4аь
&0
ОС Ф
сл
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прутков из порошков быстрорежущих сталей | 1984 |
|
SU1201057A1 |
| Способ деформации спеченных пористых заготовок из вольфрамовых сплавов | 1989 |
|
SU1623834A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| Способ изготовления деформированных прутков из порошков быстрорежущей стали | 1986 |
|
SU1362566A1 |
| Способ деформации спеченных заготовок из вольфрама | 1980 |
|
SU908531A1 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ СПЕЧЕННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ВОЛЬФРАМА | 1986 |
|
SU1431183A1 |
| Способ изготовления деформированных прутков из порошков быстрорежущих сталей | 1980 |
|
SU969457A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
Изобретение относится к порошковой металлургии, в частности к способам изготовления деформированных заготовок из порошков быстрорежущих сталей. Целью изобретения является повьппение выхода годного. Для повышения выхода годного порошка быстрорежущих сталей загружают в контейнер, нагревают до 1050-1150 С, и прокатывают в овальном калибре с вытяжкой 1,4-1,8 и затем подвергают промежуточному обжатию в ребровом калибре с вытяжкой 1,08-1,13. После этого задают следующий калибр без кантовки и прокатывают до заданного размера при отношении диаметра Контейнера к диаметру валков 0,02-0,3. Выход годного при этом повышается с 84 до 99%. 1 табл.
К)
Изобретение относится к порошковой металлургии, в частности к способу изготовления деформированных заготовок из порошка быстрорежущих сталей, и является усовершенствованием способа по авт.св. № 969457.
Цель изобретения - повьшение выхода годного.
Пример. Прокатку капсул ,0 мм с толщиной стенки 2,0 мм, засыпанных распыпенным порошком стали марки 10Р6М5, ведут в калибровке овал-квадрат при 1100°С в валках диаметром 360 мм. Заготовку после про- катки в первом овальном калибре размерами 22,4 у 57,2 вытяжкой 1,47 подвергают промежуточному проходу в ребровом овальном, калибре с вытяжкой 1,08-Р,13, затем в Квадратном калибре без кантовки и далее до заданного размера 0 16,5 мм за четьфе прохода Со средней единичной вытяжкой 1,6.
Концентричность оболочки определя- т на поперечных сечениях прутков Ирошпифованных, отполированных и протравленных в 3%-ном растворе азотной Кислоты в спирте. Затем толщины оболочки на каждом из шлифов проводят с Помощью отсчетного приспособления к .прибору ПМТ-3. Разнотолщинность определяют как разность между максимальМой и минимальной толпцтной оболочки В сечении.
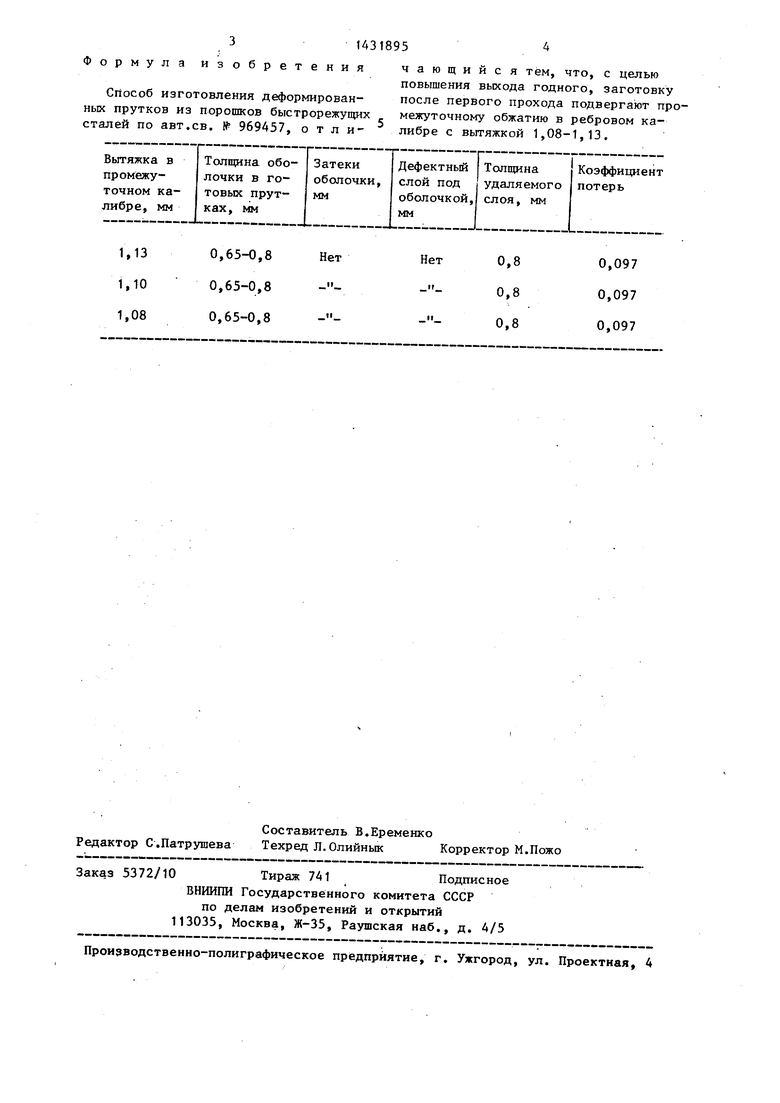
Результаты представлены в таблице.
