Иуобретенне относится к металлургии и может быть использовано для набивки футеровки изделий сложной формы, например .колен фурменных приборов доменных печей.
Цель изобретения - улучшение условий труда, повышение качества футеровки изделий фасонной формы и производительности труда.
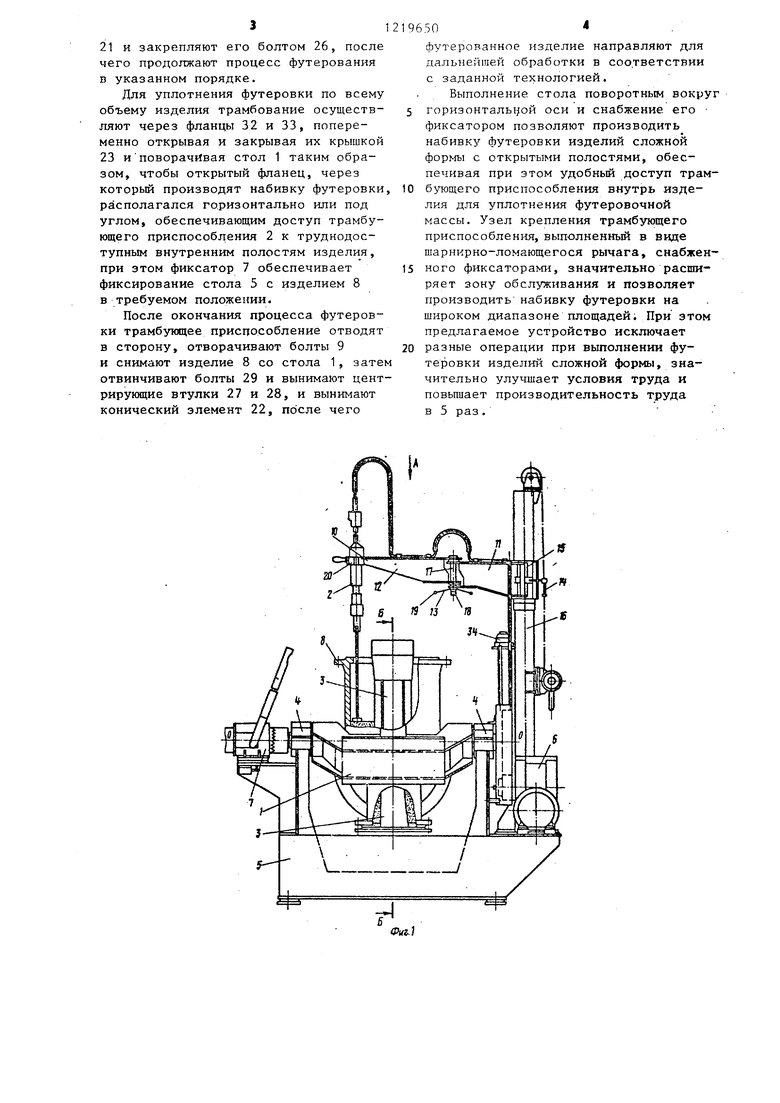
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. .
Устройство для футеровки изделий содержит стол 1 (фиг. 1), трамбующее приспособление 1 и шаблон 3. Стол выполнен поворотным вокруг горизонтальной оси 00 и установлен на опора 4 скольжения рамы 5. Поворот стола 1 осуществляется приводом 6 например, электромеханическим, установленным на раме 5.
Для разгрузки привода 6 и исключения самопроизвольного поворота при выходе привода из строя стол укомп- лектован фиксатором 7, выполненным, например,, в виде кулачковой сцепной муфты. Крепление изделия 8 к столу осуществлено болтами 9 (фиг. 3).
В качестве трамбующего приспособления может быть использована пневматическая трамбовка ТР-1 . Узел крепления трамбующего приспособления 2 выполнен в виде щарнирно-ломающегося рычага 10, образованного кронштей- совпадала с местом предполагаемого
нами 11 и 12, и снабжен фиксаторами 13 и 14. Кронштейн 11 закреплен на ползуне 15 стойки 16 с возможностью поворота вокруг ее оси и вертикального перемещения с ползуном 15 по стойке 16. Фиксатор 14 служит для фиксации положения кронштейна 11 относительно ползуна 1.5. Кронштейн 11 соединен с кронштейном 12 шарниром 17, снабженным фиксатором 13, выполненным, например, в виде пары винт - гайка 18 и 19.
