В существующих системах прог1)аммного управления токар1:ЫМ 1 станками для обработки ступенчатых валико;з фиксация заданного размера при переходе с одной ступени на другую исушест15ляется командоалпаратом с применением вращаюищхся нндуктнвных датчиков. Такие системы программного управления ксжструкт1гзио сложны.
В описываемой системе програ.ммнсго управления сердечники вращающихся датчиков установлены иа опорах качения так, что при установке координат они следуют за якорями, которые ки 1ематическ;Г связаны с лимбами продольной и поперечной подачи д.мя фиксаипи датчиков в требуемом лоложепии.
В целях ловыщения точности отсчета, описываемая система програМмного управления достроена но принципу сдвоеиных датчпкоВ, один из которых отсчитывает перемещение на всю длину, а друго - на часть згой длины, причем командный пмпульс дастся только пря совпадении нулевых показаний обоих датчиков.
Такая система программпого уп)авления позволяет производить набор координат посредством лимбоз, что упрощает конструкцию ii создает возможность визуального наблюдения набора координат.
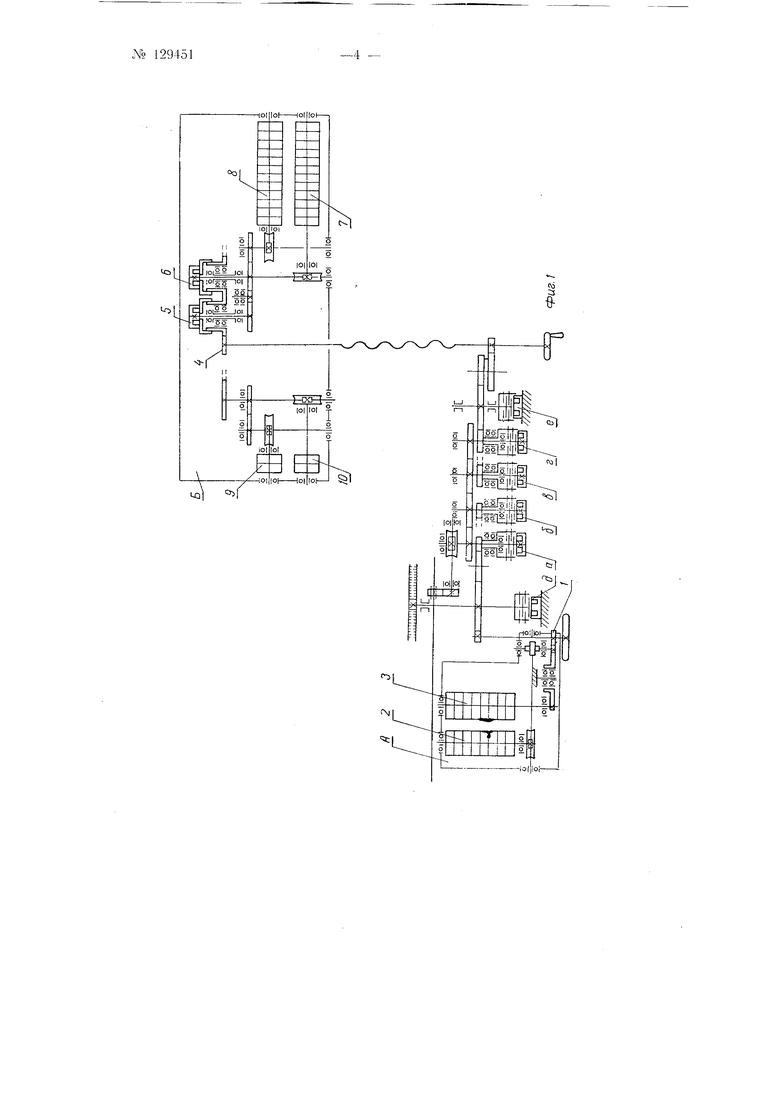
На фиг. изображена кинематическая схема описываемой системы прог;)аммного управления; на фиг. 2-датчик в разрезе.
iia фартуке станка, устапавлнвается зел .4 датчикоз 11род;)льного пере.мещения, на каретке станка - узел Б датчиков ноиеречного перемеи ення.
Узел А получает вращение от нгестернп /, -становленной иа оси маховика фартука. Шестерня / через промежуточные щестерни и червячную пару передает вращение одновременно якорями 2 и 3 датчико,в. Узел Б получает вр п1епие от njecTepini 4, установленной на оси попе№ 129451
речного 1зннта каретки станка. Шестерня 4 сообщает вращение сердечникам магнитных муфт 5 и 6 и далее через промежуточные нгестернн н черсвячные нары якорямн - 7 и 8. Якорь 7 при замыкании муфты J получает вращение в одну сторону, а rtp« включении муфты 6- 1еверсивlioe Вращение.
