1- . .
Изобретение относитх:я к области металлообработки и может быть использовано при обработке отверстий протягиванием.., ,-,
Известна протяжка, содержацхая корпус с передним хвостовиком, рабочую часть, за которой расположена задняя направляющая Си.
При таком исполнении протяжка не обеспечивает высококачественную о аботку отверстий из-за повьппешш скорости протягиЁания при выходе ее последних .режущих элементов из обрабатываемого отверстия
Целью изобретения $юляется повышени точности и качества обработанной поверхности Поставленная цель достигается тем, что задняя направляющая вьшолнена в виде полого упругого в радиальном направлении элемента, наибольший диаметр которого превышает диаметр обрабатываемого отверстия, причем упругий элемент может быть выполнен: в виде усеченного конуса, обращенного меньшим основанием
в направлении переднего хвостовика и имеющего высоту, равную одному-двум диаметрам отверстия обрабатываемой детали, шышндра длиной О,01-0,О5 высоты конуса, диаметр которого равен диаметру
. большего основания конуса и превышает диаметр обрабатываемого отверстия на 0,1-0,2% его величины; и фаски; или в виде полого тонкостенного, цилиндра длиной, равной одному-двум диаметрам отверстия обрабатываемой детали, полость которого заполнена жидким или консистентным вицеством, например гидропластом, а в торце задней направляющей части установлен винт для регулирования давления в полости шшиндра; или в виде посаженного на оправку тонкостенного бочкообразного тела длиной, равной одному-двум диаметрам отверстия обрабатываемой детали, снабже1шого равномерно
.расположенными по окружности вдоль образующих сквозныкки узкими пазами, а
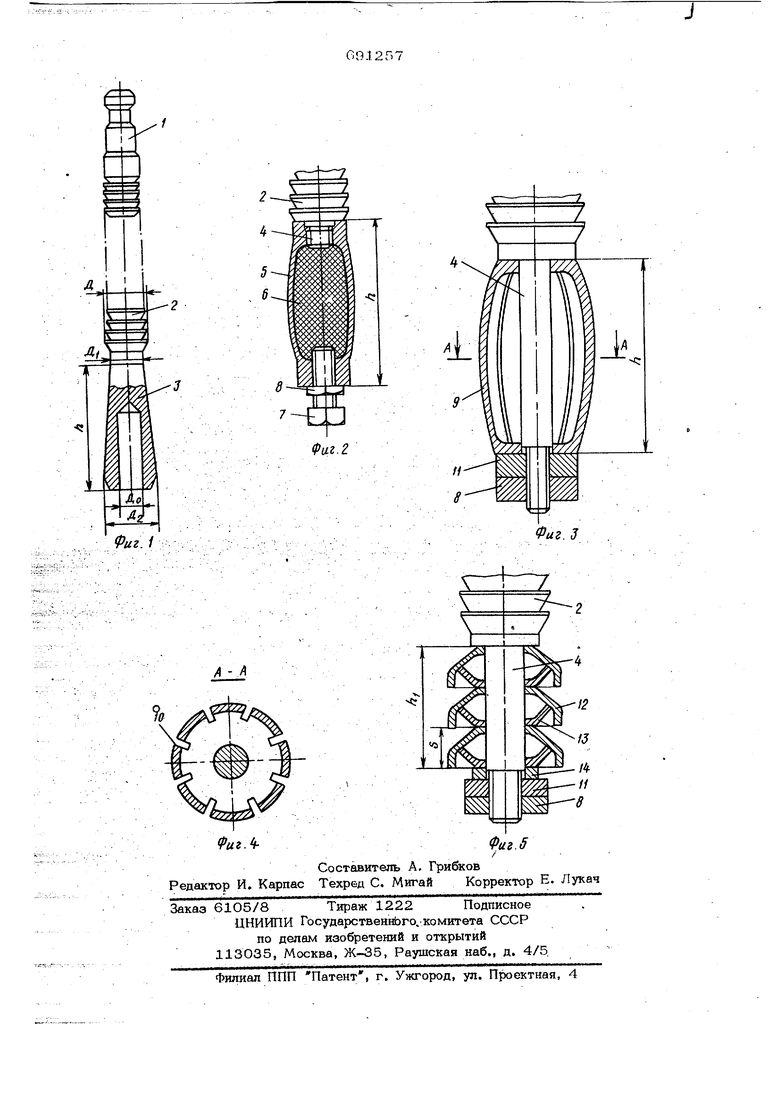
1В торце задней направляющей части установлена гайка и контргайка для изменения 369 наибольшего наружного диаметра бочкообразного тела; или в виде посаженных на оправку нескольких пар тйрельчатых прухсин разного диаметра, причем большая тарельчатая пружина в каждой паре обра iaettei свойм меньшим основанием в направ лении переднего хвостовика, высота набора пружин раЁна одному-двум диаметрам отверстия обрабатываемой детали, а в торце задней направляющей части установлены гайка и контргайка для изменени наружного диаметра больших пружин. Такое выполнение обеспечивает повышение точности и качества обработанной поверхтасти. . На фиг. 1 представлена протяжка; на фиг. 2 - протяжка с направляюшей Ч1астью в виде Полого тонкостенного ци 71ййдра, заполненного гидропластом;, на фиг, 3 - протяжка с направляющей частью в виде поса:женного на оправку тонкостен ного бочкообразного тела с пазами; на фиг. 4 - сечение А-А на фиг. 3; на фиг. 5 - протяжка с направляющей частью в виде тарельчатых пружин разного диаметра. Протяжка (фиг. 1) для обработки отверстий малого диаметра (от 5 до 2Омм сЬстоит из переднего хвостовика 1, рабочей части 2 и задней направляющей части 3 в виде полого конуса. Задняя направляющая 3 вьшолнена упругой в радиальном направлении благодаря отверстию диаметром Д,.При этом жесткость задней направляющей 3 в радиальном направ лении должна быте меньше жесткости обрабатываемой детали. Диаметр Д мень шего основйния конуса должне быть раве или меньше а. Д последнего калибрующего зуба протяжки t а диаметр Д2 больш о ocHoBiaioMt должен быть боль ше диаметра обрабатываемого отверстия йа в1еяи 1ину рабную или меньшую упругому восстановлению отверстия. Протяжку для обработки отверстий более 16 мм целесообразно вьшо л пять составной, состоящей из рабочей части 2 (фиг. 2), на хвостовик 4 которой навинчивается полый тонкостенный цилиндр 5. Полость цилиндра заполнена гидропластом б, давление которого регутшруется болтом 7 и контргайкой 8. При этом давле ние подбирается таким, чтобы при протягивании направляющий хвостовик не производил пластическое деформирование обрабатьпваемой поверхности. Для обработки отверстий диаметром, более 2О мм задйяя направляющая часть протяжки выполняется в пиле тотсостениого бочкообразного тела 9 (фиг. 3), посаженного на цилиндрический хвостовик 4 рабочей части протяжки, причем на наружной поверхности бочкообразного тела выполнены равномерно расположенные по окружности узкие пазы 10 (фиг. 4), Изменение максимального диаметра бочки и, следовательно, максимальной силы протягивания бочкообразной направляю- . щей осуществляется гайкой 11 (фиг. 3) и контргайкой 8 Высота h бочкообразного тела, как и у протяжек, представленных на фиг. 1 и 2, должна быть равна 1-2 диаметрам обрабатываемого отверстия. Для обработки отверстий диаметром более 40 мм задняя направляющая часть протяжки вьшолняется в виде посаженных на цилиндрический хвостовик 4 (фиг. 5) рабочей части протяжки тарельчатых пружин 12 и 13 разного диаметра. При этом за большей тарельчатой пружиной 12, расположенной большим основанием в сторону, противоположную направлению движения протяжки, расположена меньшая тарельчатая пружина. Высота набора bj тарельчатых пружин также должна быть равна или больше Длины калибрующей части протяжки. Диаметры оснований больших тарельчатых пружин регулируются через шайбу 14 гайкой 11 и контргайкой 8. Работает протяжка следующим образом. ... По мере выхода рабочей части 2 из обрабатываемого отверстия в отверстие входят тарельчатые пружины 12, и сила протягивания ступенчато увеличивается, компенсируя снижение силы протягивания, связанного с выходом рабочей части протяжки из отверстия. Для обеспечения постоянства силы протягивания шаг S пружин должен быть равен шагу зубьев протяжки. ; Основным преимуществом протяжки является то, что благодаря исключению перекоса ее в обрабатываемом отверстии при выходе из него и постоянства ско- рости протягивания повышается точность . обработанного отверстия не менее чем на один класс и снижается шероховатость обработанной поверхности деталей из цветных сплавов на 1-2 класса, стальных деталей - на 2-4 класса. Предварительный расчет показал, что только за счет исключения последующей повторной обработки отверстий ручным инструментом для ликвидации брака, имеющего место при обработке иэвостиьтми протяжками, экономический эффект от внедрения протяжки на одном из предприятий составит не менее 40 тыс. руб. Формула изобретения 1.