Изобретение относится к неразру- шающему контролю и может быть использовано при ультразвуковом контроле криволинейных изделий., имеющих переменный радиус кривизны поверхноти
Целью изобретения является увеличение точности контроля изделий с переменным радиусом кривизны поверхности.
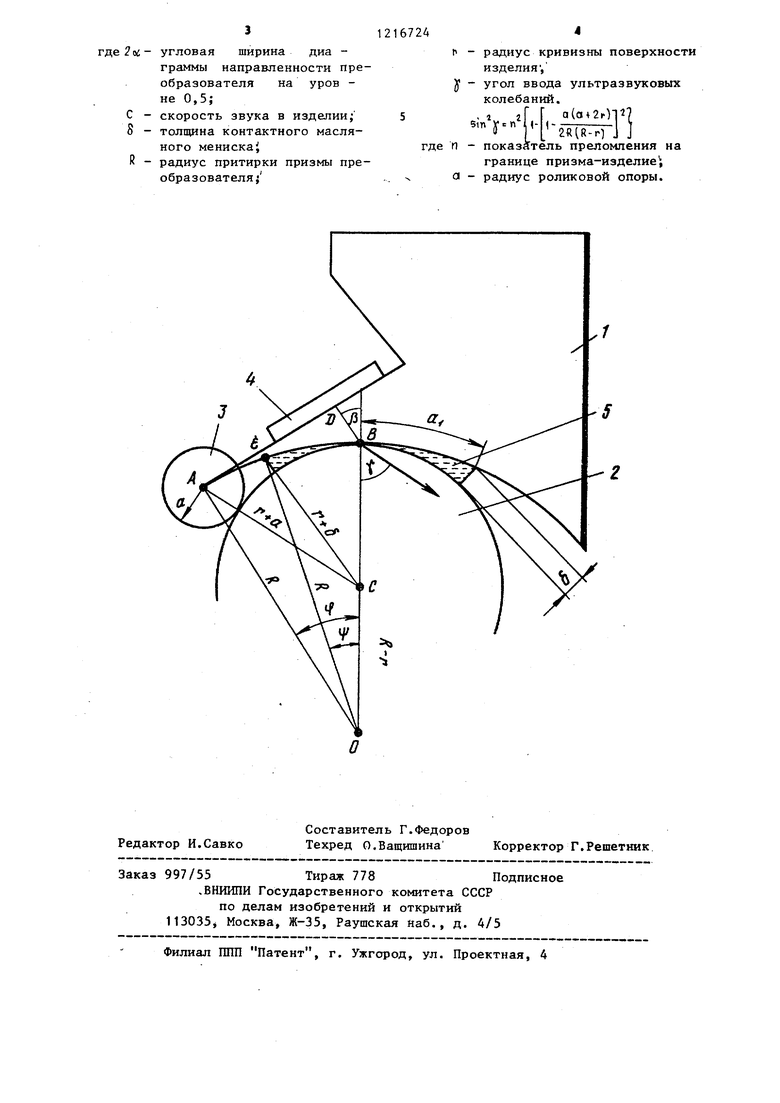
На чертеже представлена схема проведения ультразвукового контроля криволинейных изделий. Призматический совмещенный преобразователь 1 с притертой по радиусу R контактной поверхностью размещен на контролируемом изделии 2, например гибётрубопровода, с переменным радиусом f кривизны поверхности. Преобразователь 1 перемещается по поверхности изделия 2 с помощью роликовой опоры 3, радиус которой равен а . Грань AD преобразователя 1, на которой установлена .пьезоплас тииа 4, срезана по касательной к контактной поверхности А Б преобразователя 1. Между поверхностью АВ и поверхностью изделия располагается масляный мениск 5 толщиной о . Устройство для измерения кривизны поверхности установлено на преобразователе и перемещается вместе с ним.
Способ ультразвукового контроля криволинейных изделий осуществляется следующим образом.
По контролируемому изделию 2 перемещается с помощью роликовой опоры 3 призматический преобразователь 1, излучающий посредством пьезоплас тины 4 ультразвуковой зондирующий импульс, формирующий в изделии 2 диаграмму направленности. При изменении радиуса кривизны контролируемого изделия изменяется также и размер площадки акустического контакта, что приводит к изменению диаграммы направленности излучения преобразователя 1. Это приводит к изменение амплитуды эхо-сигнала от дефекта, что приводит к пропуску таковых или недобракоЬки изделия 2 Поэтому, для стабилизации амплитуды эхо-сигнала необходимо корректировать при сканировании ширину диаграммы направленности. Для подобной корректировки измеряют радиус кривизны изделия 2 в зоне нахождения
16724
преобразователя 1 и выбирают частоту f заполнения зондирующего импульса в зависимости от измеренного радиуса по формуле 5
l,89SC/tgei.