Кронштейн 12 снабжен центрирующим кольцом 20 для установки по свободной посадке трамбующего прис- пособл ния 2.
Шаблон 3 (фиг. 3) изготовлен в виде набора соединенных между собой различньк элементов 21 и 22, выполненных по форме полостей изделия, и снабжен съемной крьпикой 23 для ограждения торцовых поверхностей 24 футеровки 25. Соединение элементов
уплотнения футеровки 25, и закрепля ют это положение фиксаторами 13 и 14 после чего трамбующее приспособлени опускают вниз до упора, пневморас40 пределителями 34 включают подачу воздуха и осуществляют уплотнение футеровки. По мере уплотнения футеровки добавляют новые порции футеро вочной массы и меняют положение
4S трамбующего приспособления 2, изменяя положение кронштейнов 11 и 12 относительно друг друга и ползуна 1 постепенно поднимающегося по стойке 1 вверх.При необходимости положение кро
50 штейнов закрепляется фиксаторами 13и
После достижения футеровкой уров ня ( (фиг. 3) пневмораспредели- телем отключают подачу воздуха в трамбующее приспособление 2, выводя 55 приспособление из изделия и отводят в сторону.
Через фланец 33 на коническую трубу устанавливают сборный элемент
21 и 22 между собой может быть осу- , ществлено болтом 26.
Шаблон для колена фурменного прибора (фиг. 3) содержит
21, выполненный в виде трубы криволинейной формы, разрезанной по длине на несколько частей, скрепленных между собой центрирующими втулками 27 и 28 посредством болтов 29, и
элемент 22 в виде конической трубы, выполненной заодно с фланцем 30. Возможно и другое исполнение шаблона в зависимости от формы изделия. Перед началом работы изделие
(колено) В устанавливают на стол и закрепляют болтами 9. На центрирующих втулках-27 и 28 собирают криволинейный элемент 21 шаблона 3. К фланцу 31 изделия 8 болтами крепят
другой элемент 22 шаблона (коническую трубу)5 а на фланец 32 устанавливают крышку 23..
Включением привода 6 поворачивают стол 1, ориентируя открытый фланец
33 изделия 8 вверх, и фиксатором 7 стабилизируют это положение стола.
В полость, образованную внутренней поверхностью изделия 8 и наруж-- ной поверхностью конической трубы 22,
через открытый фланец 33 засыпают футеровочную массу. Манипулируя шарнирньи рычагом 10, трамбующее приспособление 2 устанавливаю-т таким образом, чтобы ось приспособления 2
уплотнения футеровки 25, и закрепляют это положение фиксаторами 13 и 14, после чего трамбующее приспособление опускают вниз до упора, пневмораспределителями 34 включают подачу воздуха и осуществляют уплотнение футеровки. По мере уплотнения футеровки добавляют новые порции футеро- вочной массы и меняют положение
трамбующего приспособления 2, изменяя положение кронштейнов 11 и 12 относительно друг друга и ползуна 15, постепенно поднимающегося по стойке 1 6 вверх.При необходимости положение крон-
штейнов закрепляется фиксаторами 13и 14.
После достижения футеровкой уровня ( (фиг. 3) пневмораспредели- телем отключают подачу воздуха в трамбующее приспособление 2, выводят приспособление из изделия и отводят в сторону.
Через фланец 33 на коническую трубу устанавливают сборный элемент
21 и закрепляют его болтом 26, после чего продолжают процесс футерования в указанном порядке.
Для уплотнения футеровки по всему объему изделия трамбование осуществляют через фланцы 32 и 33, попеременно открывая и закрывая их крышкой 23 и поворачивая стол 1 таким образом, чтобы открытый фланец, через который производят набивку футеровки располагался горизонтально или под углом, обеспечивающим доступ трамбующего приспособления 2 к труднодоступным внутренним полостям издели я, при этом фиксатор 7 обеспечивает фиксирование стола 5 с изделием 8 в требуемом положении.
После окончания процесса футеровки трамбующее приспособление отводят в сторону, отворачивают болты 9 и снимают изделие 8 со стола 1, зате отвинчивают болты 29 и вынимают цент рируняцие втулки 27 и 28, и вынимают конический элемент 22, после чего
50
футерованное изделие направляют для дальнейшей обработки в соответствии с заданной технологией.
