Изобретение относится к станкостроению и может быть использовано для подачи СОЖ к режупдему инструменту многооперационных станков типа «обрабатывающий центр, где смена инструмента производится автоматически.
Известно устройство для подачи СОЖ, содержащее привод гидронасоса и привод подачи трубопровода со схемой управления.
Целью изобретения является расщирение технологических возможностей устройства за счет изменения угла наклона сопла пропорционально перемещению инструмента.
На фиг. 1 схематично изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство состоит из редуктора 1, соединенного входным валом с ходовым винтом 2 подачи рабочего органа (шпинделя) станка, а выходным валом - через муфту 3 с сельсином-датчиком 4, имеющим электрическую связь с сельсином- приемником 5 и усилителем сигнала 6. Муфта 3 имеет электрическую связь с системой программного управления 7 станка.
Привод подачи 8 трубопровода для СОЖ -расположен на рабочем органе и содержит двигатель 9, связанный посредством шестерни 10 с ползуном 11, взаимодействующим посредством пальцев 12 с кулисами 13.
Сопла 14 для СОЖ закреплены на кулисах 13 и соединены с баком 15 СОЖ и гидронасосом 16 посредством трубопровода 17.
Устройство работает следующим образом.
После автоматической смены инструмента подается одновременная команда от системы программного управления 7 на вращение ходового винта 2 подачи рабочего органа и на включение муфты 3. При этом вращение ходового винта 2 через редуктор 1 и .муфту 3 передается сельсину-датчику 4.
Выработанный сигнал рассогласования, соответствующий перемещению рабочего органа, несущего инструмент, подается на сельсин-приемник 5 и усилитель 6. Усиленный сигнал усилителя 6 поступает на исполнительный двигатель 9 привода подачи 8 трубопровода и исполнительный двигатель 9 посредством тангенциального механизма, образованного ползуном 11 и кулиса.ми 13, поворачивает сопла 14.
Одновременно с этим происходит поворот сельсина-приемника 5 на величину рассогласования и включение гидронасоса 16, который из бака 15 через трубопровод 17 и сопла 4 подает смазочно-охлаждающую жидкость.
После определенного программой перемещения рабочего органа сопла 14 занимают положение, при котором СОЖ
подается на конец инструмента. В этот момент подается команда от системы программного управления 7 на отключение муфты 3.
Сельсин-датчик 4 останавливается, и даль- нейщий поворот сопел 14 прекращается.
Таким образом происходит программная настройка устройства для подачи СОЖ на инструмент.
Да.льнейщее движение рабочего органа осуществляется при неподвижных относительно рабочего органа соплах 14. В момент касания инструмента плоскости детали подается команда от системы управления 7 на включение муфты 3 и при дальней- щем движении инструмента, например при сверлении, сопла 14, перемещаясь линейно совместно с инструментом и поворачиваясь совместно с кулисами 13, будут постоянно направлять СОЖ в место входа инструмента в деталь.
0 При обратном ходе инструмента слежение происходит до момента прохождения концом инструмента места входа в деталь. В этот момент по сигналу программного управления 7 слежение прекращается и сопла 14 останавливаются в по- ложении первоначальной настройки на инструмент.
Переход инструмента на другую плоскость и ее обработка происходит аналогично.
Настрока сопел 14 на новый инстру- мент происходит на прямой подаче рабочего органа после установки нового инструмента, если новый инструмент короче от- работавщего, и на обратной подаче рабочего органа перед установкой нового инструмента, если новый инструмент длиннее отработавщего.
Предлагаемое устройство позволяет повысить производительность станка за счет исключения времени простоя станка для ручной настройки трубопровода СОЖ как при 0 каждой смене инструмента, так и при переходе на каждую плоскость ступенчатой поверхности обрабатываемой детали.
Предлагаемое устройство производит эту настройку- автоматически во время холостого хода рабочего органа за счет приме- 5 нения муфты, управляемой от системы программного управления станка.
Кроме того, повышается стойкость инструмента за счет исключения случаев, когда на инструмент, закрытый с нескольких сторон ступенчатой поверхностью детали, не ° подается СОЖ.
Постоянная подача СОЖ обеспечивается за счет многостороннего расположения сопел для СОЖ, размещенных на рабочем органе станка.
J Предлагаемое устройство позволяет использовать весь диапазон перемещения рабочего органа при точной подаче СОЖ за счет применения тангенциального механизма.
iH
/J
72
Фиг.З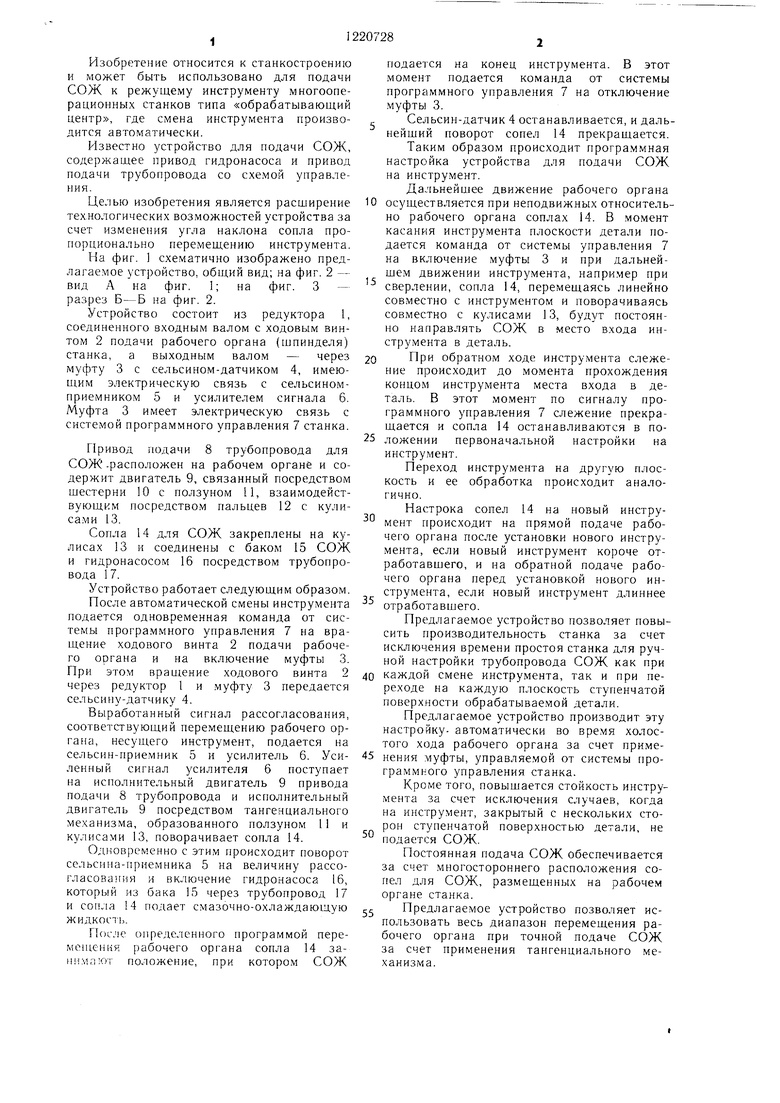
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачиСМАзОчНО-ОХлАждАющЕй жидКОСТи | 1977 |
|
SU810440A1 |
| Устройство для автоматической подачи смазочно-охлаждающей жидкости | 1986 |
|
SU1321555A1 |
| Многооперационный станок | 1986 |
|
SU1393579A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Устройство для автоматической подачи смазочно-охлаждающей жидкости | 1987 |
|
SU1484590A1 |
| ДВУХОТСЧЕТНАЯ СИСТЕМА ПРОГРАММНОЙ НАСТРОЙКИ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ | 1965 |
|
SU222497A1 |
| Многооперационный станок | 1984 |
|
SU1202788A1 |
| Фрезерный станок | 1988 |
|
SU1537406A1 |
| Зуборезный станок для обработки конических колес | 1962 |
|
SU244845A1 |
| УСТАНОВКА ГИДРОКАВИТАЦИОННОГО РАССНАРЯЖЕНИЯ БОЕПРИПАСОВ И РЕГЕНЕРАЦИИ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2001 |
|
RU2195630C1 |


| Устройство для автоматической подачиСМАзОчНО-ОХлАждАющЕй жидКОСТи | 1977 |
|
SU810440A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
