N 15
(21)4684828/02
(22)03.05.89
(46) 23.0.91. Бюл, (72) С.Е.Якимов, Р.3.Малыгин, П.И.Логинов, А.Б.Гросман и А.А.Гордеев
(53)621.771.22.04 (088.8)
(56)Скороходов Н.Е. и др. Калибров- ьи сложных профилей, М.: Металлургия, 1979, с. 210, рис. 546.
(54)СПОСОБ ПОЛУЧГНИЯ ПРОФИЛЯ ДЛЯ ПРОИЗВОДСТВА МЕТЧИКОВ
(57)Изобретение относится к прокатному производству и можег Оыть ис- полсзовано для получения продольной прокаткой в двухвалковых клетях прутков специального профиля для метчиков как на металлургических, так и на заготовительных участках инструментальных производств машиностроительных предприятий. Цель изобретения - расширение технологических возможностей, уменьшение трудоемкости изготовления и расхода металла. Способ прокатки осуществляется в двухвалковсм калибре, ручьи которого образованы дугами окружностей с радиусом, равным радиусу исходной заготовки. При этом на одном ручье имеется по дну один криволинейный выступ, а на другом - два выступа с суммарной площадью, равной площади первого выступа. Угол между выступами равен 120°. В процессе прокатки осуществляют тви последовательных прохода с кантовкой после первых двух на 120°. Первые два прохода осуществляют с переполнением калибра. Расширение технологических возможностей достигается использованием только одного калибра для получения сложного профиля. Кроме того, снижается расход металла и трудоемкость изготовления вследствие исключения механической обработки профиля. 5 ил.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| Способ калибровки профилей П-образной формы | 1988 |
|
SU1526856A1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ И КАТАНКИ | 1991 |
|
RU2015752C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СПОСОБ ПРОКАТКИ ШЕСТИГРАННЫХ ПРУТКОВ | 2009 |
|
RU2418642C2 |
| Способ прокатки сортовых профилей из спеченных материалов | 1979 |
|
SU869970A1 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
Изобретение относится к прокатному производству и может быть использовало для получения продольной прокаткой в двухвалковых клетях прутков специального профиля для метчиков как на металлургических, так и на заготовительных участках инструментальных производств машиностроительных предприятий.
Цель изобретения - расширение технологических возможностей, уменьшения трудоемкости изготовления и расхода металла.
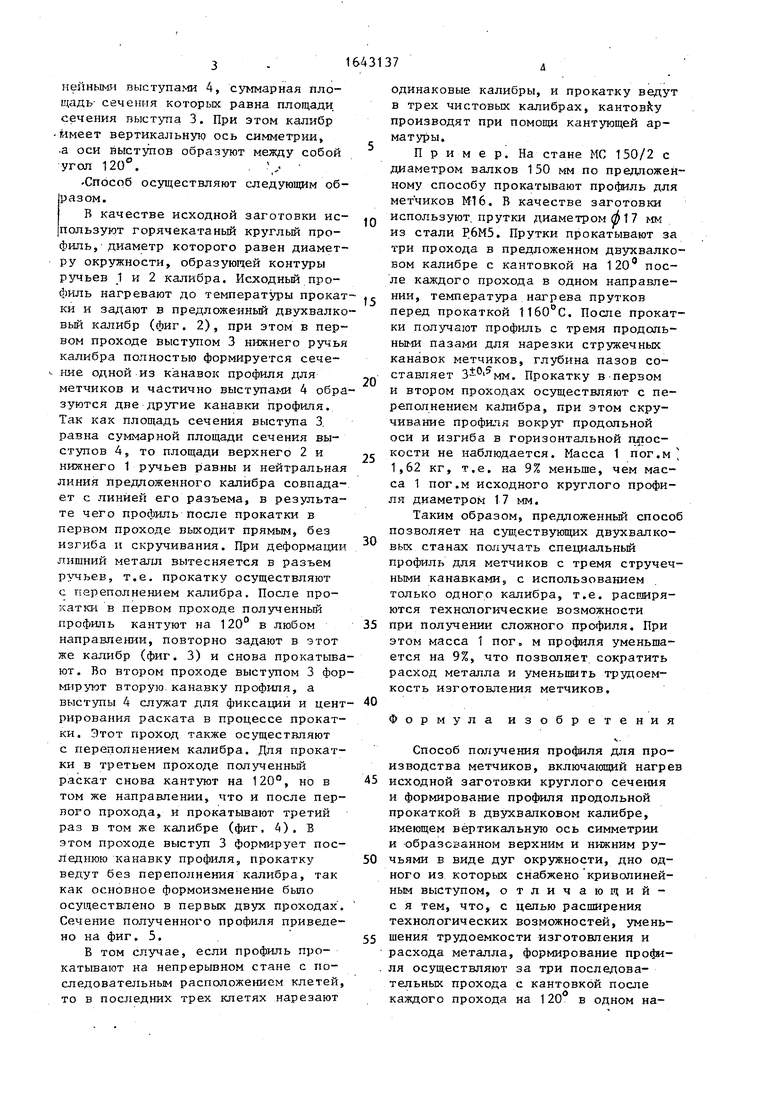
На фиг. 1 показан двухвалковый калибр1, на фиг. 2-4 - три последовательных прохода прокатки исходной круглой заготовки в этом калибре; на фиг. 5 - профиль для метчиков, полученный после прокатки.
