Изобретение относится к сварке пластмасс, а именно k устройствам дл непрерывной сварки термопластичных материалов, в частности для сварки полотен рулонной полимерной пленки больших размеров, используемых для покрытия теплиц и накрытия тепличных грунтов нри паровой сте-рилизации.
Целью изобретения является noBiiime 1ше надежности работы устройства.
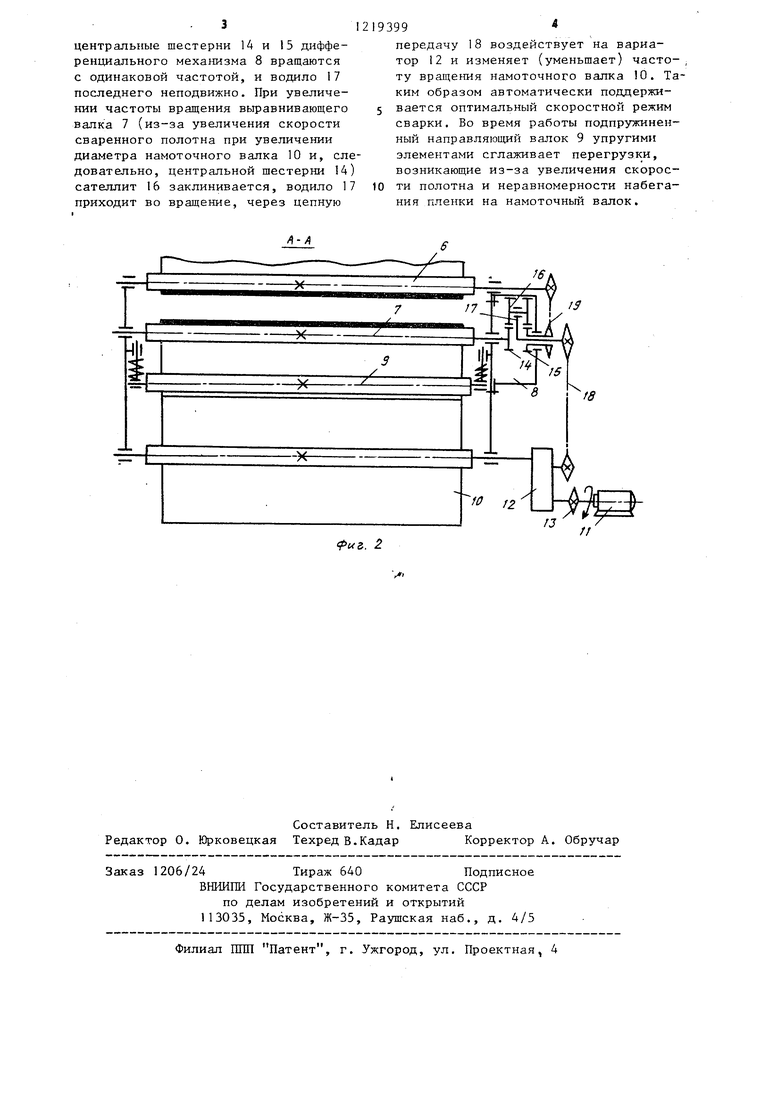
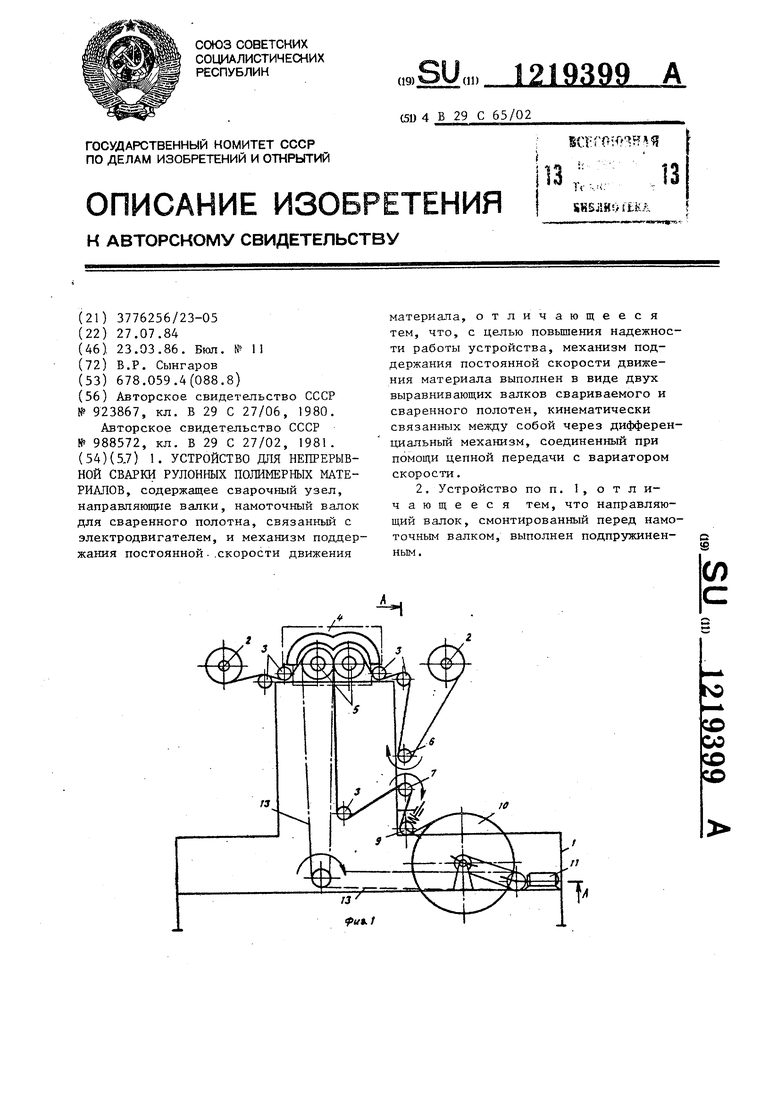
На фиг, 1 изображено предлагаемое устройстно, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для непрерывной сварки рулонных полимерных материалов содер лшт основание 1, на котором смонтированы рулонодержатели 2 с пленкой, направляющие валки 3, сварочный узел 4 с приводными валами 5, механизм поддержания постоянной скорости движения материала, включающий выравни- ваюпще валки 6 и 7 соответственно св ариваемого и сваренного полотен, соединенные между собой через диф- ф еренцнальный механизм 8 ,
Устройство содержит также подпружиненный направляющий валок 9, намо- - точный валок 10 для сваренного полотна, электродвигатель 1, одновременно приводящие во вращение посредством клиноременного вариатора 12 скорости намоточный валок 10 и черея цепную передачу 3 валы 5 сварочного узла 4. Дифференциальный механизм 8 содержит центральные шестерни 14 и и 15, которые через сателлит 16, водило 17 и цепную передачу 18 связаны с вариатором 12 скорости. При этом одна из шестерен, например центральная шестерня 14, жестко посажена на выравнивающий валок 7, а другая центральная шестерня 15 посредством цепной передачи 19 соединена с выравнивающим валком 6.
Устройство работает следующим образом.
Полотна свариваемых пленок сматываются с рулонодержателей 2 через Направляющие валки 3, зазор между приводными валами 5 сварочного узла 4, выравнивающий валок 7 и под- пру7киненньш валок 9 протягиваются к намоточному валку iO и закрепляются на нем, причем одно из них - полотно с рулонодержателя, 2, расположенного над намоточным валком 10 (по чертелсу) перед направляющими вал
10
193992
ками 3, пропускается через выравнивающий валок 6.
При включенном устройстве вращение от электродвигателя 11 через 5 цепную передачу 13 передается на приводные валы 5. Одновременно через клиноременный вариатор 12 приводится во вращение намоточный валок 10. При этом полотна пленок сматываются с рулонодержателей 2, проходят через сварочный узел 4, где свариваются, и сваренное полотно наматывается на намоточный валок 10.