Протяжка, содержащая корпус с передним хвостовиком, рабочую часть, за которой расположена задняя направляющая, отличающаяся тем что, с целью повышения точности к ка;чества обработанной поверхности, задняя направляющая вьшолнена в виде полого упругого в радиальном направлений элемента, наибольший диаметр которого пре вышает диаметр обрабатываемого отверс тия. 2.Протяжка по и. 1, отличающаяся тем, что упругий элемент выполнен в виде усеченного конуса, обращенного меньшим основанием в направ лении переднего хвостовика и имеющего высоту, равную одному-двум диаметрам отверстия обрабатываемой детали, цилиндра длиной 0,01-0,05 высоты конуса диаметр которого равен диаметру больше го основания конуса и превышает диаметр обрабатываемого отверстия на 0,1-0,2% его величины, и фаски. 3.Протяжка по п. 1, отличающаяся тем, что упругий элемент вьтолнен в виде тонкостенного шшинара длиной, равной одному-двум диаметрам. отверстия обрабатываемой детали, полость которого заполнена жидким или консистентным ветцеством, например гидропластом, а в торце задней направляющей части установлен винт для регулирования давления в полости цилиндра. 4.Протяжка по п. 1, отличающаяся тем, что упругий элемент вьшолнен в ввде посаженного на оправку тонкостенного бочкообразного тела длиной, равной одному-двум диаметрам отверстия обрабатываемой детали, снабженного равномерно распологкетп тми по окружности вдоль образующих сквозными узкими пазами, а в торце задней направляющей части установлены гайка и контргайка для изменения наибольшего диаметра бочкообразного тела. 5.Протяжка по п. 1, отличающаяся тем, что упругий элемент вьтолнен в виде посаженных на оправку нескольких пар тарельчатых пружин разного диаметра, причем большая тарельчатая пружина в каждой паре обращена своим меньшим основанием в «аправпении переднего хвостовика, высота набора пружин равна одному-двум диаметрам отверстия обрабатьтаемой детали, а в торце задней направляющей части установлены гайка и контргайка для изменения наружного диаметра больших пружин. Источники информации, принятые во внимание при экспертизе 1. Кацеви П. Г., Епифанов Н. П. Справочник протяжника. М., 1963, с. 51, фиг. 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки отверстий | 1979 |
|
SU891263A2 |
| Деформирующая протяжка | 1978 |
|
SU673392A1 |
| Протяжной инструмент | 1982 |
|
SU1085711A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| ВСПОМОГАТЕЛЬНЫЙ ПАТРОН ДЛЯ ЗАХВАТА ПРОТЯЖКИ | 1992 |
|
RU2049606C1 |
| Способ деформирующего протягивания длинных тонкостенных деталей | 1988 |
|
SU1611713A1 |
| Сборная протяжка | 1976 |
|
SU671946A1 |
| ВСПОМОГАТЕЛЬНЫЙ ПАТРОН ДЛЯ ЗАХВАТА ПРОТЯЖКИ | 1995 |
|
RU2100154C1 |
| Инструмент для обработки отверстий | 1978 |
|
SU733891A1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |