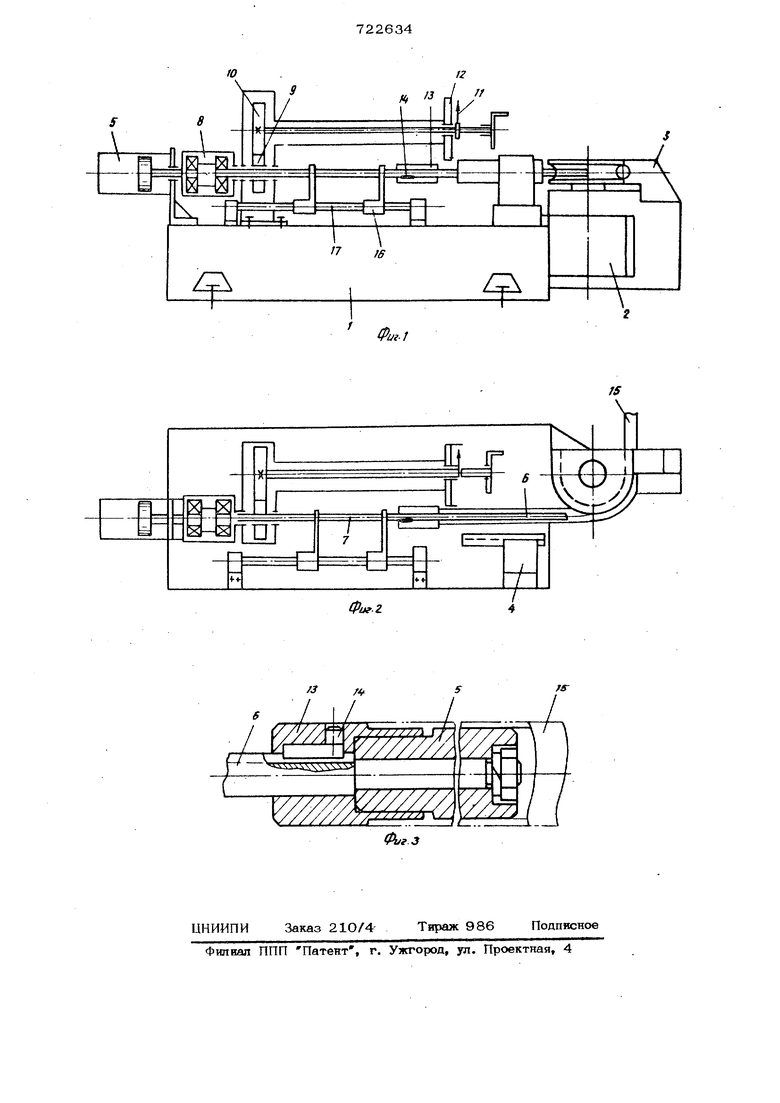
Изобретение относится к области тру- богибочного производства, в частности к трубогибочному оборудованию. Известно устройство для пооперационной гибки многоколенных труб l, в котором углы гиба каждого колена устанавливаются перед гибкой переставным к лачком или с помощью программирующего устройства, включающего в себя датчик угда поворота гибочного вала. Расстояние между соседними гибами задается заранее установкой кулачков по линейке вдоль станины станка или расстановкой Откидных флажков-упоров. Угол поворота трубы в другую плоскость гиба в указанных устройствах определяется виауаль но, по разметке или по специальной шкал Передача вращения от трубы на стрелку шкалы производится через обрезиненный ролик, прижимаемый пружиной к периферической поверхности изгибаемой трубы и через зубчатый редуктор-мультипликатор. Такая конструкция позволяет визуал но наблюдать угол разворота трубы для выполнения последующего гиба, однако она обладает рядом недостатков: 1.Проскальзывание обрезиненного ролика по поверхности изгибаемой трубы снижает точность измерения угла поворота. 2.Невозможность установки ролика относительно гибочного шаблона на расстояние меньше, чем длина вьщвижной планки суппорта, не, позволяет применять данное устройство при гибка коротких труб, что значительно сйкращает технологические возможности станка. 3.Необходимость замены ролика в зависимости от диаметра изгибаемой трубы значительно усложняет процесс настройки станка и снижает его производительность. Целью изобретения является повышение точности замера угла гиба и расширение технологических возможностей устройства. Это достигается тем, что устройство снабжено установленной на дорнодержате ле с возможностью только осевого Перемещения втулкой для прнсоединення к трубе, а индикатор связан зубчатой передачей с дорнодержателем, который соединен со штоком цилиндра его привода с возможностью вращения. Эта конструкция обеспечивает возмож ность точной индикации угла разворота. трубы, так как в кинематической цепи исключаются звенья, работающие только за счет трения. Помимо этого обеспечивается возмож ность индикации при гибе труб любой оливы, так как поовйжная втулка имеет возможность перемешаться вместе с тру бой по аоонодержателю до самого дорна. На фиг. 1 и 2 показаны две проекции общего вида устройства для миогр коленной гибки труб, на фиг. 3 дан узел соединения подвижной втулки с дорнодер жателем и изгибаемой трубой. Устройство состоит из станины 1, на которой смонтированы: гибочная головка 2 с механизмом зажима 3 на гибочном щаблоне, механизм-поджима вьщвижной ш1анки 4 и цилиндр 5 для подачи и извлечения дорна 6. Дорнодержатель 7 посредством радиально-упорных подщипНИКОВ 8 связан с штоком цилиндра, а через шестерни 