Цля того, чтобы исключить обрыв полотен и вырывание их из зоны сварки, т.е. получить качественное сварное соединение, движение свариваемых и сваренного полотен должно происходить с одинаковой и постоянной ско- 20 ростью. Скорость сваренного полотна зависит от частоты вращения и диаметра намоточного валка 10 и определяется из выражения
15
25
V 1 1 60
где D - диаметр намоточного валка,м; п - частота вращения намоточного
валка, ; V. - скорость сваренного полотна, м/с.
Так как передаточное отношение от электродвигателя 11 на приводные напь; 5 сварочнох о узла 4 - величина постоянная, то во время работы устаповки скорость полотен свариваемых пленок тоже постоянная, поэтому для сохранения оптимального с точки зрения сохранения постоянной скорости полотен пленок режима сварки при изменении Ькорости сваренного полотна Vfj в связи с увеличением диаметра D намоточного валка 10 должна изменяться и его частота вращения п. Это осуществляется с помоп(ью клиноременного
вариатора 12 частоты вращения намоточного валка 10, который управляет дифференциальным механизмом 8,
Движение полотен свариваемых пле- нок приводит во вращение выравниваю- ций валок 6 и связанную с ним посредством цепной передачи 19 центральную шестерню 15 дифференциального механизма 8. От движения сваренного по- лотка приходит во вращение центральная шестерня 14 дифференциального механизма 8. При равной скорости свариваемых и сваренного полотен пленок
центральные шестерни 14 и 15 дифференциального механизма 8 вращаются с одинаковой частотой, и водило 17 последнего неподвижно. При увеличении частоты вращения выравнивающего валка 7 (из-за увеличения скорости сваренного полотна при увеличении диаметра намоточного валка 10 и, еле довательно, центральной шестерни 14) сателлит 16 заклинивается, водило 17 приходит во вращение, через цепную
19399
передачу 18 воздействует на вариатор 12 и изменяет (уменьшает) частоту вращения намоточного валка 10. Таким образом автоматически подцержи- 5 Бается оптимальный скоростной режим сварки. Во время работы подпружиненный направляющий валок 9 упругими элементами сглаживает перегрузки, возникающие из-за увеличения скорос- 10 ти полотна и неравномерности набегания пленки на намоточньш валок.
f(-A
JZ:
I
-X-н
. 2.
