1
Изобретение относится к области строительства и может быть использовано при изготовлении футеровки вертикальных трубчатых конструкций.
Известно устройство для изготовг ления монолитной футеровки трубчатых элементов, содержащее шаблон,, выполненный в виде отдельных сегментов и вибровозбудители, расположенные внутри шаблона на выдвижных радиальных распорках, соединяющих сегменты шаблона с направляющими центральной стойки, расположенной по вертикальной оси шаблона 1J.
Недостатком такого устройства является невысокое качество футеровки вследствие невозможности обеспечения абсолютно жестких соединений распорок с направляющими, центральной стойки.
При работе этого устройства имеет место частичная потеря энергии вибровозбудителей в местах соединений распорок с направляющими центральной стойки, что обуславливает недостаточно высокое качество уплотнения футеровочной массы, .
Кроме того, при вибрации сегментов шаблона, уплотняемая масса проникает внутрь шаблона в местах соедин.ений сегментов между собой. Эти недостатки частично устранены в наиболее близком к изобретению по технической сущности и положительному эффекту устройства для изготовления монолитной футеровки трубчатых элементов постоянного поперечного -сечения, содержащем шаблон с вибровозбудителями, уплотняющий элемент, установленный на шаблоне под тупым углом к его стенке, конический элемент для подачи футеровочной массы с лопастями, имеющими привод вращения и направлякнцее приспособление, установленное на верхней части устройства 2,
однако таким устройством можно изготавливать качественную монолитную футеровку трубчатых элементов только строго цилиндрической форглл, так как шаблон в устройстве выполнен цилиндрическим, а уплотняющий элемент и, элемент для подачи футеровочной массы коническими.
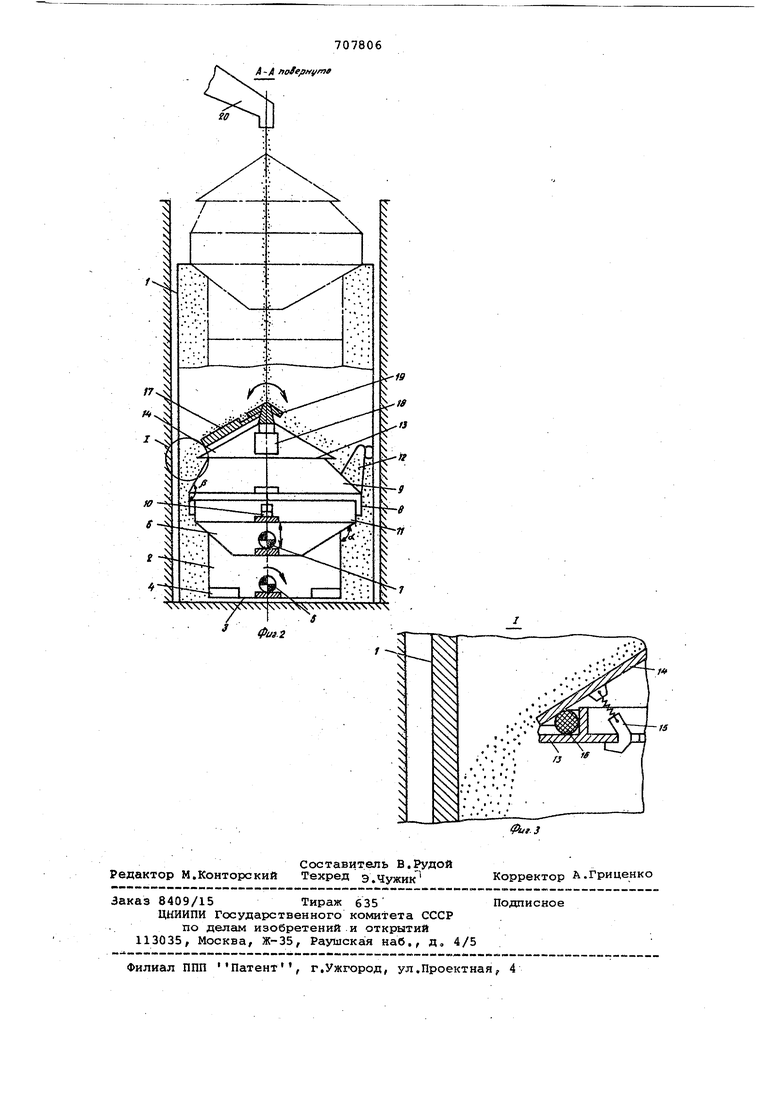
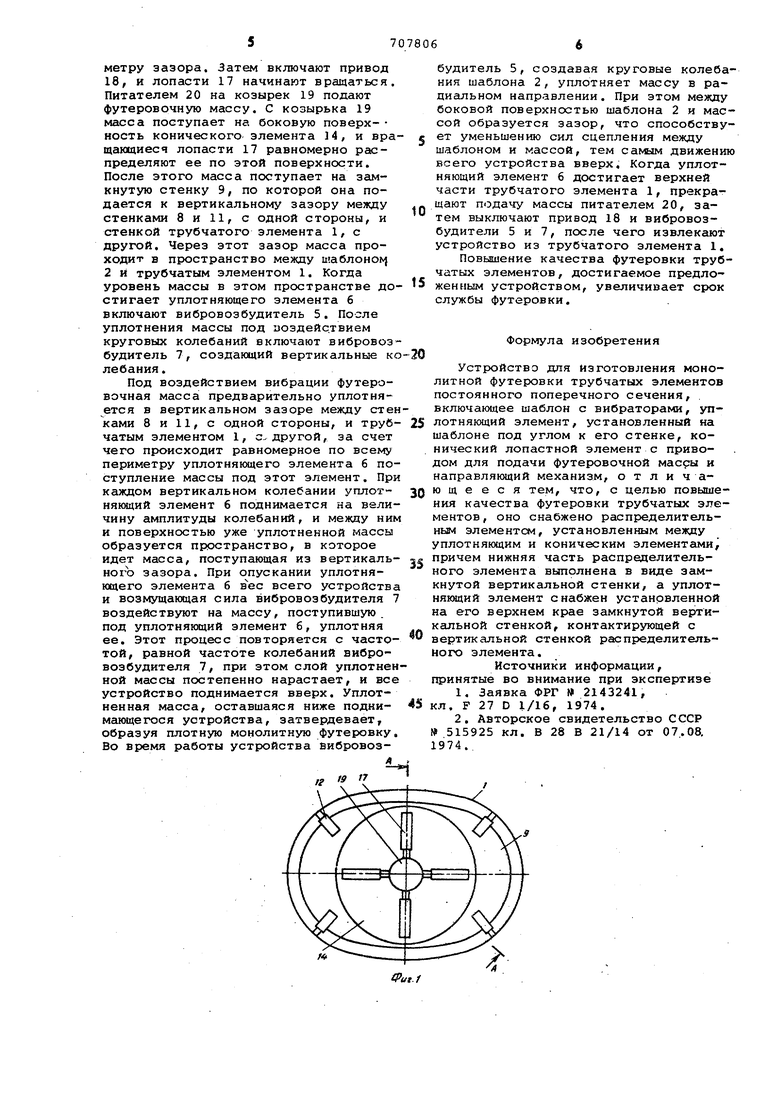
При изготовлении монолитной футеровки трубчатых элементов иной формы изменение формы шаблона в соответствии с контуром поперечного сечения трубчатого элемента обусловит отклон.ение боковой поверхности элемента для подачи футеров очной массы от правильной конической формы. Это в свою очередь приведет к тому, что при работе устройства значительная часть массы будет проходить сквозь вращающиеся лопасти непосредственно на участки боковой поверхности этого элемента, наиболее удаленные от конуса вращения лопастей, нарушая равномерное распределение массы лопастями по боковой поверхности указанного элемента, В результате этого поступление массы в объем выполняемой футеровки по периметру верхнего края уплотняющего элемента будет также неравномерным. Это приведет к неравномерной степени уплотнения массы в объеме футеровки и к отклонениям продольной оси шаблона от оси трубчатого элемента, что обусловливает низкое качество футеровки. Другим недостатком известного уст ройства является расфракционирование футеровочной массы полифракционного состава при вращении лопастей, вследствие чего у стенки футеруемого труб чатого элемента расположены частицы крупных фракций, а у стенки шаблона частицы мелких фракций. Это также является причиной невысокого качества футеровки. Цель изобретения - повышение качества футеровки трубчатых элементов имеющих в поперечном сечении овал или многоугольник. Она достигается тем, что устройст во для изготовления монолитной футеровки трубчатых элементов постоянног поперечного сечения, включгиощее шаблон с вибраторами, уплотняющий элемент , установленный на шаблоне под углом к его стенке, конический лопас ной элемент с приводом для подачи фу теровочной массы и направляющий меха низм, снабжено распределительным эле ментом, установленным между уплотняющим и коническим элементами, причем нижняя часть распределительного элемента выполнена в виде замкнутой вер тикальной стенки, а уплотняющий элемент снабжен установленной на его верхнем крае замкнутой вертикальной стенкой, контактирующей с вертикальной стенкой распределительного элеме нта. На фиг. 1 изображено описываемое устройство, вид в плане на фиг. 2 сечение А-А на фиг. 1 на фиг. 3 узел соединения конического элемента с распределительным элементом. Устройство для изготовления монолитной футеровки трубчатого элемента 1 содержит шаблон 2, имеющий овал ное поперечное сечение. К днищу 3 шаблона 2 прикреплены пригрузы 4, Для возбуждения круговых колебаний шаблона 2 служит вибровозбудитель Ь. Устройство снабжено уплотняющим элементом б, жестко соединенным с шаблоном 2 под тупьом углом ci. к его стенке, С уплотняющим элементом 6 жестко связан вибровозбудитель 7, создающий вертикальные колебания. На уплотняющем элементе 6 соосно с шаблоном 2 установлен распределительный элемент, нижняя часть которого выполнена в виде замкнутой вертикальной стенки 8, по .онтуру поперечного сечения соответствующей верхнему краю, уплотняющего элемента 6, а верхняя часть - в виде замкнутой стенки 9, расположенной под тупым углом fb к вертикальной стенке 8. На уплотняющем элементе 6 установлен гидравлический привод 10, служащий для вертикального перемещения распределительного элемента относительно уплотняющего элемента 6, который снабжен также замкнутой вертикальной стенкой 11, установленной на его верхнем крае и контактирующей со стенкой 8 распределительного элемента. Устройство снабжено также направляющим приспособлением, служащим для направления движения устройства вверх при его работе и для обеспечения равномерной ширины вертикального зазора между стенкой 8 и стенкой трубчатого элемента 1. Оно выполнено в виде размещенных на стенке 9 кронштейнов 12 с роликами, контактирующими со стенкой трубчатого элемента 1. На верхнем основании 13 распределительного элемента установлен конический элемент 14для подачи футеровочной массы в объем выполняемой футеровки, который соединен с основанием 13 защелками 15с пружинами. Для уменьшения вибрации конического элемента 14 между ним и основанием 13 по окружности расположена упругая прокладка 16. На боковой поверхности конического элемента 14 вдоль образующих расположены лопасти 17, имеющие привод Ifi вращения. Для защиты привода 18 вращения от падающей на конический элемент 14 футеровочной массы предназначен козырек 19. Для подачи массы к описанному устройству служит питатель 20, Устройство работает следующим образом. Перед Началом работы его устанавливают на дно вертикально расположенного трубчатргр элемента 1, После этого при помощи гидравлического привода 10 устанавливают распределительный элемент в таком положении относительно уплотняющего элемента 6, при котором отношение высоты вертикального зазора между стенками 8 и 11, с одной стороны, и стенкой трубчатого элемента 1, с другой, к ширине этого зазора было бы оптимальным для достижения равномерности предварительного уплотнения футеровочной массы данного вида по периметру зазора. Затем включают привод 18, и лопасти 17 начинают вращаться. Питателем 20 на козырек 19 подают футеровочную массу. С козырька 19 масса поступает на боковую поверх- ность конического элемента 14, и вра щающиеся лопасти 17 равномерно распределяют ее по этой поверхности. После этого масса поступает на замкнутую стенку 9, по которой она подается к вертикальному зазору меящу стенками 8 и 11, с одной стороны, и стенкой трубчатого элемента 1, с другой. Через этот зазор масса проходит в пространство между шаблоноь) 2 и трубчатым элементом 1. Когда уровень массы в этом пространстве до стигает уплотняющего элемента 6 включают вибровозбудитель 5. После уплотнения массы под воздействием круговых колебаний включают вибровоз будитель 7, создающий вертикальные к лебания. Под воздействием вибрации футеровочная масса предварительно уплотняется в вертикальном зазоре между сте ками В и 11, с одной стороны, и труб чатым элементом 1, с другой, за счет чего происходит равномерное по Bcei периметру уплотняющего элемента 6 по ступление массы под этот элемент. Пр каждом вертикальном колебании уплотняющий элемент 6 поднимается на вели чину амплитуды колебаний, и между ни и поверхностью уже уплотненной массы образуется пространство, в которое идет масса, поступающая из вертикаль ного зазора. При опускании уплотняющего элемента 6 всего устройств и возмущающая сила вибровозбудителя воздействуют на массу, поступившую, под уплотняющий элемент б, уплотняя ее. Этот процесс повторяется с частотой, равной частоте колебаний вибровозбудителя 7, при этом слой уплотнен ной массы постепенно нарастает, и все устройство поднимается вверх. Уплотненная масса, оставшаяся ниже поднимеиощегося устройства, затвердевает, образуя плотную монолитную футеровку Во время работы устройства вибровозбудитель 5, создавая круговые колебания шаблона 2, уплотняет массу в радиальном направлении. При этом между боковой поверхностью шаблона 2 и массой образуется зазор, что способствует уменьшению сил сцепления между шаблоном и массой, тем самым движению всего устройства вверх. Когда уплотняющий элемент 6 достигает верхней части трубчатого элемента 1, прекращают подачу массы питателем 20, затем выключают привод 18 и вибровозбудители 5 и 7, после чего извлекают устройство из трубчатого элемента 1. ПовьЕнение качества футеровки трубчатых элементов, достигаемое предложенным устройством, увеличивает срок службы футеровки. Формула изобретения Устройство для изготовления монолитной футеровки трубчатых элементов постоянного поперечного сечения, включающее шаблон с вибраторами, уплотняющий элемент, установленный на шаблоне под углом к его стенке, конический лопастной элемент с приводом для подачи футеровочной массы и направлякядий механизм, отличающееся тем, что, с целью повышения качества футеровки трубчатых элементов, оно снабжено распределительHbw элементом, установленным между уплотняющим и коническим элементами причем нижняя часть распределительного элемента выполнена в виде замкнутой вертикальной стенки, а уплотняющий элемент снабжен установленной на его верхнем крае замкнутой вертикальной стенкой, контактирующей с вертикальной стенкой распределительного элемента. Источники информации, принятые во внимание при экспертизе 1,Заявка ФРГ 2143241, л. Р 27 D 1/16, 1974, 2,Авторское свидетельство СССР № 515925 кл, В 28 В 21/14 от 07.08. 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления монолитной футеровки | 1974 |
|
SU515925A1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОУПЛОТНЕНИЯ ФУТЕРОВОЧНЫХ ПОРОШКОВ | 2001 |
|
RU2210709C2 |
| Устройство для набивки футеровки | 1990 |
|
SU1747839A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2027545C1 |
| ШАБЛОН ДЛЯ ФОРМОВКИ МОНОЛИТНЫХ ФУТЕРОВОК СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 1973 |
|
SU435067A1 |
| Установка для набивки футеровки ковшей | 1978 |
|
SU698724A1 |
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU847589A1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА НЕФОРМОВАННЫМИ МАТЕРИАЛАМИ | 2012 |
|
RU2553145C1 |