Известны гидрокопировальные устройства для токарной обработки профильных изделий с использованием продольного и расположенного пад ним поперечного гидросуппортов, из которых верхпий связан со следящей системой.
Новым в предлагаемом гидрокопировальном зстройстве является синхронизация работы гидравлических цилиндров, управляющих суппортами, из которых один расположен параллельно, а другой перпендикулярно к направлению задающей подачи таким образом, что оба суппорта действуют одновременно. Такое выполнение предлагаемого устройства обеспечивает обработку сложных профилей изделий по однокоординатной системе.
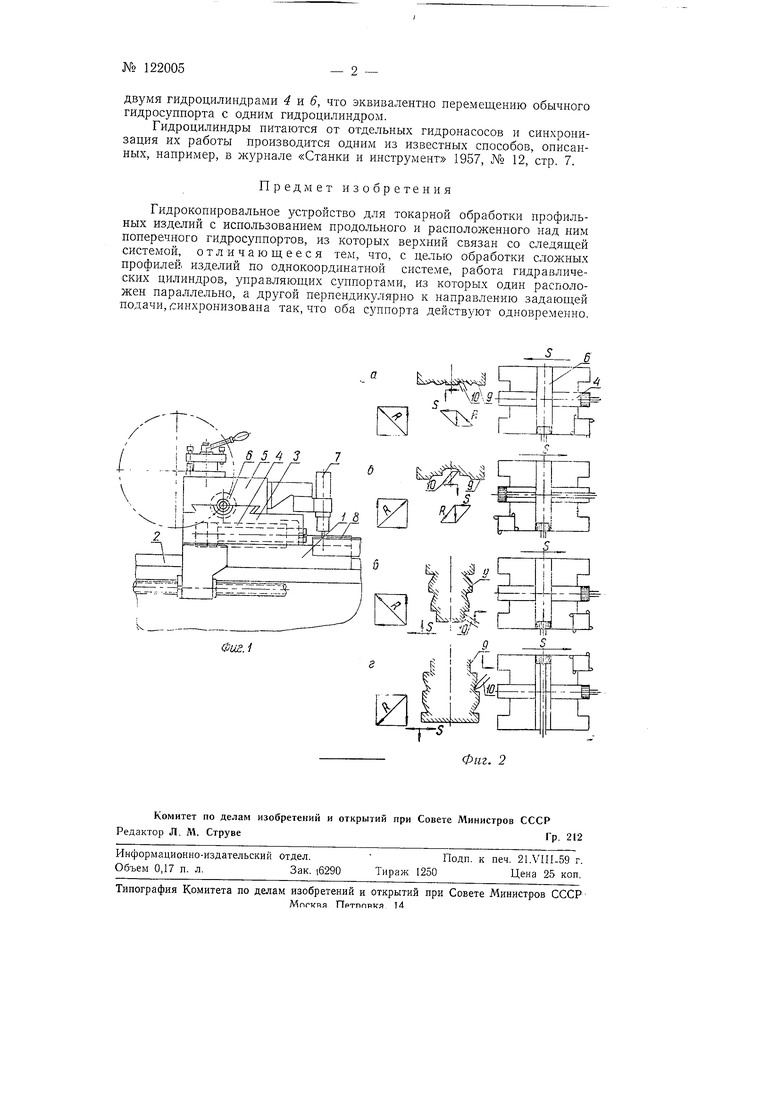
На фиг. 1 показано предлагаемое устройство в общем виде; на фиг. 2-схемы копирования предлагаемым зстройством.
Каретка 1, перемещающаяся по направляющим 2 станка, имеет продольный гидросуппорт 3 с параллельным задающей подаче гидравлическим цилиндром 4 и поперечный суппорт 5 с перпендикулярным к задающей подаче гидроцилиндром 6. Верхний поперечный суппорт 5 снабжен гидрощупом 7, палец которого контактирует с щаблоном 8.
На фиг. 2 даны схемы работы предлагаемым устройством, где а - схема точения от периферии к оси, б-схема точения от оси к периферии, в-схема точения «от себя и г-схема точения «на себя. С правой стороны всех схем указаны исходные положения обоих гидросупиортов с цилиндрами 4 и 6 и требующееся направление автоматической задающей- подачи s.
Неред копированием суппорты быстрыми перемещениями в соответствии со стрелками в левой части схем подают резцедержавку в направлении изделия 9 до соприкосновения пальца гидрощупа 7 с щаблоном 8. При включении задающей подачи s палец щупа 7 обходит щаблон 8, а резец 10-профиль 9 в соответствии с векторной диаграммой в средней части схем. Подобным же образом производится растачивание изделия. Результирующая R, направленная под углом, возникает при одновременном перемещении сзппортов 3 и 5
двумя гидроцилиндрами 4 к 6, что эквивалентно перемещению обычного гидросуппорта с одним гидроцилиндром.
Гидроцилиндры питаются от отдельных гидронасосов и синхронизация их работы производится одним из известных способов, описанных, например, в журнале «Станки и инструмент 1957, № 12, стр. 7.
Предмет изобретения
Гидрокопировальное устройство для токарной обработки профильных изделий с использованием продольного и расположенного над ним поперечного гидросуппортов, из которых верхний связан со следяш;ей системой, отличающееся тем, что, с целью обработки сложных профилей, изделий по однокоординатной системе, работа гидравлических цилиндров, управляющих суппортами, из которых один расположен параллельно, а другой перпендикулярно к направлению задающей подачи, Синхронизована так, что оба с шпорта действо-ют одновременно.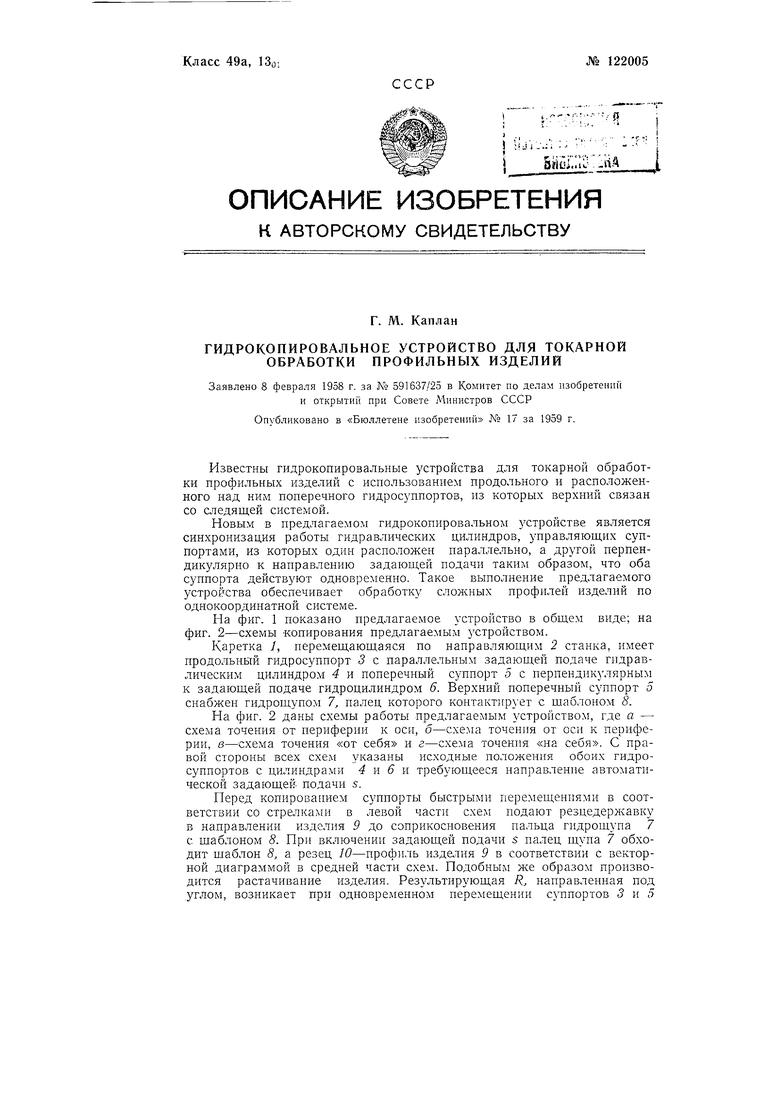
| название | год | авторы | номер документа |
|---|---|---|---|
| Сменный копировальный суппорт со следящим гидравлическим устройством к токарным станкам | 1956 |
|
SU109209A1 |
| Копировальное устройство для двухпроходной обработки к токарному станку | 1979 |
|
SU856754A1 |
| Гидрокопировальный суппорт | 1979 |
|
SU865613A1 |
| Гидрокопировальный суппорт | 1980 |
|
SU904997A1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
| Система программного управления токарным станком | 1958 |
|
SU129451A1 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| Гидрокопировальный суппорт | 1977 |
|
SU691277A1 |
| Способ копировальной обработки | 1977 |
|
SU629043A1 |
