1
Изобретение относится к прокатном производству и может быть использовано на всех сортовых и проволочных прокатных станах при прокатке заготовок преимущественно для получения стали со специальной отделкой поверхности, а также различных деталей типа тел вращения, изготавливаемых с удалением поверхностного слоя металла путем механической обработки.
Цель изобретения - уменьшение 6т- хЬдов металла при механической обработке.
На чертеже показана предлагаемая заготовка с изображенными на ней дефектным слоем И слоем снимаемого при механической обработке металла, поперечное сечение. .
Заготовка выполнена в виде стержня 1 круглого сечения радиуса R с четырьмя продольными симметричными участками впадин 2, выполненными радиусом Rj. и расположенными под углом 45° к плоскости прокатки чистового калибра, т.е. под углом 45° к разъему 3 и дну 4 калибра. В силу специфики горячей прокатки заготовки име- ют поверхностный дефектный слой 5, глубиной t в местах разъема и дна калибра и t( - по плечам калибра. Для получения стали со специальной отделкой поверхности, например серебрянки, на заготовках предусмотрен припуск 6 на механическую обработку, равный (t, + &), где л - слой металла, гарантирующий полное удаление поверхностных дефек,тов. Глубина h продольных участков впадин 2 заготовки выполнена равной (О,3-0,7)t из следующих соображений.
Так как глубина дефектного слоя в местах разъема или дна калибра равна t и по плечам калибра t глубина h должна быть равна (t-t,), из практики известно, что t, (0,3- 0,7)t, следовательно, глубина h должна равняться
h t -(0,3-0,7)t (0,3-0,7)t
В том случае, когда h 0,3 t, уменьшение съема металла при механической обработке и повышение выхода годной стали незначительно и дополнительные расходы,,связанные с применением предлагаемой заготовки, не .оправдывают себя, если же
02
,7 t, то в некоторых случаях при обточке дефекты удаляются не полностью, что требует переточки на меньший размер.
Длина дуг участков с минимальной глубиной дефектов составляет примерно 0,075-0,125 длины окружности, следовательно, суммарная длина дуг участков впадин должна соетавлять 0,3-0,6 длины окружности поперечного сечения заготовки. Если длина дур этих участков меньше 0,3 длины окружности, выход годного уменьшается незначительно и применение предлагаемой заготовки становится нецелесообразным, если -длина больше 0,6 длины окружности, возникают дополнительные трудности, связанные с усложнением процесса прокатки.
Пример. Для получения прутков со специальной отделкой поверхности (серебрянка) из стали Р6АМ5 диаметром «i 10 мм стержень 1 кв.
100 мм прокатывают на стане 250 за 21 проход на катанку i 11 мм. В чистовом калибре по его плечам нарезают специальные участки для формирования продольных впадин 2 радиусом
Rj, 10 мм и глубиной h 0,2; 0,3; 0,5; 0,7; и 0,8 t,, .
Практика прокатки на.стане 250 показывает, что максимальная глубина t дефектного слоя 5 при прокатке
катанки «i 11 мм в местах разъема 3 калибра составляет 0,4 мм, следовательно, глубину h берут равной соответственно 0,08; 0,12; 0,20; 0,28; и 0,32 мм Суммарнзто длину дуг
продольных участков берут равной 0,2; 0,3; 0,4; 0,6 и 0,7 от длины окружности поперечного сечения катанки, т„е„ 6,9; 10,4; 13,8; 17,3 и 20,7 мм. Катанку диаметром 11 мм
обтачивают на бесцентрово-токарном станке на прутки диаметром 10 мм, до обточки и после нее прутки взвешивают и определяют количество отходов. После обточки на всех прутках
тщательно проверяют наличие неудаленного дефектного слоя о Результаты приведены в таблице.
Наличие отдельных дефектов на не- которых прутках при h 0,8 t или 0,32 мм приводит к тому, что эти прутки приходится перетачивать на меньший размер, что приводит к увёличению трудоемкости и величины отходов .
