1
Изобретение относится к дуговой сварке разнородных металлов неплавящимся электродом в среде инертного газа и .может быть применено в маши- нортроении при изготовлении сварных конструкций из металлов с различной температурой плавления, таких как сталь и алюминий, титан и алюминий, их сплавы.
Цель изобретения - повьшение качества сварных соединений путем повьшения точности определения объе сварочной ванны при изменяющемся тепловом контакте между свариваемым кромками вдоль линии соединения.
На фиг о 1 показана схема сварки внахлестку разнородных металлов 1 и 2 с образованием жидкого металла на тугоплавком металле 1 под сварочным электродом 4 и сварочной ванны с наплывом 6 на торец кромки тугоплавкого металла 1 .
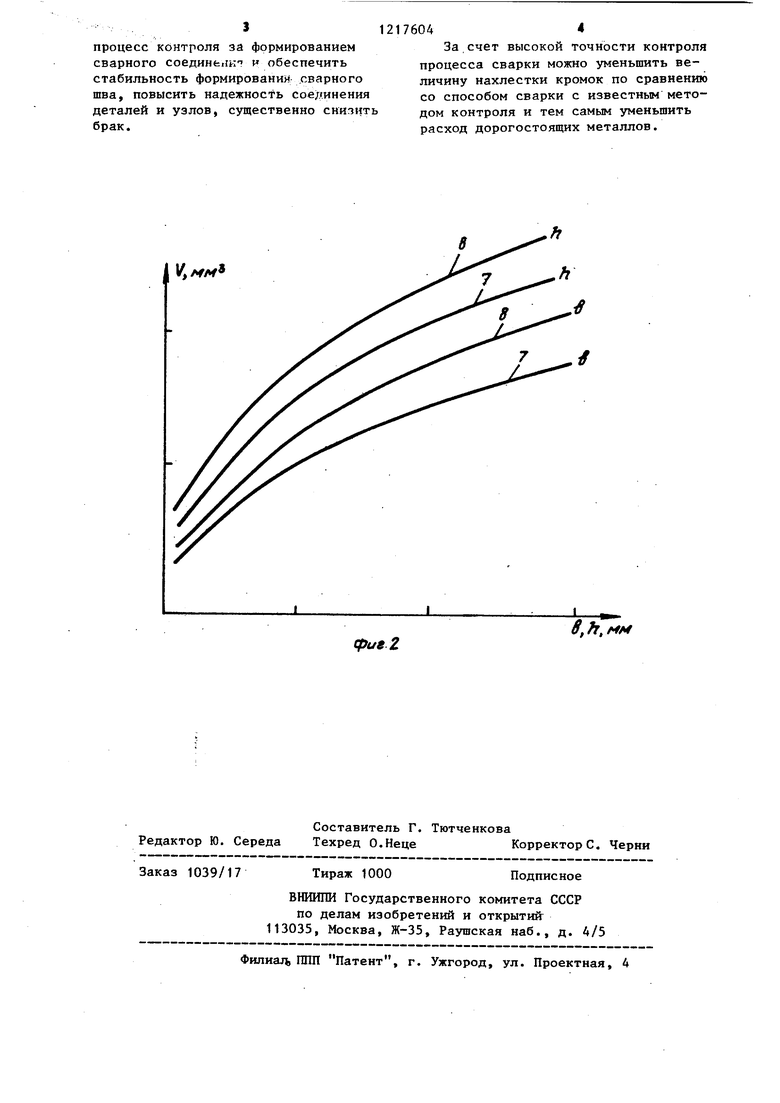
На фиг. 2 - экспериментально полученные зависимости объема V сварочной ванны 5 от расстояния b (от торца кромки тугоплавко.го металла до границы расплава легкоплавкого металла) и высоты h наплыва 6 при сварке стали с алюминием с применением флюса для растекаемости легкоплавкого металла 2. Зависимости 7 получены для соединения алюминия толщиной 2,0 мм со сталью толщиной 1,5 мм с величиной -нахлестки кромок 14 мм. Зависимости 8 получены при тех же условиях, только при толщине алюминия 4 мм.
Полученные Зависимости отражают объективную закономерность изменения объема сварочной ванны при сварке внахлестку разнородных металлов от параметров напльюа b и h . Закономерность зависимостей не изменяется от тепловложения, теплового контакта условий сборки, закрепления и размеров кромок.
Наплыв 6 хорошо виден со стороны сварочного элект ода 4 и с достаточно высокой точностью могут быть определены параметры b и h наплыва. Наприме р, параметр b может быть визуально определен по меткам, нанесенным перед сваркой на металл 2 с точностью 0,5 мм (10%). Такой метод использован при эк сперименталь ном осуществлении предлагаемого способа. Параметр Ь может быть определен с более высокой точностью с
04
помощью микроскопа с измерительной шкалой, например, типа МПБ-2, который жестко связан со сварочной горелкой и ориентирован на область
наплыва. При этом точность определения параметра b составляет 0,1 мм (2%). С такой же точностью этот параметр может определяться посредством промыишенной телевизионной
установки с метками на мониторе.
Параметр h наплыва можно определять с помощью контактного датчика. Точность определения объема сварочной ванны однозначно определяется точностью замера параметров b или h наплыва: 10% - с помощью меток; 2% с помощью микроскопа или ПТУ, что значительно выше, чем по известному способу по крайней мере в 3-4 раза.
Таким образом, наиболее простой схемой осуществления предлагаемого способа является контроль процесса сварки по объему сварочной ванны, который определяется измерением
параметра Ь наплыва. Наиболее просто это измерение производить визуально по меткам или с помощью измерительного микроскопа. Точность измерения может достигать 2%, что является
весьма высокой точностью.
При изменении величины наплыва в процессе сварки, которое может быть обнаружено визуально по меткам
или посредством микроскопа, и которое указывает на пропорциональное изменение объема сварочной ванны, производят регулирование тепловложения в свариваемые кромки или изменяют
величину смещения электрода относительно торца кромок. При этом тепло- вложение изменяют обратно пропорционально, а величину смещения прямо пропорционально величине напльгоа,
например, величине параметра b . Регулирование тепловложения производят следующим образом: при увеличении наплыва (увеличение параметра b ) уменьшают тепловложение за счет
увеличения длины дуги или скорости сварки и уменьшения силы сварочного тока. При уменьшении наплыва поступают наоборот. Таким образом, поддерживают величину наплыва в заданных пределах.
Высокая точность контроля объема сварочной ванны позволяет улучшить
процесс контроля за формированием сварного соединенк и обеспечить стабильность формирования .сварного шва, повысить надежность соединения деталей и узлов, существенно снизить брак.
1217604
За счет высокой точности контроля процесса сварки можно уменьшить величину нахлестки кромок по сравнению со способом сварки с известным методом контроля и тем самым уменьшить расход дорогостоящих металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ТРУБАМИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2002 |
|
RU2197366C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| Способ дуговой сварки тонколистовых элементов | 1981 |
|
SU1004050A1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| Способ сварки в нахлестку разнородных металлов | 1973 |
|
SU484059A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |

V.
8
Редактор Ю. Середа
Составитель Г. Тютченкова
Техред О.НецеКорректоре. Черни
Заказ 1039/17
Тираж 1000
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал, ППП Патент, г. Ужгород, ул. Проектная, 4
cpueZ
8, h, мм
Подписное
| Сварка разнородных металлов и сплавов | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коловратный насос с кольцевым поршнем, перемещаемым эксцентриком | 1921 |
|
SU239A1 |