9, 1О - со стрелкой 11 инцикатора 12, вынесенного вперед, в зон работы оператора для удобства обслужив ния. Втулка 13 связана с дорнодержателе через шпонку 14 и установлена на нем возможностью только продольного перемещения. При гибе, труба 15 одним кон цом крепится в подвижной втулке. На станине установлены также откид ные упоры 16 и масштабная линейка 17 для замера величины подачи трубы. Работа устройства заключается в следующем. Заготовка изгибаемой трубы 15 уста нивливается на дорн 6 и конец ее закрепляется в подвижной втулке 13. Производится гиб трубы на заданный угол, после чего ая изогнутый конец ее перемешают вперед на расстояние, заданное масштабной линейкой 17 и поворачивают вокруг ее оси в другую плоскость, замеряя угол по индикатору 12. При повороте трубы 15 втулка 13 через шпонку 14 поворачивает дорнодержатель 7, а последний через шестерни 9, 1О - индикаторную стрелку 11. После разворота на заданный угол, труба 15 зажимается с помощью механизма зажима 3 и производится следующий гиб и т.д. После выполнения нужного количества гибов, изогнутая труба 15 извлекается вперед, а подвижная втулка 13, упираясь в дорн 6, остается на дорнодержателе 7. Таким образом, в результате повышения точности разворота изогнутых колен и упрощения конструкции устройства сокращается процент брака изогнутых труб и тем самым повышается экономическая эффективность. Кроме того, предложенным устройством можно гнуть трубы любой длины, что расширяет технологические возможности станка. Формула изо.бретения Устройство для многоколенной гибки труб, содержащее смонтированный на станине гибочный механизм, дорнодержатель с цилиндром привода его перемещения и стрелочный индикатор угла поворота трубы с зубчатой передачей, о т личаюшееся тем, что, с целью повышения точности замера угла и расширения технологических возможностей устройства, оно снабжено установленной на дорнодержателе с возможностью осевого перемешения втулкой для присоединения к трубе, а индикатор связан зубчатой передачей с дорнодержателем, который соединен установленным с возможностью вращения от цилиндра его привода. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 405626, кл. В 21 В 11/07, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для многоколенной гибки труб | 1981 |
|
SU1017408A1 |
| Устройство для многоколенной гибки труб | 1990 |
|
SU1734907A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Устройство для пространственной гибки трубных заготовок | 1986 |
|
SU1411071A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| УСТРОЙСТВО для МНОГОКОЛЕННОЙ ГИБКИ ТРУБ | 1973 |
|
SU405626A1 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК С ПРОГРАММИРУЮЩИМ | 1965 |
|
SU170267A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
..
zEJlDJ
/3/4,
IЬ
