1219
Изобретение относится к переработке пластмасс и может быть использовано в машиностроении в устройствах для литья под давлением деталей с поднутрениями из пластмасс типа j фитингов (соединительных частей для пластмассовых труб),
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения формования ю изделий типа фитингов с непрерывным поднутрением.
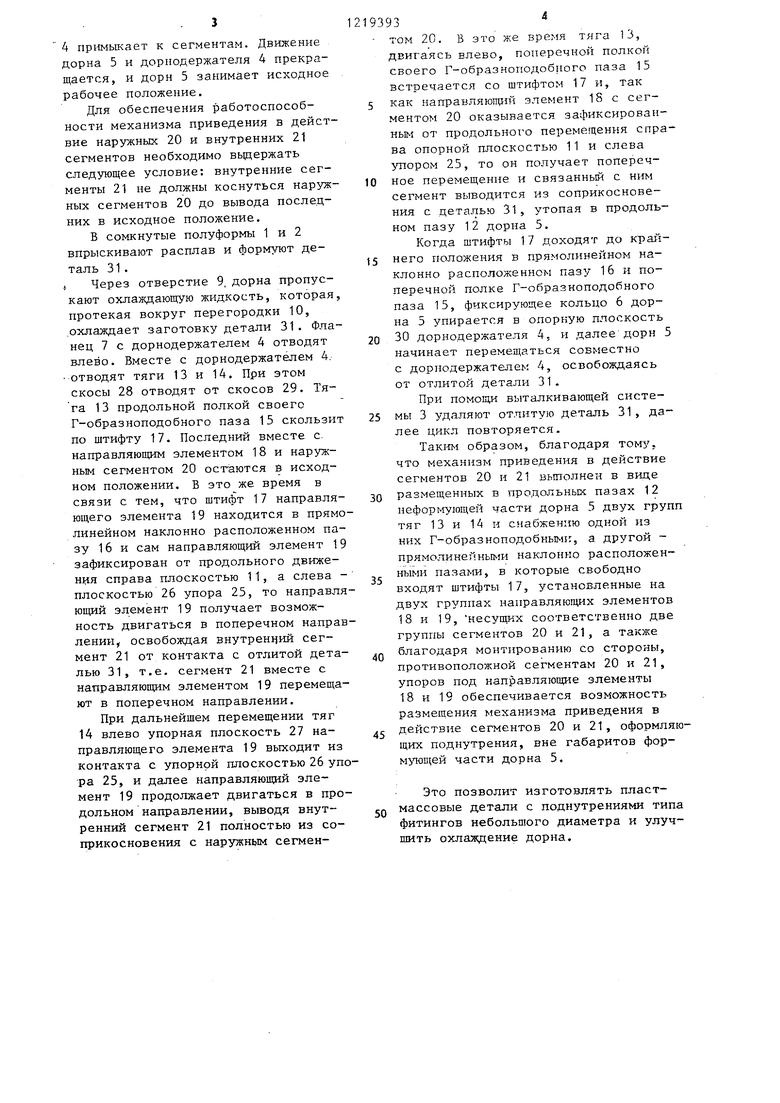
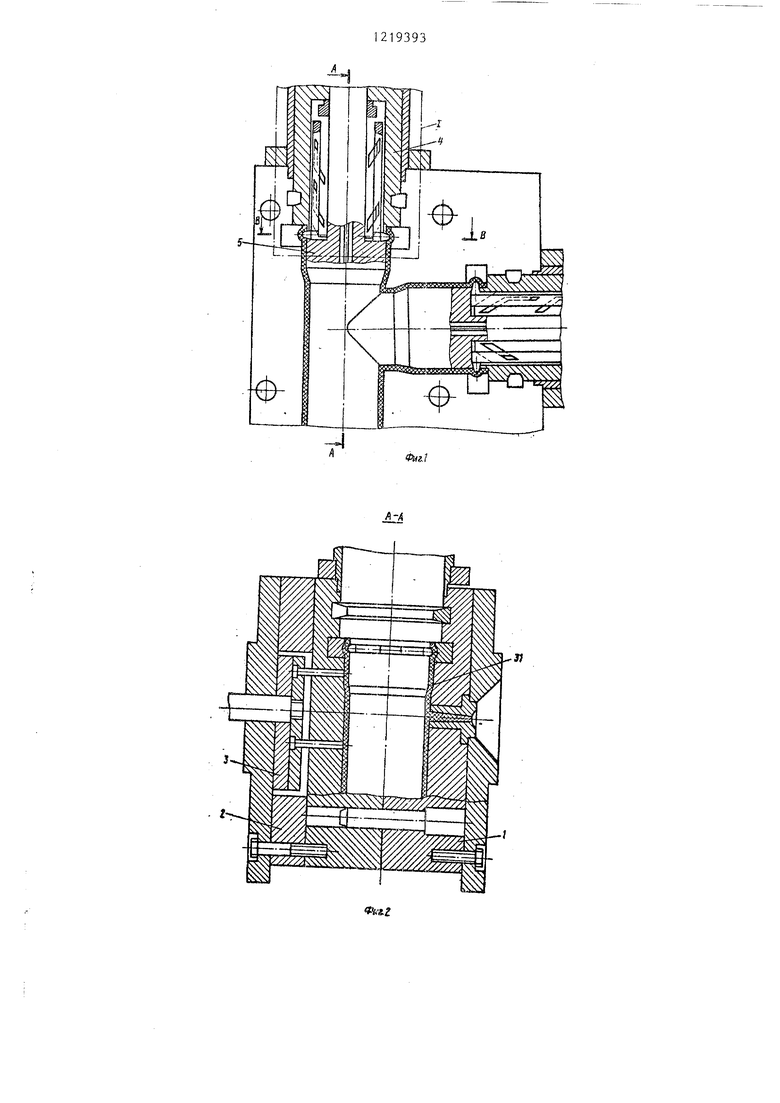
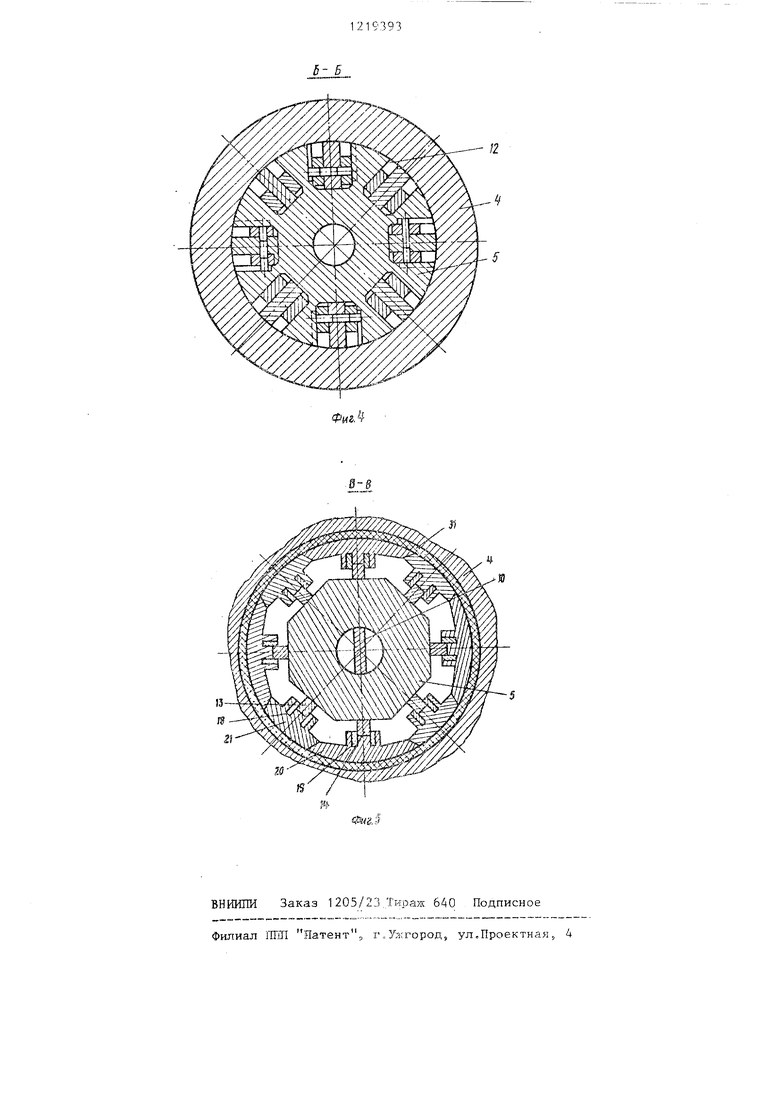
На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на f5 фиг.З - узел I на фиг. 1; на фиг.4- разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг..1.
Устройство содержит неподвижную 1 и подвижную 2 полуформы, выталкиваю- 20 щую систему 3, дорнодержатель 4, дорн 5 с формующей и неформирующей частями и фиксирующим кольцом 6 и фланец 7. Между фиксируюпщми кольцом 6 и фланцем 7 введена пружина 8. 24 В дорне 5 выполнено отверстие 9, в котором установлена перегород- ка 10, Дорн 5 имеет так же упорную плоскость 11, Левая неформующая часть дорна 5 вьшолнена .с продольными пазами 12, в которых расположены две группы fяг 13 и 14. Группа тяг 13 имеет Г-образноподобные пазы 15, а группа тяг 14 - прямолинейные наклонно расположенные пазы 16, через которые свободно проходят ты 17, установленные на двух группах направляющих элементов в виде стержней 18 и 19, несущих вкладыши - две группы сегментов, наружные 20 и внутренние 21 соответственно. Тяги 13 и 14 скреплены с дорнодержате- лем 4 за счет того, что их выступ 22 входит в уступ 23 стопорного кольца 24, крепящегося к дорнодержате- лю 4. На дорне 5 жестко крепится упор 25, имеющий упорную плоскость 26, Направляющие стержни 18 и 19 имеют упорную плоскость 27. Тяги 13 и 14 вьшолнены со скосами 28, сегменты 50 20 и 21 - со скосами 29, а дорнодер- жатель 4 - с опорной плоскостью 30. Пружина 8 удерживает дорн 5 в разомкнутом положении от смещения влево. Группы тяг 13 и 14 и направляю- 53 щие элементы - стержни 18 и 19 представляют собой механизм перемещения вкладьшей для оформления поднутре30
40
5
0 4
0 3
0
0
:s93
ния,, которые вьтолноны в виде груп- пь наружн 1х 20 и ннутренних 21 сегментов .
Устройство работает следующим образом.
Смыкают полуформы 1 и 2. Штоком (lie показал) воздействуют на фланед 7 и вводят дорн 5 в формующую полость полуформ 1 и 2. Лори 5 упирается в торец формующей части и останавливается, а фланец 7 с дорнодержате- лем 4 продолжает двигаться вправо. Вместе с дорнодержателем 4 тгеремеща- ются также тяги 13 и 14.
Тяги 13 поперечной полкой своего Г-образного паза 15 ззгшмодействуют со штифтами 17 направ.чяющих элементов 18.
Перемещаясь по наклонно расположенной поперечной полке паза 15, штифты 17 вместе с направляющими элементами 18 и наружными сегментами 20 разводятся в радиальном направлении. Далее при движении тяги 13 со штифтом 17 контактирует продольная часть паза, благодаря чему нaпpaвляюш e элементы 18 с наружными сегментами 20 остаются в разведенном положении.
