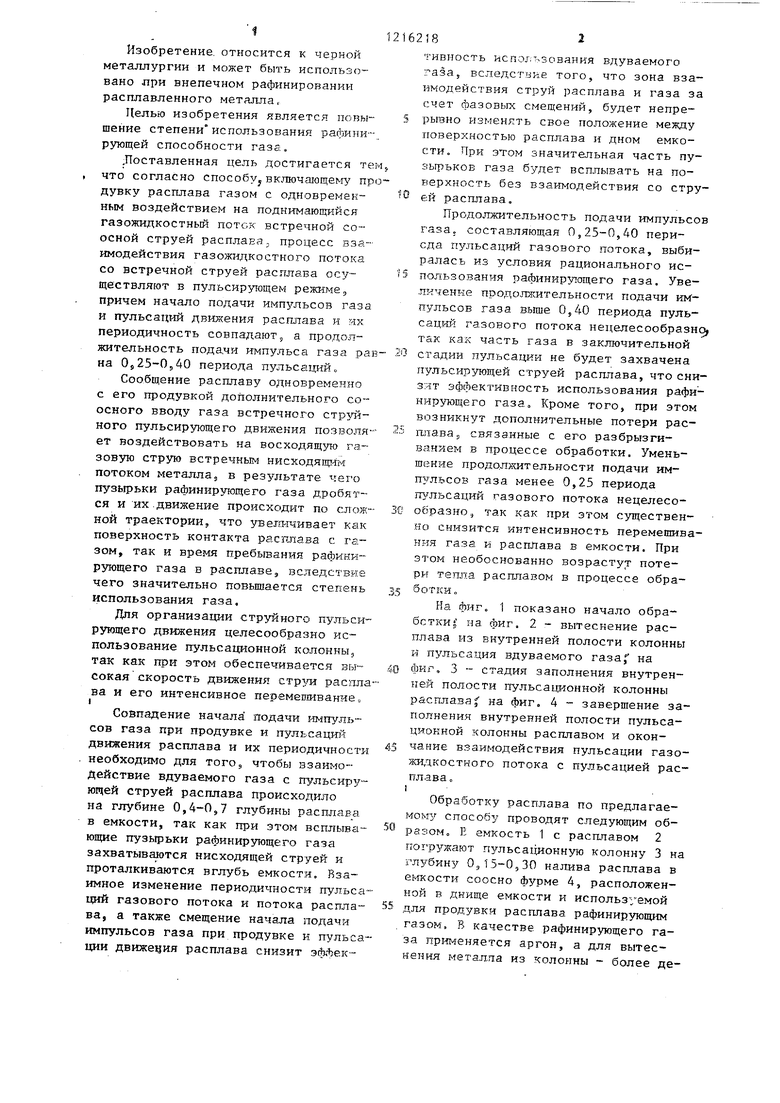
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ | 2000 |
|
RU2192482C2 |
| ПЕРЕДВИЖНОЙ МОДУЛЬ ДЛЯ КОМПЛЕКСНОЙ ОБРАБОТКИ МЕТАЛЛА В КОВШЕ | 2003 |
|
RU2370547C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ СТАЛИ | 2002 |
|
RU2201458C1 |
| Способ циркуляционного вакуумирования металлического расплава | 2016 |
|
RU2660720C2 |
| Способ выплавки трансформаторной стали | 1982 |
|
SU1052546A1 |
| Способ производства малоуглеродистой стали | 1978 |
|
SU789591A1 |
| СПОСОБ РАФИНИРОВАНИЯ ЖИДКОЙ СТАЛИ | 1973 |
|
SU404862A1 |
| СПОСОБ РАСКИСЛЕНИЯ СТАЛИ В КОВШЕ | 2014 |
|
RU2562848C1 |
| Способ производства стали | 1977 |
|
SU692862A1 |

ггл ;
ос
-р v.-
.v
if Siilll
4 Фиг.
ФигА
Редактор Р. Цицика
Составитель В. Трегубенко
Техред А.Бабинец Корректор А. Зимокосов
Заказ 963/30Тираж 552Подписное
ВШТИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Явойский А.В., Хисамутдинов Н.Е | |||
| Массообменные процессы в реакционной зоне кислородного конвертера с пульсирующей продувкой | |||
| Известия вузов, Черная металлургия, № 5, 1982 | |||
| Способ рафинирования чугуна в ковше | 1979 |
|
SU773079A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