Двухвалковый калибр включает нижний 1 и верхний 2 ручьи, дно одного из них, например нижнего 1 ручья, снабжено криволинейным выступом 3, профиль которого соответствует профилю канавки метчика, а стенки верхнего 2 ручья выполнены с двумя кривелио
Ј
GO
со J
ценными выступами 4, суммарная площадь сечения которых равна площади сечения выступа 3. При этом калибр имеет вертикальную ось симметрии, а оси выступов образуют между собой угол 120°.
Способ осуществляют следующим образом.
В качестве исходной заготовки используют горячекатаный круглый профиль, диаметр которого равен диаметру окружности, образующей контуры ручьев 1 и 2 калибра. Исходный профиль нагревают до температуры прокатки и задают в предложенный двухвалковый калибр (фиг. 2), при этом в первом проходе выступом 3 нижнего ручья калибра полностью формируется сечение одной из канавок профиля для метчиков и частично выступами 4 образуются две другие канавки профиля. Так как площадь сечения выступа 3 равна суммарной площади сечения выступов 4, то площади верхнего 2 и нижнего 1 ручьев равны и нейтральная линия предложенного калибра совпадает с линией его разъема, в результате чего профиль после прокатки в первом проходе выходит прямым, без изгиба и скручивания. При деформации лишний металл вытесняется в разъем pv4bes, т.е. прокатку осуществляют с переполнением калибра. После прокатки в первом проходе полученный профиль кантуют на 120° в любом направлении, повторно задают в этот же калибр (фиг. 3) и снова прокатывают. Во втором проходе выступом 3 формируют вторую канавку профиля, а выступы 4 служат для фиксации и центрирования раската в процессе прокатки. Этот проход также осуществляют с переполнением калибра. Для прокатки в третьем проходе полученный раскат снова кантуют на 120°, но в том же направлении, что и после первого прохода, и прокатывают третий раз в том же калибре (фиг, 4). В этом проходе выступ 3 формирует последнюю канавку профиля, прокатку ведут без переполнения калибра, так как основное формоизменение бьио осуществлено в первых двух проходах. Сечение полученного профиля приведено на фиг. 5.
В том случае, если профиль прокатывают на непрерывном стане с последовательным расположением клетей, то в последних трех клетях нарезают
5
0
5
одинаковые калибры, и прокатку ведут в трех чистовых калибрах, кантовку производят при помощи кантующей арматуры.
Пример. На стане МО 150/2 с
диаметром валков 150 мм по предложенному способу прокатывают профиль для метчиков Ml 6. В качестве заготовки
Q используют прутки диаметром фМ мм из стали Р6М5. Прутки прокатывают за три прохода в предложенном двухвалковом калибре с кантовкой на 120° после каждого прохода в одном направлении, температура нагрева прутков перед прокаткой 1160°С. После прокатки получают профиль с тремя продольными пазами для нарезки стружечных канавок метчиков, глубина пазов составляет . Прокатку в первом и втором проходах осуществляют с переполнением калибра, при этом скручивание профиля вокруг продольной оси и изгиба в горизонтальной плоскости не наблюдается. Масса 1 пог.м 1,62 кг, т.е. на 9% меньше, чем масса 1 пог.м исходного круглого профиля диаметром 17 мм.
Таким образом, предложенный способ позволяет на существующих двухвалковых станах получать специальный профиль для метчиков с тремя стручеч- ными канавками, с использованием только одного калибра, т.е. расширяются технологические возможности
5 при получении сложного профиля. При этом масса 1 пог„ м профиля уменьшается на 9%, что позволяет сократить расход металла и уменьшить трудоемкость изготовления метчиков.
0
Формула изобретения
.
Способ получения профиля для производства метчиков, включающий нагрев
5 исходной заготовки круглого сечения и формирование профиля продольной прокаткой в двухвалковом калибре, имеющем вертикальную ось симметрии и образованном верхним и нижним ру0 чьями в виде дуг окружности, дно одного из которых снабжено криволинейным выступом, отличающий- с я тем, что, с целью расширения технологических возможностей, умень5 шения трудоемкости изготовления и расхода металла, формирование профиля осуществляют за три последовательных прохода с кантовкой после каждого прохода на 120 в одном на0
Фиг.2
Фиг 4
Редактор С.Патрушева
Составитель В.Павленко
Техред С.Мигунова Корректор И,Муска
Заказ 1198
Тираж 379
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.1
Фг/г.З
Фиа.5
Подписное