Тяги 14, перемещающиеся одновременно с тягами 13, через наклонно расположенные пазы 16 приводят в движение направляющие элементы 19, удерживающие внутренние сегменты 21 . Так как направляющие элементы 19 находятся под упором 25, то они перемещаются з продольном направлении. Выйдя из зацепления с упором 25, направляющие элементы 19 своими внутренними сегментами 21 с одной сторонь упираются в упорную плоскость 11 дорна 5, и продольное пе- ремешение их прекращается. Так как тяги 13 и 14 продолжают свое продольное двшкение, то направляющие элементы 19, оказываясь упорной плоскостью 26 упора 25 и упорной плоскостью 11 дорна 5, под воздействием контактной пары наклонно расположенный паз 16 - штифт 17 продолжают свое движение в поперечном нагфавлении, выдвигая внутренние сегменты 21 наружу, В заключение скосы 28 тяг 13 и 14 входят в контакт со скоса.ми 29 нар гжных и внутренних сегментов 20 и 21, и, таким образом, осуществляется окон- чательное запирание сегментов 20 и 21 В то же время дорнодержатель
4 примыкает к сегментам. Движение дорна 5 и дорнодержателя 4 прекращается, и дорн 5 занимает исходное рабочее положение.
Для обеспечения работоспособности механизма приведения в действие наружных 20 и внутренних 21 сегментов необходимо вьщержать следующее условие: внутренние сегменты 21 не должны коснуться наружных сегментов 20 до вывода последних в исходное положение,
В сомкнутые полуформы 1 и 2 впрыскивают расплав и формуют деталь 31 .
, Через отверстие 9, дорна пропускают охлаждающую жидкость, которая, протекая вокруг перегородки 10, .охлаждает заготовку детали 31. Фланец 7 с дорнодержателем 4 отводят влево. Вместе с дорнодержателем 4.
отводят тяги 13 и 14. При этом скосы 28 отводят от скосов 29. Тяга 13 продольной полкой своего Г-образноподобного паза 15 скользит по штифту 17. Последний вместе с. направляющим элементом 18 и наружным сегментом 20 остаются в исходном положении. В это же время в связи с тем, что штифт 17 направляющего элемента 19 находится в прямолинейном наклонно расположенном пазу 1 6 и сам направляющий элемент 19 зафиксирован от продольного движения справа плоскостью 11, а слева - плоскостью 26 упора 25, то направляющий элемент 19 получает возможность двигаться в поперечном направлении, освобождая внутренний сегмент 21 от контакта с отлитой деталью 31, т.е. сегмент 21 вместе с направляющим элементом 19 перемещают в поперечном направлении.
При дальнейшем перемещении тяг 14 влево упорная плоскость 27 направляющего элемента 19 выходит из контакта с упорной плоскостью 26 упора 25, и далее направляющий элемент 19 продолжает двигаться в продольном направлении, выводя внутренний сегмент 21 полностью из соприкосновения с наружньм сегмен219393
- том 20. В это же время тяга 13, двигаясь влево, поперечной полкой своего Г-образноподобного паза 15 встречается со штифтом 17 и, так 5 как направляю1 1;ий элемент 18 с сегментом 20 оказывается зафиксированным от продольного перемещения справа опорной плоскостью 11 и слева упором 25, то он получает попереч10 ное перемещение и связанный с ним сегмент выводится из соприкосновения с деталью 31, утопая в продольном пазу 12 дорна 5.
Когда штифты 17 доходят до край15 него положения в прямолинейном наклонно расположенном пазу 16 и поперечной полке Г-образноподобного паза 15, фиксирующее кольцо 6 дорна 5 упирается в опорную плоскость
20 30 дорнодержателя 4. и далее дорн 5 начинает перемещаться совместно с дорнодержателем 4, освобождаясь от отлитой детали 31.
При помопщ выталкивающей систе25 мы 3 удаляют отлитую деталь 31, далее цикл повторяется.
TaKiiM образом, благодаря тому, что механизм приведения в действие сегментов 20 и 21 выполнен в виде
30 размещенных в продольных пазах 12
неформующей части дорна 5 двух групп тяг 13 и 14 и снабжению одной из них Г-образноподобными, а другой - прямолинейными наклонно расположенными пазами, в которые свободно входят штифты 17, установленные на двух группах направляющих элементов 18 и 19, несущих соответственно две группы сегментов 20 и 21, а также
-Q благодаря монтированию со стороны, противоположной сегментам 20 и 21, упоров под направляющие элементы 18 и 19 обеспечивается возможность размещения механизма приведения в
j действие сегментов 20 и 21, оформляющих поднутрения, вне габаритов фор- м тощей части дорна 5.