{
()
где 2 ot - угловая ширина диаграммы направленности, преобразователя, С - скорость звука в изделии
S - толщина контактного масляного мениска/
R - радиус притирки призмы преобразователя ,
f - радиус кривизны поверхности изделияi
У - угол ввода ультразвуковых колебаний, 2.. л. Г. С((а + 2Н1
Sin
, Г г C((a + 2H-j57
rTr2T(F;rib
2R(R-r) n - показатель преломления на
границе призма-изделие; а - радиус роликовой опоры. Затем принимают отраженный от дефекта эхо- сигнал и по амплитуде и времени приема этого эхо-сигнала судят о размерах и местоположении дефекта.
Формула изобретения
Способ ультразвукового контроля криволинейных изделий, заключающийся в том, что сканируют по изделию призматическим совмещенным преобразователем с роликовой опорой, излучают в изделие ультразвуковой зондирующий импульс, принимают отраженный от дефекта эхо-сигнал и по амплитуде и времени приема этого эхо-сигнала судят о размерах и местоположении
дефекта, отличающийся
тем, что, с целью повышения точности контроля изделий с переменным радиусом кривизны поверхности, измеряют радиус кривизны изделия в зоне нахождения преобразователя и выбирают частоту i заполнения зондирующего импульса в зависимости от измеренного радиуса по формуле
55
, I.895C /tgot.
угловая ширина диа граммы направленности преобразователя на уров - не 0,5;
скорость звука в изделии; толщина контактного масляного мениска
радиус притирки призмы преобразователя {
г - радиус кривизнь: поверхности
изделия , у - угол ввода ультразвуковых
колебаний. .1 гГ а(а4201
ГЧ -Г2Щ:7г 1
п - показатель преломления на
границе призма-изделие, а - радиус роликовой опоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий с криволинейной поверхностью | 1984 |
|
SU1201761A1 |
| Способ настройки ультразвукового призматического преобразователя с пьезопластиной | 1986 |
|
SU1381386A1 |
| Способ контроля качества акустического контакта при ультразвуковой дефектоскопии | 1983 |
|
SU1310710A1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ ПОВЕРХНОСТНЫХ ВОЛН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2520950C1 |
| Пьезоэлектрический преобразователь для ультразвукового контроля | 1985 |
|
SU1306318A1 |
| Способ ультразвукового неразрушающего контроля | 2023 |
|
RU2820460C1 |
| Устройство для ультразвукового контроля труб | 1984 |
|
SU1244582A2 |
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| Способ высокоскоростной ультразвуковой дефектоскопии длинномерных объектов | 2021 |
|
RU2756933C1 |
| Устройство ультразвукового контроля труб | 1987 |
|
SU1522090A1 |
Изобретение относится к неразрушающему контролю и может быть использовано при ультразвуковом контроле криволинейных изделий, имеющих переменный радиус кривизны поверхнос ти. Целью изобретения является повышение точности контроля изделий с переменным радиусом кривизгхы поверхности. При осуществлении способа ультразвукового контроля криволинейных изделий предлагается дополнительно измерять радиус кривизны изделия в зоне нахождения преобразователя и в зависимости от этого радггу- са выбирать частоту i заполнения зондирующего импульса по формуле 1.895C/taet где i (S 2pl/R-r.(co5V-5in4) 2 угловая ширина диаграммы направленности преобразователя; С - скорость звука в издел1щ, 8 - толщина контактного масляного мениска; R - радиус притирки призмы преобразователя, г - радиус кривизны поверхнос ти изделия; У - угол ввода ультразвуковых колебаний, . 2 2Г Г, a(a-2r)fl Г t i где п - показатель преломления на границе призма-изделие/Q - радиус роликовой опоры. Способ ультразвукового контроля позволяет стабилизи- . ровать амплитуду ультразвукового эхо-сигнала при измененш кривизны поверхности за счет корректгфовки ширины диаграммы направленности, ос тцествляемой с помощью изменения частоты заполнения зондирующего и шульса. 1 ил. i СЛ С N5 S vj ГС 4;:
Редактор И.Савко
Составитель Г.Федоров Техред О.Ващишина
Заказ 997/55Тираж 778Подписное
.ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035j Москва, Ж-35, Раушская йаб., д. 4/5
Филиал ГОШ Патент, г. Ужгород, ул. Проектная, 4
Корректор Г.Решетник
| ИСКАТЕЛЬ К УЛЬТРАЗВУКОВОМУ ДЕФЕКТОСКОПУ | 0 |
|
SU303584A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ультразвукового контроля труб | 1980 |
|
SU932396A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