6
/
/(
-fu f2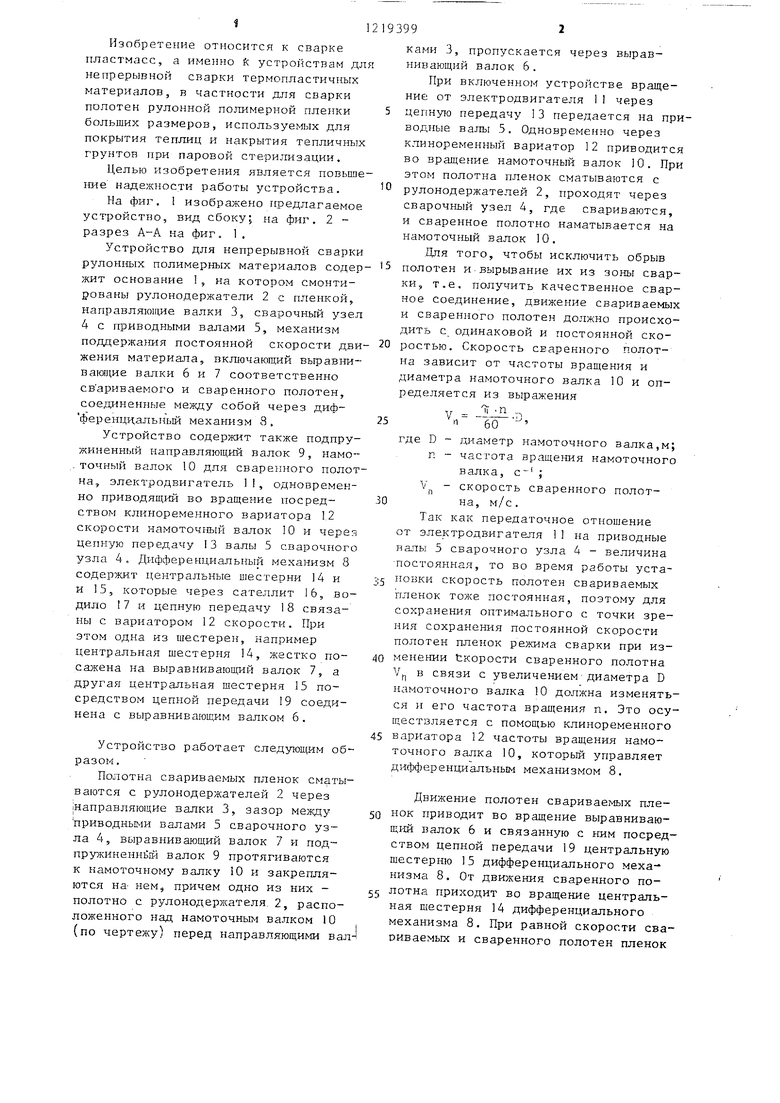
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного соединения рукавных полимерных пленок | 1981 |
|
SU988572A2 |
| Устройство для непрерывного соединения рукавных полимерных пленок | 1980 |
|
SU990540A2 |
| Устройство для непрерывной сварки полимерных пленок | 1980 |
|
SU903158A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Установка для изготовления мешков из рукавного термопластичного материала | 1978 |
|
SU791549A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКИХ САЛФЕТОК | 1996 |
|
RU2112485C1 |
| Способ изготовления амортизирующего полимерного материала и устройство для его осуществления | 1990 |
|
SU1781084A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПОЛОТЕН УПАКОВОЧНОГО МАТЕРИАЛА, СМАТЫВАЕМОГО С БОБИН, В УПАКОВОЧНЫХ МАШИНАХ | 1990 |
|
RU2014254C1 |
| Способ непрерывного изготовления слоистой ленты из полос и устройство для его осуществления | 1983 |
|
SU1113227A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1980 |
|
SU952639A1 |
Составитель Н. Елисеева Редактор О. Юрковецкая Техред В.Кадар Корректор А. Обручар
Заказ 1206/24Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № 923867, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Устройство для непрерывного соединения рукавных полимерных пленок | 1981 |
|
SU988572A2 |
| Солесос | 1922 |
|
SU29A1 |