Выполнение стола поворотным вокруг горизонталы ой оси и снабжение его фиксатором позволяют производить набивку футеровки изделий сложной формы с открытыми полостями, обеспечивая при этом удобный доступ трамбующего приспособления внутрь изделия для уплотнения футеровочной массы. Узел крепления трамбующего приспособления, выполненный в виде шарнкрно-ломающегося рычага, снабженного фиксаторами, значительно расширяет зону обслуживания и позволяет производить набивку футеровки на широком диапазоне площадей. При этом предлагаемое устройство исключает
разные операции при выполнении футеровки изделий сложной формы, значительно улучшает условия труда и повышает производительность труда в 5 раз. 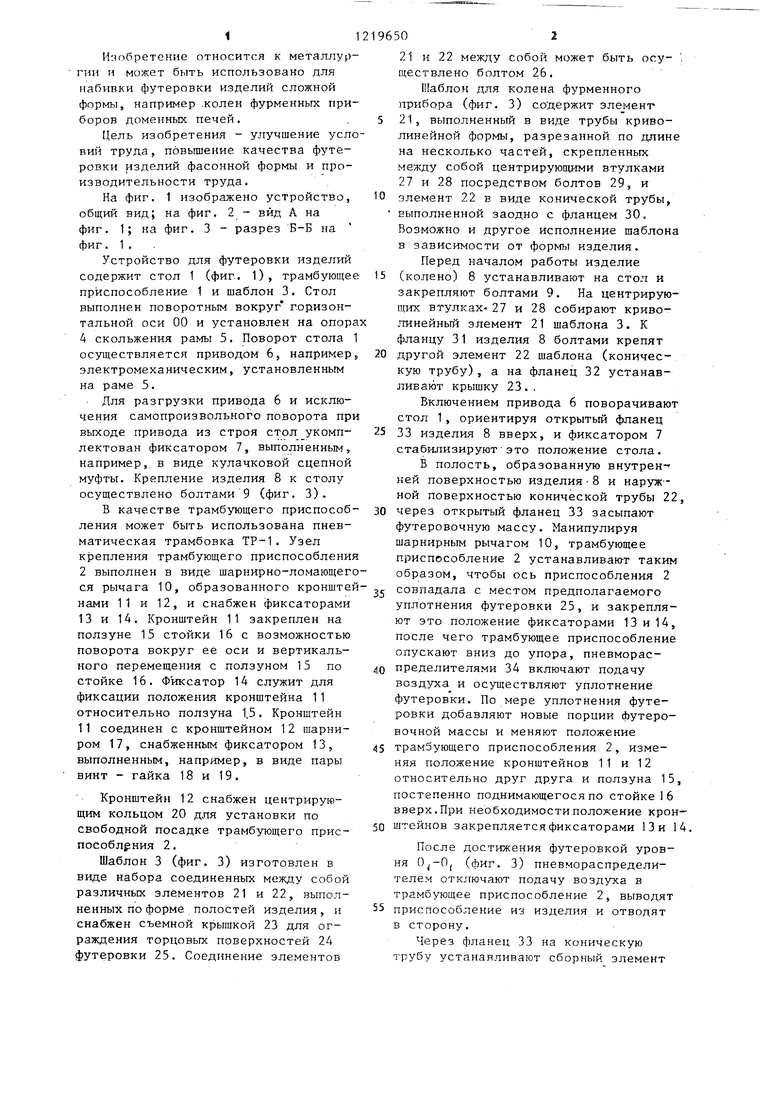
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для футеровки изделий трубчатой формы | 1984 |
|
SU1216207A1 |
| Устройство для футеровки ковшей | 1977 |
|
SU766742A1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 2000 |
|
RU2195613C2 |
| Устройство для набивки футеровки | 1990 |
|
SU1747839A1 |
| Установка для набивки футеровки ковшей | 1978 |
|
SU698724A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОУПЛОТНЕНИЯ ФУТЕРОВОЧНЫХ ПОРОШКОВ | 2001 |
|
RU2210709C2 |
| Устройство для изготовления монолитной футеровки | 1977 |
|
SU707806A1 |
| Установка для футеровки металлургических ковшей | 1975 |
|
SU529906A1 |
| Устройство для выбивки болтов и обрушения футеровочных плит барабанных мельниц | 1990 |
|
SU1813569A1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
««.
г 3
Фиг2
Фнг.3
и
ВНИИПИ Заказ 1235/36 Тираж 552 Подписное Филиал 1ШП Патент, г. Ужгород, ул. Проектная, А
| Устройство для футеровки ковшей | 1977 |
|
SU766742A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