Из таблицы видно, что при h 0,2 t или 0,08 мм наблюдается повышенное количество отходов, т„е. применение предлагаемой заготовки с глубиной продольных вогнутых участков меньше 0,3 неэффективны и наре- I
Суммарная длина дуг продольных участков, мм
Масса отходов от обточки, кг/т
Наличие дефектов
Выход годного, %
82,7
Составитель А Маслов Редактор Е, Папп Техред И.Верес Корректор В. Бутяга
1187/13 Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал 1ШП Патент, г. Ужгород, ул. Проектная, 4
зание специального калибра нецелесообразно о
Таким образом, применение предла- гаемой заготовки позволит обеспечить экономию металла на 8,7-27% и повысить производительность труда при механической обработке.
6,9 10,4 13,8 17,3
20,7
158 144
126
115
Отдельные дефекты
83,3 84,2 85,6
87,4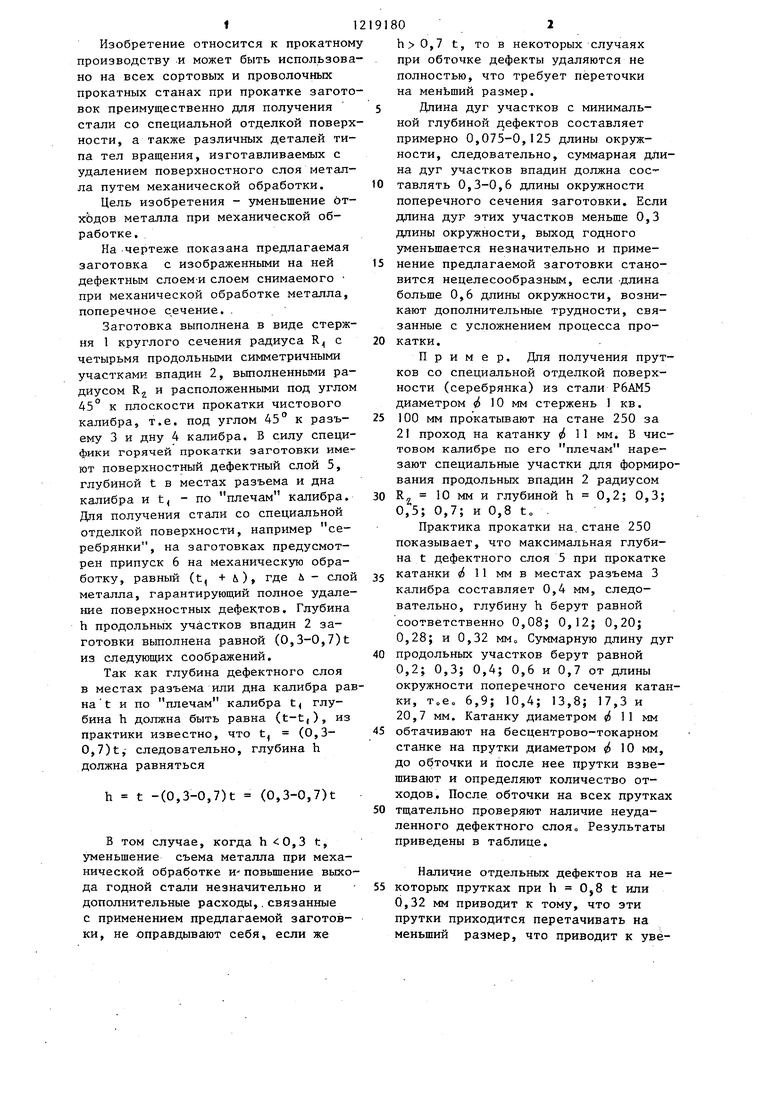

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ зачистки заготовок проката | 1987 |
|
SU1444011A2 |
| Способ зачистки заготовок проката | 1984 |
|
SU1255230A1 |
| Способ изготовления стальных прутков из металлического порошка | 1987 |
|
SU1611571A1 |
| Способ производства труб | 1978 |
|
SU727286A1 |
| Способ получения профиля для производства метчиков | 1989 |
|
SU1643137A1 |
| Способ прокатки сортового металла и катанки | 1989 |
|
SU1729646A1 |
| Способ изготовления деформированных прутков из порошков быстрорежущих сталей | 1986 |
|
SU1431895A2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| Способ нагрева заготовок металла под горячую обработку давлением | 1989 |
|
SU1696508A1 |

