Изобретение относится к металло- обработке и может быть использовано при закреплении тонкостенных нежестких цилиндрических деталей.
Цель изобретения - повьшение точ- ности закрепления посредством растяжения детали в осевом направлении при ее закреплении.
На чертеже показана оправка, разрез.
Оправка состоит из корпуса 1, на поверхности которого закрепляется деталь 2. В корпусе 1 выполнены тонкостенные камеры 3, часть стенок которых вьтолнена в виде гофр 4. Камеры 3 заполнены,гидроппастом 5 и соединены между собой каналом 6. С торцов корпус 1 закрыт пробками 7 и 8, в одной из которых установлен плунжер 9 и болт 10. Оправка устанавливается в патрон 11 и поджимается центром 12
После заполнения оправки гидропластом 5 часть застывшего гидропласта из отверстия удаляют, устанавливают плунжер 9 и ввертьгаают болт 10 на несколько ниток резьбы. После этого надевают на оправку обрабатываемую деталь 2 и продолжают завертывать болт 10, который, перемещая
Составитель Л.Ярхо Редактор И.Касарда Техред И.Верес Корректор А. Обручар
Заказ 1526/16 Тираж 1001 Подписное ВШМШ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
плунжер 9 в осевом направлении, через гидропласт 5 передает нагрузку на все поверхности. Цилиндрические стенки камер 3 вьтолнены Меньшей жесткости по сравнению со стенками гофр 4. Поэтому они первыми вступают в контакт с закрепляемой деталью 2 и закрепляют ее в радиальном направлении.
При дальнейшем завертывании болта 10 увеличивается нагрузка, как на цилиндрические стенки камер 3, так и на торцы резьбовых пробок 7 и 8. Концы корпуса 1 перемещаются в осевом направлении в пределах упругих деформаций гофр 4. Так как деталь 2 жестко закреплена на поверхности оправки,, то осуществляется растяжение детали 2 и в осевом направлении.
Блок деталь-оправка устанавливается в патрон 11 и при необходимости поддерживается центром 12. Производится механическая обработка. По окончании механической обработки снимают оправку со станка, отвертывают на несколько ниток болт 10, удаляют деталь 2 с оправки.- В дальнейшем цикл повторяется.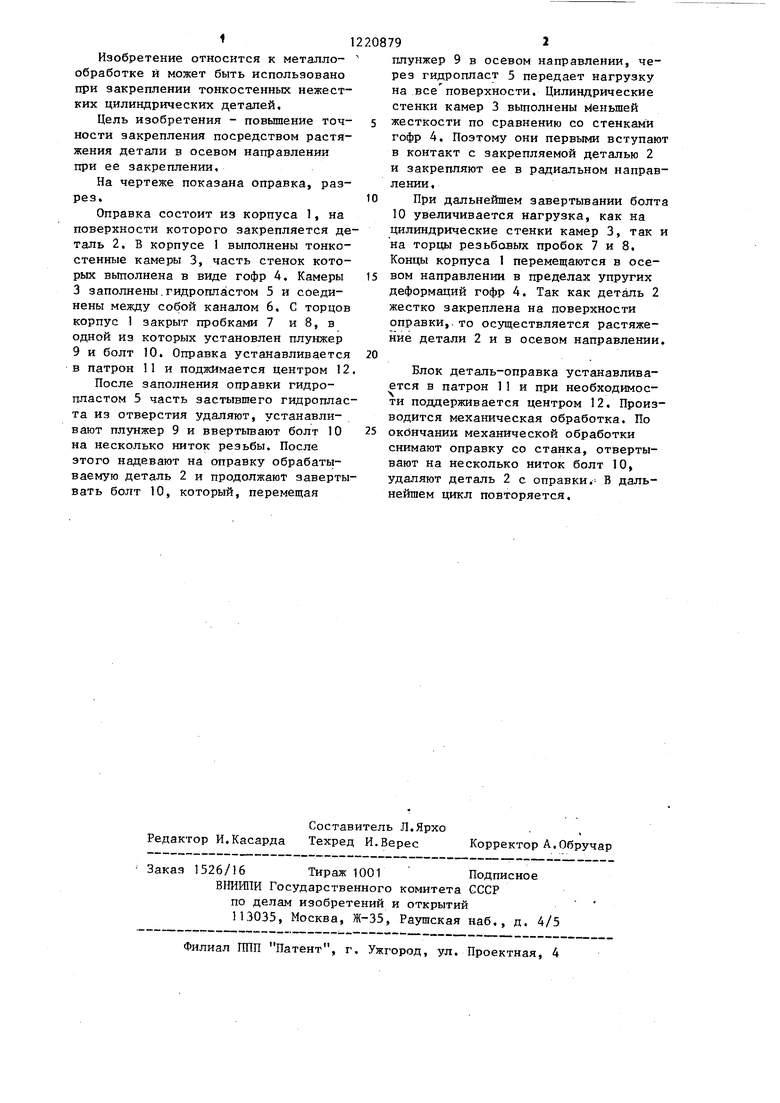
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Протяжка | 1977 |
|
SU691257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЛАКА НА КАРКАС РЕЗИСТИВНОГО ЭЛЕМЕНТА | 2007 |
|
RU2334295C1 |
| ПНЕВМАТИЧЕСКИЙ ГИДРОПЛАСТОВЫЙ ПАТРОН | 1992 |
|
RU2104127C1 |
| Устройство для отделочно-упрочняющей обработки сферических поверхностей деталей | 1985 |
|
SU1342708A1 |
| Комбинированный инструмент для обработки отверстий | 1978 |
|
SU764958A1 |
| Многоместный патрон | 1977 |
|
SU733871A1 |
| Приспособление для закрепления плунжера при обработке | 2017 |
|
RU2698119C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |