Изобретение относится к устройст вам для обработки металлов резанием в частности к устройствам д,пя. рас точки фасонных отверстий. Известна расточная оправка, соде жащая корпус, резец и кинематически связанное с введенным в оправку .щупом устройство подналадки резца, выполненное в виде тела качения (ро лика) , центр вращения которого расположен в плоскости, перпе Ндикулярной оси оправки, и проходит через вершину резца lj . Однако известная расточная оправ ка не позволяет работать с большими глубинами резания. Это происходит из-за того, что ролик следует за резцом, и профиль ролика должен быть таким, чтобы он не касался поверхности, подлежащей обработке. Этому условию удовлетворя ет профиль ролика, соответствующий профилю резца, но такой ролик будет сильно портить обработанную поверхность ввиду своей остроты. процесс как резания, так и раскатывания будет происходить нестабильно, т.е. оправка будет неработоспособна. Позтому резец и ролик необходимо выполнять с большим радиусом кривизны, что резко увеличивает сил .резания, а это препятствует увеличе нию глубины резания, что приводит к уменьшению производительности труда. Целью изобретения является повышение производительности труда. Эта цель достигается тем, что в расточной оправке, содержащей корпус, резец и кинематически связанно с установленным на оправке щупом устройство подналадки резца, снабже нре телом качения, центр вращения которого расположен в плоскости, перпендикулярной оси оправки, центр вращения тела качения смещен относи тельно вершины резца по направлению к щупу, а оправка снабжена кинемати чески связанным с резцом дополнительным щупом, при этом расстояние меходу вершиной резца и центром вращения тела качения равно межосевому расстоянию иежду дополнительным щупом и щупок, кинематически связанны с устройством подналадкк резца. Такое выполнение позволяет располагать тело качения в стороне от вершины резца и она в этом случае н молсет соприкасаться с поверхностью, подлежащей обработке, и поэтому у тела качения и резца могут быть разные радиусы кривизны. Это позволяет придать нуясную геометрическую форму резцу, что увеличивает глубину резания, подачу,,а следовательно, повышает производительность труда. На чертеже схематично изображена расточна.я оправка, (вариант).. Расточная оправка состоит из корпуса 1 с буртиком 2, имеющим фаску. В паз корпуса установлен с возможностью радиальных перемещений резец 3, выборка которого с фаской 4 предназначена для взаимодействия со вставленным подвижно в корпус толкателем 5 5 -а торец последнего упирается в СБободнс расположенную в ггазу корпуса планку 6., Плечики планки 6 опираются на торец подвижно надетой на корпус втулки 7, имеющей буртик, аналогичньш буртику 2. Между этими буртиками расположен дополнительный щуп 8, снабженный роликом 9, установленным на оси 10. В паз корпуса подвижно в радиальном направ- . Ленин установлено устройство подналадки резца, состоящее из валки с фаской и установленного на оси 12 тела 13 качения, центр вращения.которого расположен на расстоянии Д от вершины резца 3. С фаской вилки 11 контактирует толкатель 14, упирающийся в торец планки 15,, опирающейся на торец кольца 16, -подвижно установленного на корпусе 1. Втулка 17 неподвижно закреплена на корпусе 1. Кольцо 16 и втулка 17 имеют буртики, аналогичные буртику 2, а между ними расположен щуп 18, кинематически связанный с устройством подналадки резца, снабженный роликом 19, установленным на оси 20. Щупы 8 и 18 расположены на расстоянии А друг от друга и предназначены для взаимодействия с копиром 21. Толка- тель 5 подпружинен тарельчатой пружи ной 22. Расточная оправка работает следуюпу1м образом.Оправка совершает вращательное и поступательное движейие подачи. Дополнительный щуп б и щуп. 1В в процессе резания поступательно перемещаются совместно с оправкой и, соприкасаясь с копиром 21, совершают
J 1
движение по стрелке б Когда дополнительный щуп 8 идет вверх, тогда втулка 7 перемещается влево по стрелке В . Движение втулки 7 через планку 6 и толкатель 5 передается резцу 3. Резец 3 увеличивает свой вылет относительно оси оправки. При движении дополнительного щупа 8 вниз происходит перемещение резца 3 в противоположную сторону.
Ko шeНСация износа резца 3 происходит следуняцим образом. При износе резца 3 диаметр обработанного отверстия уменьшается и тело 13 качения п :ремещавт вилку 11 к центру оправки. При этом прогибается толкатель 14 который перемещает вниз толкатель 5 а последний, воздействуя иа фаску 4, вьщвигает резец 3, тем самым компенсируя его износ.
Компенсация износа резца возможна потому, что положение тела 13 каче1ШЯ относительно оси оправки опре414
делено копиром 21 посредством щупа 18, кинематически связанного с устройством подналадки резца. Для правильной Компенсации износе резца необходимо, чтобы размер А междУ
вершиной резца и центром, вращения тела качения был равен межосевому расстоянию между щупами 8 и 18. Так как ве- . личина износа на пути резания незначительна - несколько сотых долей
миллиметра, то толкатель 14 может изгибаться, не нарушая своей работоспособности.
Тел качения может быть больше одного и в этом случае они являются люнетом для оправки.
Таким образом, предлагаемая расточная оправка обеспечивает повышение производительности, так как тело качения не контактирует с поверхностью, подлежащей обработке, что дозволяет работать с увеличенной глубиной резания.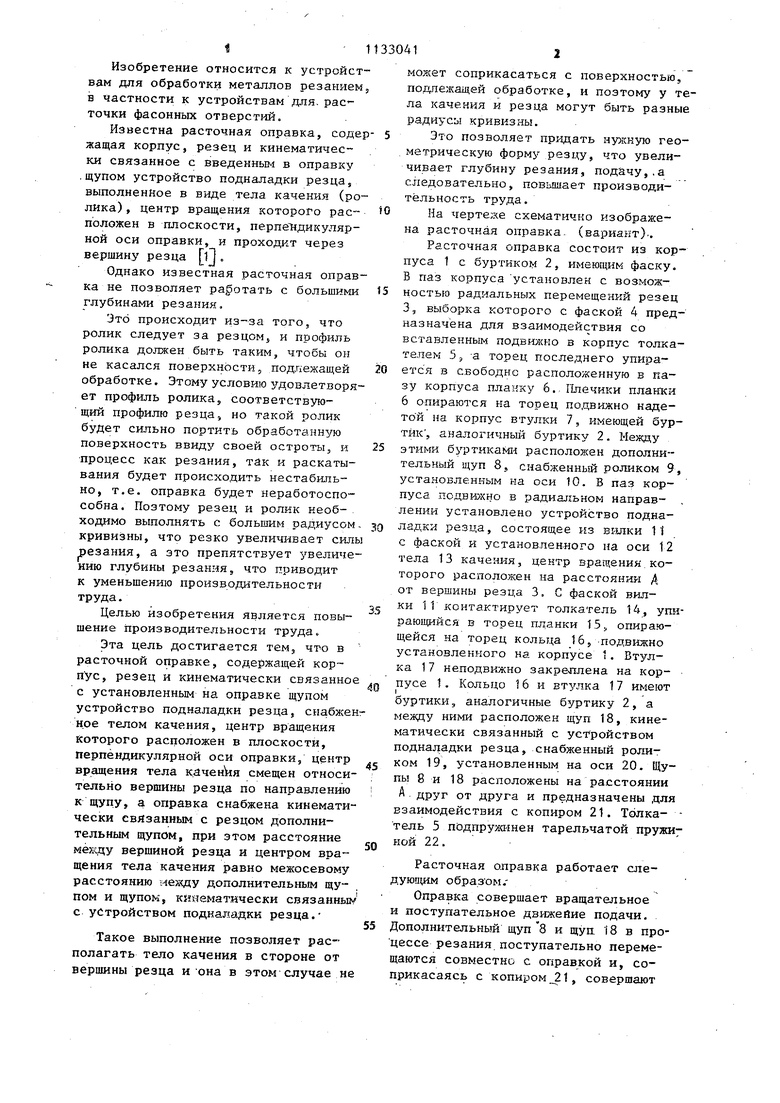
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1981 |
|
SU1009625A1 |
| Расточная оправка | 1983 |
|
SU1077710A2 |
| Расточная головка | 1985 |
|
SU1328076A1 |
| Расточная оправка | 1980 |
|
SU884873A2 |
| Устройство для растачивания отверстий | 1986 |
|
SU1426702A1 |
| Способ размерной подналадки двух резцов | 1980 |
|
SU891220A1 |
| Расточная оправка | 1973 |
|
SU471185A1 |
| Устройство для подналадки резца | 1984 |
|
SU1196151A1 |
| Способ подналадки резца и устройство для его осуществления | 1983 |
|
SU1126381A1 |
| Способ подналадки резца на размер в процессе цилиндрического точения на металлорежущих станках | 1950 |
|
SU94357A1 |
РАСТОЧНАЯ ОПРАВКА, содержащая корпус, резец и кинематически связанное с установленным на оправке щупом устройство подналадки резца, снабженное телом качения, центр вращения которого расположен в плоскости, перпендикулярной оси оправки, о т л и чаю щ с я тем, что, с целью повьпения производительное- . ти, центр вращения тела кдчения смещен относительно вершины резца.по направлению к щупу, а оправка снабжена кинематически связанным с резцом дополнительньм щзгпом, при этом расстояние между вершинной резца и центром вращения тела качения равно межосевому расстоянию между дополнительным щупом и щупом, кинематически связанным с устройством подналадки резца.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Расточная оправка | 1981 |
|
SU1009625A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
