Изобретение относится к металлоо работке и может быть использовано при производстве зубчатых колес.
По основному авт.св. № 865566 известен способ обработки зубьев цилиндрических колес зуборезной гребенкой в условиях непрерывного обката, согласно которому производят возвратно-поступательное движение гребенки под углом к торцовой поверхности колеса и ее непрерывное прямолинейное равномерное движение, согласованное с непрерывным вращением обрабатьюаемого колеса вокруг своей оси, а равномерное прямолинейное движение гребенки производят в направлении, параллельном торцовой плоскости обрабатываемого колеса.
Однако известный способ не позволяет обрабатывать колеса с профильной модификацией, зубьев.
Цель изобретения - получение зубьев с профильной модификацией.
Поставленная цель достигается тем, что зуборезной гребенке сообщают дополнительный вокруг оси, параллельной торцовой плоскости обрабатываемого колеса поворот, который при обработке одной стороны зуба .начинают в момент профилирования наРедактор А.Ревин
Составитель В.Слиткова Техред О.Неце
Заказ 1039/17
Тираж 1000Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
17595 2
чальной точки линии модификации головки зуба и заканчивают в момент профилирования точки у вершины зуI.- ба и в обратном порядке - при обра5 ботке другой стороны зуба.
На чертеже изображена схема предлагаемого способа.
Способ осуществляют следующим образом.
10 Заготовке обрабатываемого колеса 1 сообщают непрерывное вращение вокруг оси , по стрелке А. Зуборезной гребенке 2 задают возвратно- поступательное движение в направле15 НИИ стрелок В и С и подачу параллельно торцовой плоскости обрабатываемого колеса в направлении стрелки D. В период времени, когда Профилируется участок по линии модификации
20 вершины зуба инструмент поворачивают вокруг оси ., параллельной торцовой плоскости обрабатываемого колеса в направлении стрелки Е, причем поворот начинают при обработке од25 ной стороны зуба в момент профилирования начальной точки линии модификации головки зуба и заканчивают в момент профилирования точки у вершины зуба и в обратном порядке 30 при обработке другой стороны зуба.
Корректор И.Муска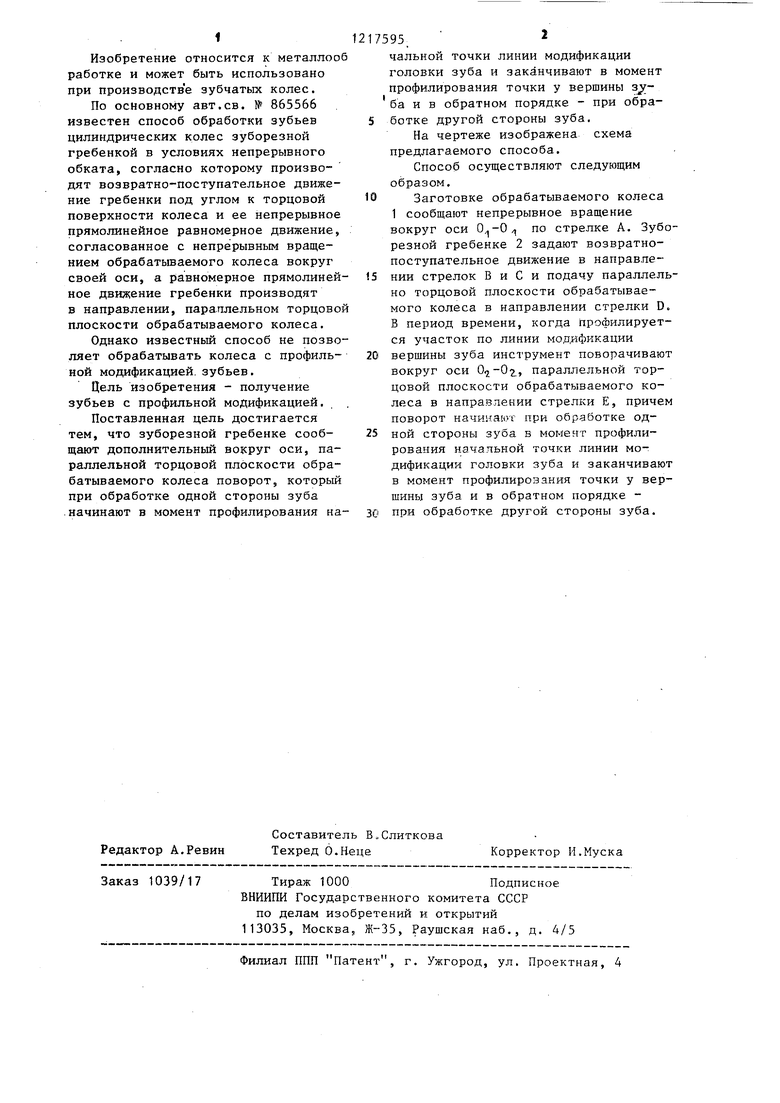
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубьев цилиндрических колес | 1982 |
|
SU1065115A2 |
| Способ обработки зубьев цилиндрических колес | 1978 |
|
SU865566A1 |
| Способ обработки зубьев цилиндрических колес | 1983 |
|
SU1712082A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| Способ обработки зубчатых колес с криволинейной формой эвольвентных зубьев | 1987 |
|
SU1526935A1 |
| ГРЕБЕНЧАТАЯ ФРЕЗА | 2006 |
|
RU2323069C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2497636C1 |
| Способ обработки цилиндрических зубчатых колес | 1983 |
|
SU1139583A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |

| Способ обработки зубьев цилиндрических колес | 1978 |
|
SU865566A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
