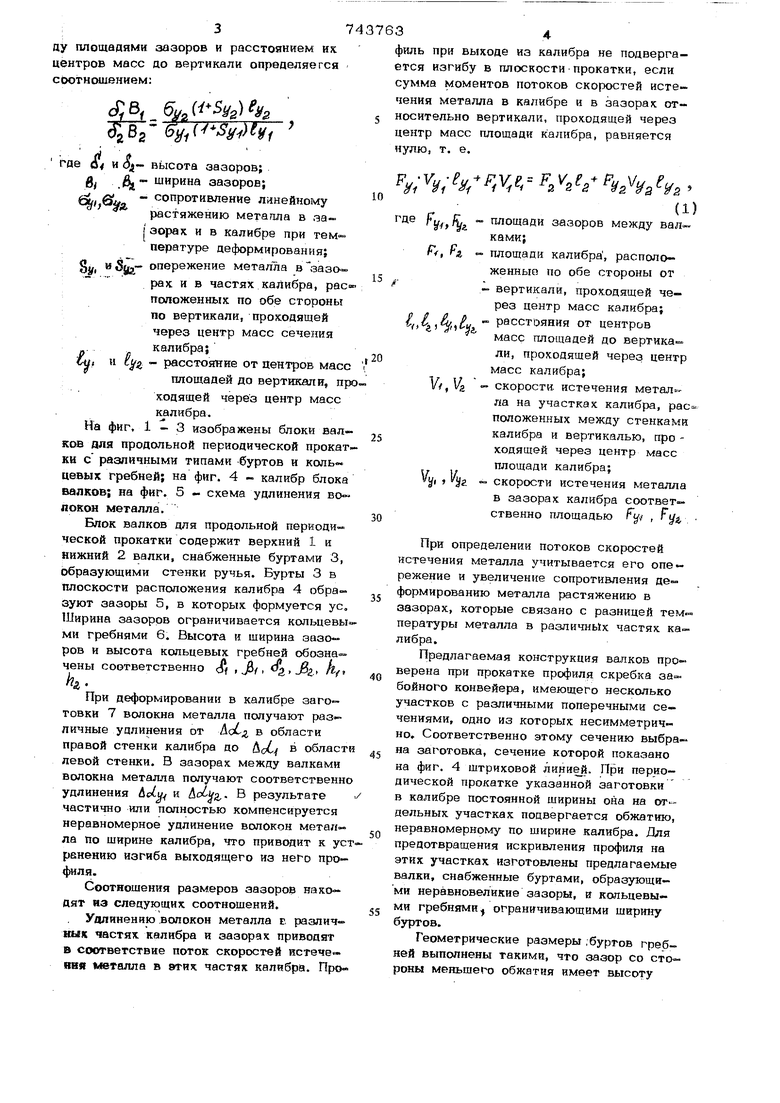
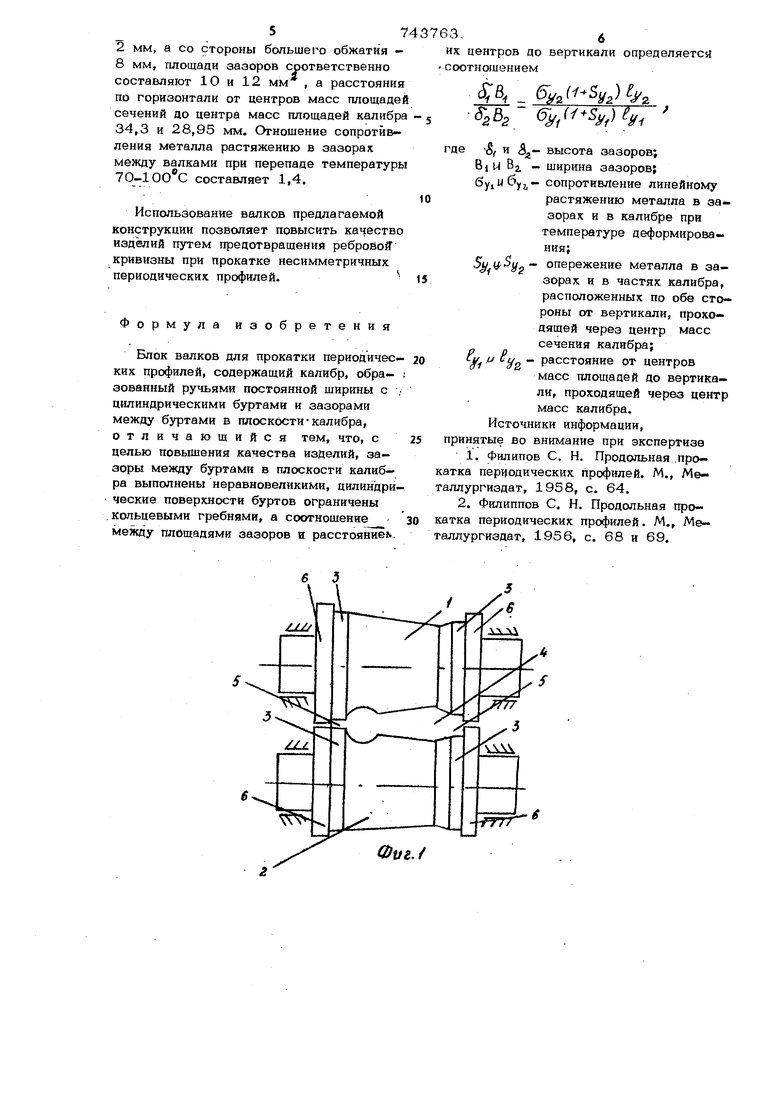
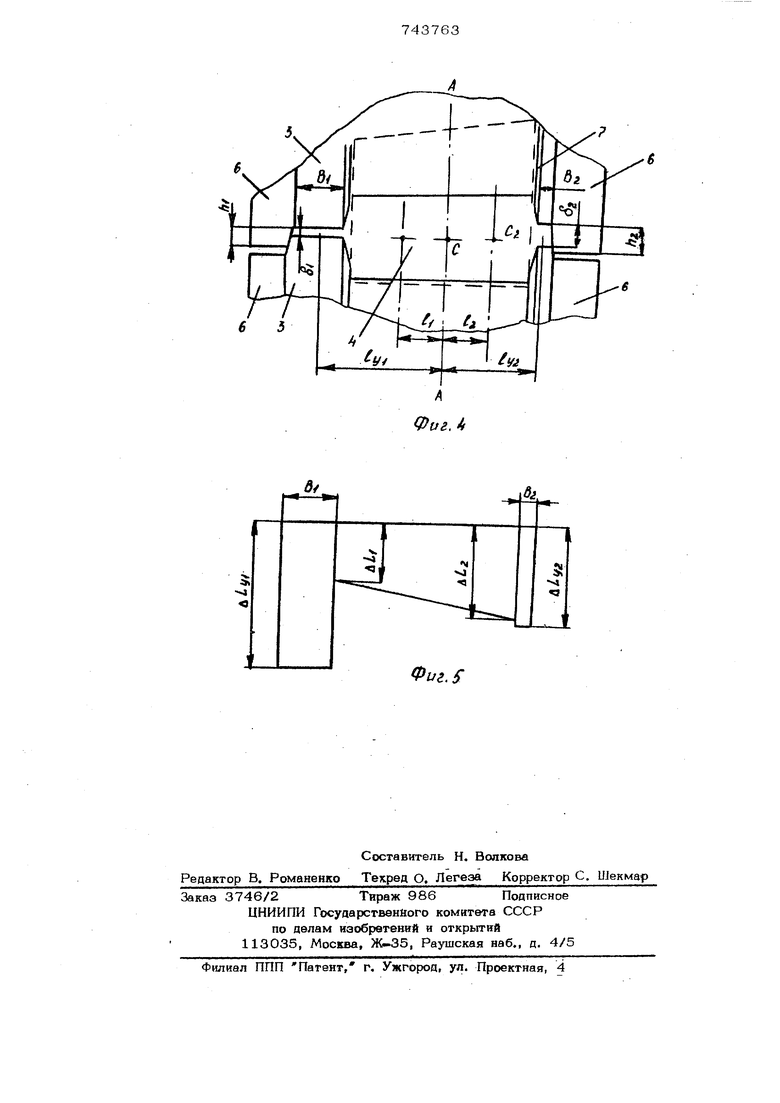
Изобретение относится к обработке металлов давлением и может быть использовано для прокатки несимметричных периодических профилей с усами. Известны валки для прокатки лемешно полосы, содержащие катающие Т1овер шос- ти с ручьями, образующими несимметричный калибр. Лемешная полоса представляет собой несимметричный периодически профиль, прокатываемый без образования усов. Ребровая кривизна предотвращается за счет придания предчистовому калибру формы, близкой к (|юрме готового профиля fll. Недостаток известных валков состоит в том, что при наличии на профиле нескольких участков разного сечения на представляется возможным прецчистовой калибр выполнить по форме, близкой готовому профилю. I Наиболее близки по технической сущ- ,ности к предлагаемым сборные валки для прокатки периодических профилей с усами. Ручья сборного валка составляют из трех колец. Среднее кольцо соответствует дну калибра, а два боковых одинаковых кольца большого диаметра образуют стенки калибра постоянной ширины и бурты. Боковые кольца представляют, собой тела вращения. При прокатке с большими обжатиями металл вытекает из калибра и, деформируясь на буртах, образует усы. Известные сборные валки применяют для прокатки периодических профилей с усами одинаковой высоты 2, Недостатком известной конструкции сборных валков является то, что при прокатке в них периодических профилей, имеющих хотя бы один участок с несиммет- ричнум сечением, профиль изгибается на этих участках в плоскости прокатки. Пель изобретения - повышение качества изделий., Указ1нная цель достигается тем, что зазоры между буртами в плоскости калибра выполнены неравновеликими, цилин- дрические поверхности буртов ограничены кольцевыми гребнями, а соотношение маж- ay площадями зазоров и расстоянием: их центров масс до вертикали определяется ссхэтношением; d;a, ) Уг , e,(Sif,)t«, где U4 и 44- высота зазоров; g ./S|ii ширина зазоров; О О - сопротивление линейному / растяжению металла в ааI зорах и в калибре при температуре деформирования; Svi йа, опережение металла в-зазо pax и в частях калибра, рас положенных по обе стороны по вертикали, проходящей через центр масс сечения калибра} iuf и - расстояние от центров масс площадей до вертшиаги, пр ходящей через центр масс калибра. На фиг, 1-3 изображены блоки валков для продольной периодической прокат ки с различными типами буртов и коль цевых гребней; на фиг. 4 - калибр блока валков; на фиг. 5 - схема удлинения во локон металла. Блок валков для продольной периодической прокатки содержит верхний 1 и нижний 2 валки, снабженные буртами 3, образующими стенки ручья. Бурты 3 в плоскости расположения калибра 4 обра- ауют зазоры 5, в которых формуется ус 1иирина зазоров ограничивается кольцевы ми гребнями 6. Высота и ширина зазО ров и высота кольцевых гребней обозна чены соответственно df , j8/, . / При деформировании в калибре заготовки 7 волокна металла получают раз«личные удлинения от ДоС, в области правой стенки калибра до Д облас левой стенки. В зазорах между валками волокна металла получают соответственн удлинения и .- В результате частично или полностью компенсируется неравномерное удлинение волокон метал ла по ширине калибра, что приводит к у ранению изгиба выходящего из него про филя. Соотнощения размеров зазоров нахо дят из следующих соотнощений, . Удлинению волокон металла Е различных частях калибра и зазорах приводят в соответствие поток скоростей нстече- ния металла в этих частях калибра. Про ль при выходе из калибра не подвергася изгибу в плоскости прокатки, если мма моментов потоков скоростей истения металла в калибре и в зазорах отосительно вертикали, проходящей через ентр масс площади калибра, равняется улю, т. е. У/ V / W - . 2 . 5 j - площади зазоров между валками;- площади калибра , расположенные по обе стороны от -вертикали, проходящей через центр масс калибра; . расстояния от центров масс площадей до вертикали, проходящей через центр масс калибра; -скорости, истечения метал ла на участках калибра, расположенных между стенками калибра и вертикалью, про ходящей через центр масс площади калибра; 1 г - скорости истечения металла в зазорах калибра соответственно площадью Fy-i , г у При определении потоков скоростей истечения металла учитывается его опережение и увеличение сопротивления де формированию металла растяжению в зазорах, которые связано с разницей температуры металла в различных частях калибра. Предлагаемая конструкция валков проверена при прокатке профиля скребка за бойного конвейера, имеющего несколько участков с различными поперечными сечениями, одно из которых несимметрично. Соответственно этому сечению выбра на заготовка, сечение которой показано на фиг. 4 щтриховой линией. При периодической прокатке указанной заготовки в калибре постоянной ширины она на от дельных участках подвергается обжатию, неравномерному по ширине калибра. Для предотвращения искривления профиля на этих участках изготовлены предлагаемые валки, снабженные буртами, образующими неравновеликие зазоры, и кольцевыми гребнями ограничивающими щирину буртов. Геометрические размеры .буртов гребней выполнены такими, что зазор со стороны меньше(т) обжатия имеет высоту 2 мм, а со стороны большего обжатия 8 мм, площади зазоров соответственно составляют 10 и 12 мм , а расстояния по горизонтали от центров масс площадей сечений до центра масс площадей калибра 34,3 и 28,95 мм. Отношение сопротивления металла растяжению в зазорах между валками при перепаде температуры 70-100 С составляет 1,4. Использование валков предлагаемой конструкции позволяет повысить качество изделий путем предотвращения ребровойГ кривизны при прокатке несимметричных периодических профилей. Формула изобретения Блок валков для прокатки периодичес ких профилей, содержащий калибр, обра- ; зованный ручьями постоянной ширины с ,. цилиндрическими буртами и зазорами между буртами в плоскости калибра, отличающийся тем, что, с целью повышения качества изйелий, зазоры между буртами в плоскости калибра выполнены неравновеликими, цилиндрические поверхности буртов ограничены
кольцевыми гребнями, а соотношение между площадями зазоров и расстояние}.
30 катка периодических профилей, М., Me- таллургиздат, 1956, с. 68 и 69. ентров до вертикали определяется ношением 5/ и (Sj- высота зазоров; BI И Bj. - ширина зазоров; ,- сопротивление линейному растяжению металла в зазорах и в калибре при температуре деформирования;5 - опережение металла в зазорах и в частях калибра, расположенных по обе стороны от вертикали, проходящей через центр масс сечения калибра; Р ffi - Уй расстояние от центров масс площадей до вертикали, проходящей через центр масс калибра. Источники информации, ятые во внимание при экспертизе . Филипов С. Н. Продольная .пропериодических профилей. М., Мергиздат, 1958, с. 64. Филиппов С. Н. Продольная про
| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| Способ изготовления полособульбовых профилей с тонким полотном | 1982 |
|
SU1018731A1 |
| Способ прокатки фасонных профилей | 1987 |
|
SU1503903A1 |
| Система прямополочных калибров для прокатки рельсов | 1979 |
|
SU869869A1 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2293615C1 |
,5