Это позволит изготовлять пласт- 5Q массовые детали с поднутрениями типа фитингов небольшого диаметра и улучшить охлаждение дорна.
35
Фмг.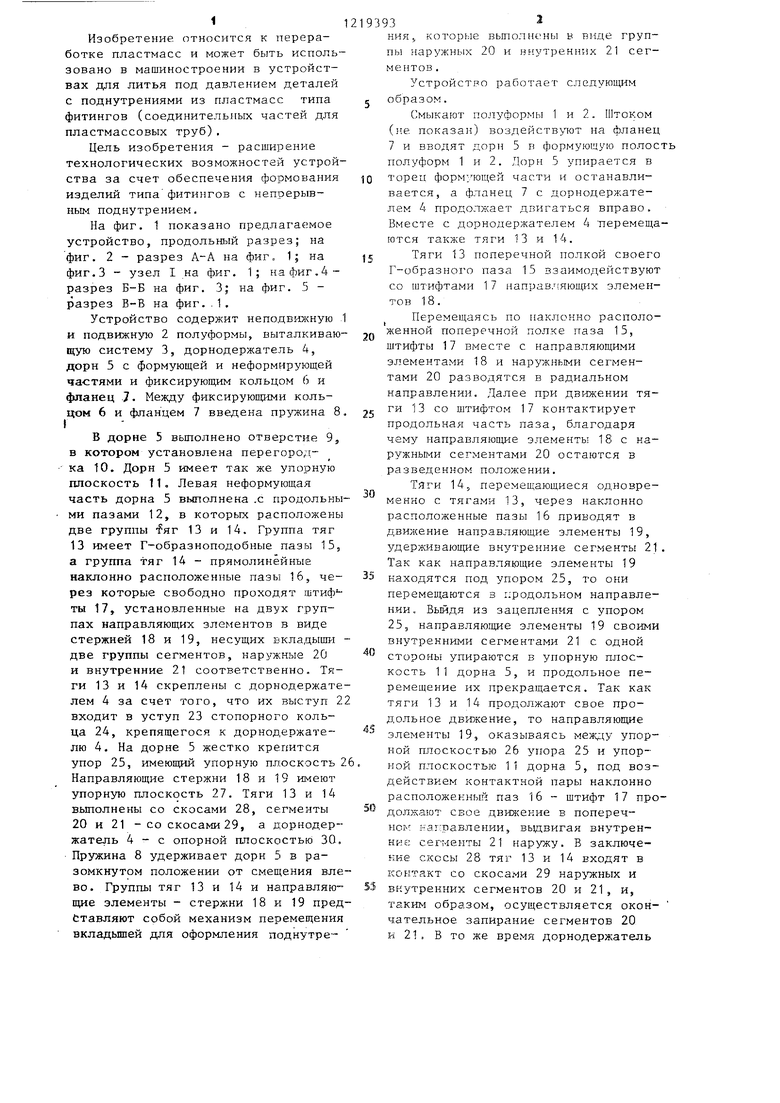
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоколенной гибки труб | 1990 |
|
SU1734907A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1391918A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| Устройство для многоколенной гибки труб | 1977 |
|
SU722634A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ОТЛИВОК С ПОДНУТРЕНИЯМИ ИЗ МЕТАЛЛОВ И ПЛАСТИЧЕСКИХ МАСС | 1992 |
|
RU2022701C1 |
| Песс-форма для литья под давлением | 1976 |
|
SU609595A1 |
| Литьевая форма для полимерных изделий | 1984 |
|
SU1248836A1 |
Фиг.
21
Л
| Дубов К.Х | |||
| Технологическая оснастка для переработки термопластов | |||
| М., ЦНШТЭстроймаш, 1983, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU979128A1 |
| Солесос | 1922 |
|
SU29A1 |
