1
Изобретение относится к прокатному производству и может быть использовано при изготовлении несимметричных профилей с горизонтальной осью симметрией.
Цель изобретения - повышение выхода годного проката путем снижения серповид- ности при прокатке несимметричных профилей, содержащих в поперечном сечении по разные стороны от центральной части профиля участки большей и меньшей площади.
На чертеже изображен валковый узел, общий вид.
Валковый узел состоит из вер:)шего 1 и нижнего 2 профилированных валков, па
1222341
формацией. Риски шеврона, примыкающие к участку Ь, выполнены большей длины, в связи с чем при прочих равных условиях объем металла, перемещаемый в этом направ- 5 лении больше относительно объема металла перемещаемого к участку Ь
Прокатку несимметричного профиля относительно вертикальной оси с участками нерав- |ной площади Ь, и Ьг проводят на стане дуо - 330 на полосовой заготовки 6,2 38 мм сплава ВЖ-98, нагретой до 1150°С. Толщина профиля на центральном участке а составляет 1,4, на участке Ь,-
центральной части 3 которых выполнены шев- 15 5,6 и на участке 5.2 мм. Участки Ь, рокные риски 4, с вершинами расположенны- гйи на одной оси 00 (и направленными
к очагу деформации. По разные стороны от центральной части 3 валков имевэтся смежные ручьи 5 и 6 и 7 и 8, причем площадь поперечного сечения Ь, пары ручьев 5 и 6 больще площади поперечного сечения Ь ручьев 7 и 8.
Для снижения серповидности прокатываеЬ имеют равную ширину - 8 мм, а центральный участок профиля имеет ширину
22 мм. .
20 Как показывает опытная прокатка с симметричным шевроном при разности обжатия на участках Ь, и bj 0,2 мм приводят к серповидности проката. Смещение V оси 00, согласно рекомендуемому соотношемых профилей ось 00 шевронных 25 нию в направлении наиболее обжимаемого рисок смещена от вертикальной оси O Oj участка (участка меньшей площади) равно
1,86 мм с учетом ширины участка о. , равного 22 мм, составляет: Y 1,86Y- 22,
а сама величина смещения вершиныс 7,8 мм.
валкового узла в направлении пары 7 и 8.
Калибр имеет три участка различной деформации: участок а - интенсшгной деформа- о результате отмеченного смещения вер- ции и менее деформируемые участки Ь ишин шеврона выход годного проката увелиbj , причем участок, Ь с минимальной де-чен на 3,8% за счет снижения серповидности.
Редактор М. Бланар
Составитель Ю. Лямов
Техред О.Сопко
Заказ 1641/7Тираж 5.18
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб-., д. 4/5
Филиал 1П1П Патент, г. Ужгород, ул, Проектная, 4
1222341
формацией. Риски шеврона, примыкающие к участку Ь, выполнены большей длины, в связи с чем при прочих равных условиях объем металла, перемещаемый в этом направ- 5 лении больше относительно объема металла перемещаемого к участку Ь
Прокатку несимметричного профиля относительно вертикальной оси с участками нерав- |ной площади Ь, и Ьг проводят на стане дуо - 330 на полосовой заготовки 6,2 38 мм сплава ВЖ-98, нагретой до 1150°С. Толщина профиля на центральном участке а составляет 1,4, на участке Ь,-
5,6 и на участке 5.2 мм. Участки Ь,
Ь имеют равную ширину - 8 мм, а центральный участок профиля имеет ширину
22 мм. .
Как показывает опытная прокатка с симметричным шевроном при разности обжатия на участках Ь, и bj 0,2 мм приводят к серповидности проката. Смещение V оси 00, согласно рекомендуемому соотношеа сама величина смещения вершиныс 7,8 мм.
результате отмеченного смещения вер- шин шеврона выход годного проката увелиКорректор М. Демчик Подписное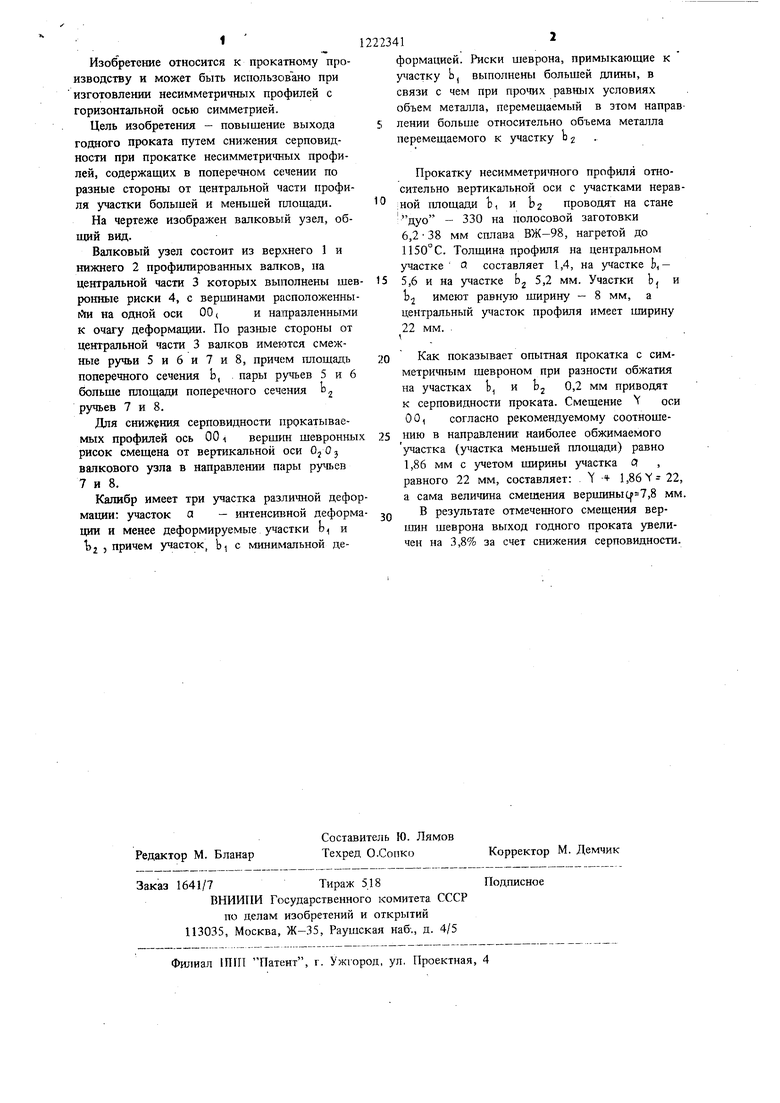
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки полос переменного поперечного сечения | 1987 |
|
SU1482739A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 508×10-16 мм | 2013 |
|
RU2537342C2 |
| Способ изготовления несимметричных гнутых профилей проката | 1985 |
|
SU1269877A1 |
| Блок валков для прокатки периодических профилей | 1977 |
|
SU743763A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 508 ММ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2013 |
|
RU2542131C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| Способ прокатки асимметричных профилей | 1982 |
|
SU1065045A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 И 630×28-32 мм ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690×вн.590×3300-3500, 700×вн.580×3200±50 И 720×вн.600×3200±50 мм | 2012 |
|
RU2523379C2 |
| Прокатный валок | 1990 |
|
SU1703212A1 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |

| Способ прокатки фасонных профилей | 1982 |
|
SU1047552A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Валковый узел прокатного стана | 1981 |
|
SU971541A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
