1
10
15
Изобретение относится к машиностроению, в частности к металлообрабатывающему проичводству, и может быть использовано на финишных опера- Щ1ЯХ обработки деталей, содержащих сферическую поперхность.
Цель изобретения - упрощение конструкции нутем совмещения приводов вращения детали и инструмента.
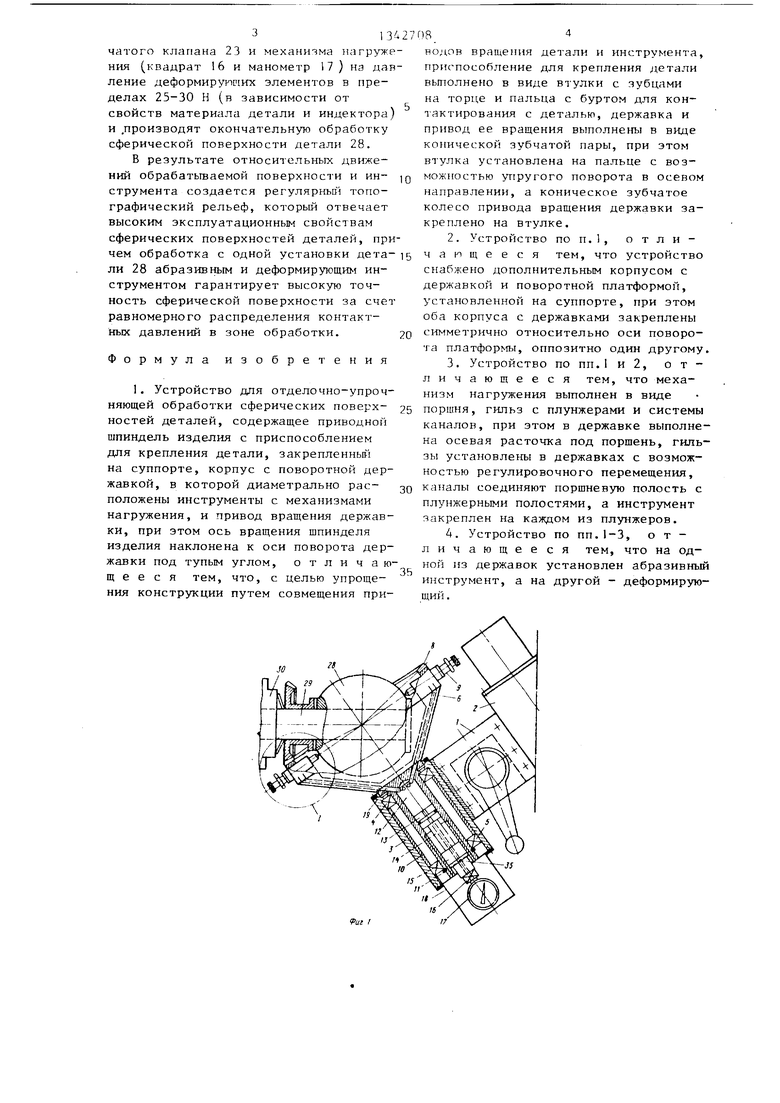
На фиг.1 показано предлагаемое устройство и обрабатываемая деталь, общий вид, план; на фиг.2 - узел 1 на фиг.1; на фиг.3 - сечение А-А на фиг.2.
Устройство состоит из плиты 1 с жестко прикрепленными к ней корпусами 2 и 3, оси расточек которых находятся на одной плоскости и параллельны между собой. В корпусах 2 и 3 на 20 подшипниках 4 и 5 державки 6 установлены оппозитно одна относительно другой. По периферии 7 державки имеются зубья 8 и направляющие втулки 9 (количество зависит от размеров обрабатываемой детали). Подщипники 4 и 5 снабжены распорной втулкой 10 и стопорным кольцом 11. Внутри державки 6 размещен нагружающей механизм, кото- рьй состоит из цилиндрической полости 12, заполненной жидкостью, поршня 13 со OITOKOM 14, с резьбовой частью 15, квадратом 16 под ключ, манометром 17 и кожухом 18. Полость 12 посредством каналов 19 соединяется с дроссельной полостью 20 щтока-золот- ника 21 с инструментом 22, игольчатым клапаном 23 и фасками под ключ. Державку 6 со штоками 24, несущих абвтулка 31, имеющая по торцу радиальные рифления 3--, и пружина 33. При этом установка детали 28 осуществляется с нажимным усилием 20-30 Р с использованием центра задней бабки металлорежущего станка. Каналы 19 снабжены технологическими заглущками 34. Резьбовая часть 15 пггока 14 снабжена контргайкой 35.
Устройство работает следующим образом .
Обрабатываемую деталь 28 с шестерней-втулкой 31 и пружиной 33 устанавливают в патрон металлорежущего станка на оправке 29 или имеющемся валу у шаровой опоры так, чтобы образовался натяг за счет сжатия пружины 33. Устройство устанавливают и закрепляют в резцедержателе станка посредством плиты 1 П-образной формы, затем поворачивают резцедержатель с устройством на угол мекосевого зацепления зубчатой конической пары шестерня-втулка 3 1 - зубья 8 державки и вводят их в зацепление, предварительно рассто- порив контргайку 27 и отведя в заднее крайнее положение цилиндра 25 маховичком 26. Путем вращения маховичков 26 подводят абразивные инструменты до соприкосновения с обрабатьтае- мой поверхностью и фиксируют положение цилиндров 25 контргайкой 27 при снятом кожухе 18, ключом (квадрат 16) устанавливают по манометру 17 давление 0,2 МПа для абразивных инструментов, на обрабатьшаемую поверхность детали 28 устанавливают кожух 18, после чего включают вращение детали 28.
25
30
35
разивньпт инструмент, устанавливают на 40 Шестерня-втулка 31 за счет сил сцепле- одной оси с линией центров станка. ния в зоне рифлений 32 с деталью 28
Шток 21 установлен в цилиндре 25, который посредством резьбы, маховичка 26 и контргайки 27 фиксируется в направляющей втулке 9.
Деталь 28 (шаровые клапаны задвижек, шаровые опоры тяжелого технологического оборудования, цементного и горно-рудного оборудования, шаровые опоры переднеприводных большегрузных, автомашин) в зависимости от конструктивных особенностей закрепляются на оправке 29 в патроне 30. Когда деталь 28 со сферической поверхностью
имеет вал (шаровые опоры большегруз- gg шью, смоченной в спирте, от остатков нъгх автомашин ), деталь крепится в патроне посредством этого вала. Перед креплением на оправку 29 (или вал детали ) устанавливается шестерняабразивной пыли, поворачивают устрой ство на 180 и подводят в поперечном и осевом направлениях к рабочему положению. Настраивают с помощью иголь
10
15
2042708
втулка 31, имеющая по торцу радиальные рифления 3--, и пружина 33. При этом установка детали 28 осуществляется с нажимным усилием 20-30 Р с использованием центра задней бабки металлорежущего станка. Каналы 19 снабжены технологическими заглущками 34. Резьбовая часть 15 пггока 14 снабжена контргайкой 35.
Устройство работает следующим образом .
Обрабатываемую деталь 28 с шестерней-втулкой 31 и пружиной 33 устанавливают в патрон металлорежущего станка на оправке 29 или имеющемся валу у шаровой опоры так, чтобы образовался натяг за счет сжатия пружины 33. Устройство устанавливают и закрепляют в резцедержателе станка посредством плиты 1 П-образной формы, затем поворачивают резцедержатель с устройством на угол мекосевого зацепления зубчатой конической пары шестерня-втулка 3 1 - зубья 8 державки и вводят их в зацепление, предварительно рассто- порив контргайку 27 и отведя в заднее крайнее положение цилиндра 25 маховичком 26. Путем вращения маховичков 26 подводят абразивные инструменты до соприкосновения с обрабатьтае- мой поверхностью и фиксируют положение цилиндров 25 контргайкой 27 при снятом кожухе 18, ключом (квадрат 16) устанавливают по манометру 17 давление 0,2 МПа для абразивных инструментов, на обрабатьшаемую поверхность детали 28 устанавливают кожух 18, после чего включают вращение детали 28.
25
30
35
вращает державку с абразивным инструментом, Б результате чего производится шлифование всей сферической поверхности за счет двух движений: вращения детали 28 по линии центров станка и вращения державки под углом на длине дуги окружности, проходящей по секущей плоскости через центр угла зацепления конической зубчатой пары шестерня-втулка 31 - зубья 8.
После абразивной обработки устройство отводят по линии суппорта от поверхности детали 28, протирают ветошью, смоченной в спирте, от остатков
абразивной пыли, поворачивают устройство на 180 и подводят в поперечном и осевом направлениях к рабочему положению. Настраивают с помощью иголь313Д
чатого клапана 23 и механизма }1агруже ния (квадрат 16 и манометр 17 ) на давление деформирук101их элементов в пределах 25-30 Н (в зависимости от свойств материала детали и индектора) и .производят окончательную обработку сферическор поверхности детали 28.
В результате относительных движений обрабатьтаемой поверхности и инструмента создается регулярньо1 топографический рельеф, который отвечает высоким эксплуатационным свойствам сферических поверхностей деталей, причем обработка с одной установки детали 28 абразивным и деформирующим инструментом гарантирует высокую точность сферической поверхности за счет равномерного распределения контактных давлений в зоне обработки.
Формула изобретения
1. Устройство для отделочно-упроч- няющей обработки сферических поверхностей деталей, содержащее приводной шпиндель изделия с приспособлением для крепления детали, закреплеиньй на суппорте, корпус с поворотной державкой, в которой диаметрально расположены инструменты с механизмами нагружения, и привод вращения державки, при этом ось вращения шпинделя изделия наклонена к оси поворота державки под тупым углом, отличающееся тем, что, с целью упрощения конструкции путем совмещения при
водов вращения детали и инструмента, приспособление для крепления детали вьтолнено в виде втулки с зубцами на торце и пальца с буртом для контактирования с деталью, державка и привод ее вращения выполнены в виде конической зубчатой пары, при этом втулка установлена на пальце с возможностью упругого поворота в осевом направлении, а коническое зубчатое колесо привода вращения державки закреплено на втулке.
2.Устройство по п.1, отличающееся тем, что устройство снабжено дополнительным корпусом с державкой и поворотной платформой, установленной на суппорте, при этом оба корпуса с державками закреплены симметрично относительно оси поворота платфор 1ы, оппозитно один другому.
3.Устройство по пп.1 и 2, отличающееся тем, что механизм нагружения выполнен в виде
поршня, гильз с плунжерами и системы каналов, при этом в державке выполнена осевая расточка под поршень, гильзы установлены в державках с возможностью регулировочного перемещения, каналы соединяют поршневую полость с плунжерными полостями, а инструмент закреплен на каждом из плунжеров.
4.Устройство по пп.1-3, отличающееся тем, что на одной из державок установлен абразивный инструмент, а на другой - деформирующий .
л
fui I
7
Редактор И.Горная
Составитель С.Чукаева Техред А. Кравчук
Уиг}
Корректор М.Похо
Заказ 4584/14 Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4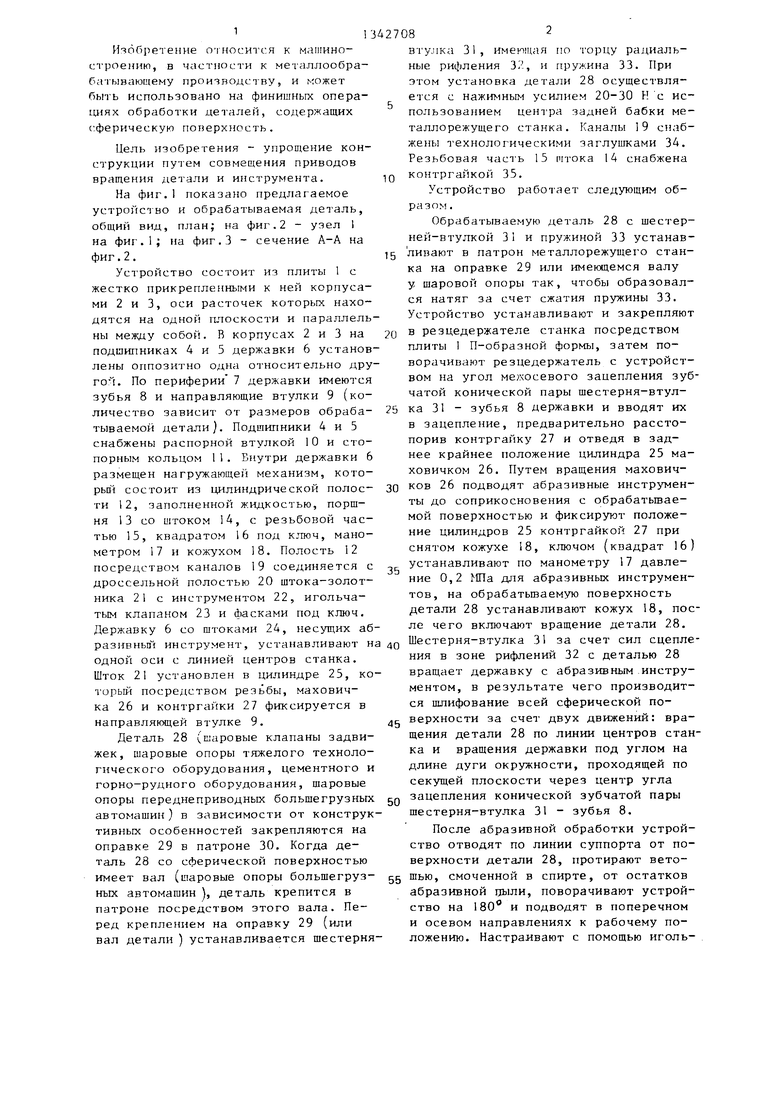
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорезцовая головка | 1987 |
|
SU1546210A1 |
| Полуавтоматический станок для механической обработки полусферических изделий из взрывчатых веществ | 1967 |
|
SU1841277A1 |
| Устройство для алмазного вибровыглаживания | 1987 |
|
SU1530424A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Автоматическая револьверная головка | 1990 |
|
SU1776493A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Устройство для обработки двух осесимметричных деталей | 2021 |
|
RU2768925C1 |
| Устройство для обработки деталей имеющих сферические поверхности | 1983 |
|
SU1175609A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| Головка строгальная | 1984 |
|
SU1172654A1 |
Изобретение относится к машиностроению, в частности к металлообра- батьшающему производству, и может быть использовано на финишных операциях обработки деталей со сферической поверхностью. Цель изобретения - упрощение конструкции. Для этого устройство снабжено плитой П-образной формы и жестко соединено с двумя цилиндрическими корпусами так, что их оси симметрии лежат в одной плоскости и параллельны между собой. Внутри корпусов оппозитно установлены на подшипниках качения шпиндели с державками конусообразной формы с зубьями по периферии. Зубья входят в зацепление с зубьями сменной шестерни- втулки. С одного торца шестерня-втулка сопрягается с деталью рифлениями, а с другого через пружину - с патро,- ном станка. Вершина угла зацепления зубчатой пары совпадает с вершиной угла между осями детали и шпинделя устройства. Одни шпиндель снабжен державками с абразивными, а другой с деформирующими инструментами. Шпиндель со штоками и абразивным инструментом устанавливают на одной оси с линией центров станка. Поворачивают держатель.с устройством на угол межосевого зацепления зубчатой конической пары - втулки державки. Подводят инструменты до совмещения с деталью. После абразивной обработки поворачивают устройство на 180° и производят окончательную обработку. Таким образом, один привод используется для обоих видов обработки. 3 з.п. ф-лы, 3 ил. (Л
| Одинцов М.Г | |||
| Финишная обработка деталей алмазными выглаживанием деталей и вибровыглаживанием | |||
| - М.: Машиностроение, 1981, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