Муфты 5 и 6 обеспечивают обработку изделия передним нроходным нлн задним канавочиым резцами, а также расточные н другие работы.
В узле Б имеется группа датчиков 9 и 10, служащих для наладкн этих резцов на размер первой ступени, капавкн и якорн которых через нромсжуточные пкттернн и червячные нары получают вра1ценнс от щестерни, сидящей на сердечнике магнитной муфты 6.
В узле А датчнков продольного неремещения нмсется сем1 сдвоенных датчиков, что обеснечивает точенне семн ступеней в любой нос.тедовательпоети, включая повторные проходы.
В узле Б датчиков ионеречного неремепдепия имеется двенадцать сдвоенных датчнков для набора те.кпо.шгических н окончатель 1ых диаметров. Кроме этого, в узле Б имеется дв.а сдвоенных датчика, один из которых предназначен для настройки первой ступени, обрабатываемой пе)едни.1 резцом, а второй-д.ля иаст той«и на .тиаметр Г1е)вой лpiaBKH, обрабатываемой задниМ резцом.
Сердечник // датчика с 12 установлен на щарикоиодН1иннике 13, а якорь 14 с обмоткой 15-на шарнкоподщниннках 16. Ток к катушке 12 подводится через п.етки 17 н контактные кольца /tV. Koi;цы обмоток /5/соеднняются лос.ледовате.тьно н выводятся к ценгра.шпому скользян:ему контакту.
При 1)опускации тока через катушку 12 в сердечнике // возникает магнитное Ho.ie, а обмотка У.) Н|)и этом создает магнитное по.ле той же нолярности 13 якоре 14. 1|)онсходпт поворот сердечника /У, который самоустанан.тивается так, что зазор между ним и якорем 14 стаН015ИТея одинаковым. Ec.in повериутъ маховик фа)тука, уста1 оиив по .пимбу требуемый размер, то одновременно новериутся яко)и 14 сдвоенньгч датчиков, а с ннми все сердечники 11. Обесточив первую пару катушек 12 сердечников 11 поворотом .маховика, устанав.тнвают размер с.тедующей ступени и т. д. Так же нронзводится и набор размеров нонеречного Перемеп1ения. Иополннтельными органами стагп а являются муфты: а, подак) резец впрано, б-влево, в-от себя н г-на себя. Электротормоз д устраняет нежелательные перебеги в продольном направлении, электротормоз е-в поперечном.
При включенин муфты в передний резец подходит к заготовке, а поперечный винт приводнт во Вращение якори 14 датчиков. Катущкн 12 датчнков попарно включаются по мостико-вой схеме с помощью шагового нскателя. В момепт, когда зазор между се1)дечн1н ом // н якорем 14 будет одинаковый и элeктpoизмepитe.Iьньн прибор покажет но.ть, будет дан командный импульс. Шатающнк искатель подключит сдвоенный н муфту б, включающую продольную нодачу резца, с вращеннем якорей датчиков продольного перемещения, а также магнитную муфту ,5. Подача командного импульса будет нроизведена тем же порядком, после чего искатель нодк;почнт сдвоенный датчик поперечного пе)емеп1епия и муфту г. Резец будет отведен, «к.тючптся продольная подача и т. д.
Когда каретка займет такое положение, что задний кана вочный резец установится у торца первого чступа, произойдет псик.почение дат4HiKOB наладки и вк/ночится муфта г 1,л1агнитная муфта 5 выключится).
Резец подается к заготовке. После подачи командного импульса BK.TKIчается муфта в отвода резца от заготовки, и включается магнитная муфта 6.
Электрическая схема позволяет н1ироко нспользовать быстрые перемещения каретки с ппорта д.тя .окращенпя времени, необходимого на перемепаепие резца от канавки к канавке.
Пред м е т и з о б р с т е п и я
Система )грамм-ного уира1;.1ения токарным станком д.мя оГ)1аботки ступенчатых ик1иков, управляемым комапдоаппа 1атом при переходе с одной стуиепи обработки на с применепием вращающихся, индуктивных датч1и ;ов д.тя фиксации заданпого размера, отличающаяся тем, что, с це.чью упрощения конструкции п возможности ви-зуального наблюдения набора координат посредством лимбов продольной и поперечной подачн, сердечники вращающихся датчиков установ.чепы на опорах качения так, что при установке координат они c,ieдуют за якорями, кинематически связанными е лимбами для фиксации li требуемом тюложении
- 3 -.NO 12945