Значительное уширение, характерное Для начальных стадий уплотнения при йрокатке порошковых заготовок в обо- .Ьочках, -снижает коэффициент выхода Годного из-за потери части материала iipH удалении с прутков неконцентрич- но расположенной оболочки. Неконцентричность оболочки возникает вследст- бие ее малой устойчивости против перемещения в поперечном направлении при задаче овальной заготовки с большим отношением ширины овальной заготовки к ее высоте во второй квадратный калибр.
Оболочка в местах, соответствующих плоскости разъема валков, отслаивается от порошковой составляющей и образует псевдолампасы, т.е. лампасы при ширине заготовки, меньшей ширины калибра. При дальнейшей прокатке эти псевдЗлампасы закатываются и приводят к разнотолщинности оболочки и ее неконцентричному расположению на прут5
0
5
ках. При удалении оболочки с таких прутков, например путем шлифовки при изготовлении серебрянки, часть основного материала теряется и коэффициент выхода годного оказывается низким. Применение промежуточного обжатия в ребровом калибре позволяет доуплот- нить порошковую заготовку в урловиях
Q бокового подпора и малого допустимого уширения. Кроме того, В благоприятном направлении изменяется отношение высоты овала к его ширине. Это облегчает захват заготовки во втором (квадратном) калибре и повьшает площадь контактной поверхности на входе в очаг деформации, что предотвращает отслоение оболочки и образование псевдолампасов в квадрате. Следовательно, предотвращается закатывайие псевдолампасов при последующей прокатке и оболочка в готовом прутке располагается концентрично. Это снижает потери металла при удалении оболочки с прутка и таким образом повышает выход годного.
Если промежуточное обжатие в ребровом калибре меньше 1,08, отслоение оболочки при прокатке во втором (квадратном) калибре предотвратить не удается, т.е. не удается добиться ее концентричного расположения в готовом прутке.
Если обжатие больше 1,13, то заготовка разрушается по кромкам в промежуточном проходе, что снижает выход годного из-за необходимости удаления дефектного слоя большей толщины.
Исследованием установлено, что
0 в прутках, прокатанных по известному способу, толщина оболочки колеблется в пределах 0,6-0,83 мм на сторону. Наряду с этим обнаружены затеки оболочки в основной металл на глубину
5 до 1,5 мм. Суммарная площадь оболочки, определения планиметрированием, составляет 37 мм. При прокатке с промежуточным обжатием в ребровом калибре затеков оболочки в основной
0 металл не обнаружено, толщина оболочки по сечению колеблется от 0,65 до 0,80 мм, разноталщинность меньше, чем по известному способу и составляет 0,15 мм против 0,23 мм, сум1чар5 ная площадь оболочки не меняется.
Выход годного на основании полученных результатов повьш1ается с 84% до 99%.
0
5
Формула изобретения
Способ изготовления деформированных прутков из порошков быстрорежущих межуточному обжатию в ребровом ка- сталей по авт.св. № 969457, о т л и- либре с вытяжкой 1,08-1,13.
чающийся тем, что, с целью повышения выхода годного, заготовку после первого прохода подвергают пр
межуточному обжатию в ребровом ка- либре с вытяжкой 1,08-1,13.
чающийся тем, что, с целью повышения выхода годного, заготовку после первого прохода подвергают про
| Способ изготовления деформированных прутков из порошков быстрорежущих сталей | 1980 |
|
SU969457A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
