«10 )D. Прокатный валок позволяет повысить объем прокатанного металла с высокой плоскостностью в среднем на 40%. 1 ил.
00
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Прокатный валок | 1983 |
|
SU1122382A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
| ЧЕТЫРЕХВАЛКОВЫЕ СИСТЕМЫ ДЛЯ КЛЕТЕЙ ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1989 |
|
SU1591269A1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 2005 |
|
RU2301123C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 1998 |
|
RU2152277C1 |
Изобретение относится к листопрокатному производству и может быть использовано на станах холодной прокатки широкого листа. Цель изобретения - повышение качества полос путем улучшения плоскостности за счет стойкости валка. Цель достигается применением валка с определенным профилем. Прокатный валок содержит бочку, образующая которой представляет собой выпуклый профиль с прямолинейным и криволинейным участками, причем прямолинейный участок выполнен с криволинейным в центре длиной (0,2-0,4)0, а два криволинейных - с уменьшением диаметров от прямолинейного участка к торцам на величину 4 -4 ft (.)D, Ь2 (7,2-10-13,2 S
Изобретение относится к листопрокатному производству и предназначено в основном для холодной прокатки широких полос.
Одной из оценок качества прокатываемых полос является плоскостность. Неравномерная плоскостность получется в результате неравномерности оытяжки полос по ширине, обусловленной неравномерностью износа валков.
Известен прокатный валок, содержащий бочку с параболической образующей, а также салок, в котором профиль образующей описыпйстся цилиндром и выпуклой кривой второго порядка.
Недостатком прокатного валка является наличка симметричности профиля двух
половин бочки. В соязи с тем, что износ этих половин происходит неравномерно, после проката какого-то количества металла наблюдается и неравномерность вытяжки по ширине полосы, которая сказывается на его плоскостности.
Наиболее близким к предлагаемому яо- ляется прокатный валок, выполненный с несимметричной выпуклой образующей, имеющей прямолинейный и криволинейный участки.
Недостатком этого валка является невозможность получения металла особовы- сокой плоскостности (более 30%). л также низкая его стойкость из-за выкрошек со стороны привода (цилиндрической части) я результате повышенного межконтактного
Х|
о со
Ю
д
ю
давления раиочий -опорным палки под действием сил противоизгиба.
При прокатке холоднокатаных полос с известной профилировкой -л.пко количество металла с особо высокой плоскостностью (ПО) но превышает 10-20%.
Целью изобретения является повышение качзглоя полос путем улучшения плоскостности зп счет повышения стойкости палка.
Поставленная цель достигается тем, что прямолинейный участок образующей1 оы- полнен симметричным относительно вертикальной оси и на ее центральной части палка на длине (0,2-0,4)0, ад за криволиней- иых - с уменьшением диаметров к торцам с одной стороны па величину fi (8.0104-14,0 )D, а с другой на величину
Г2(7,2 10 -1-13,)0, где D - диаметр валка в середине длины бочки, мм.
Величины относительной разницы в диаметрах палка по длине, равные fi 8,0
,0 10 1;Г2 7,2 10 1-13.2 10 4идлина
прямолинейного участка определены экспериментальным путем из услоаия получения металла особо высокой плоскостности, а также из условия максимально возможной стойкости валка. Варьирование этими вели- чинами в сторону увеличения и уменьшения граничных значений приподчло к снижению качества металла с плоскостностью ПО на 5-10% и снижению стойкости валков на 20- 27%. Данные экспериментов помещены в таблице.
Для испытаний применялись валки диаметром D 1500 мм. Достижения положительного эффекта наблюдалось также при замене валков на диаметры D - 1400 и 1600 мм.
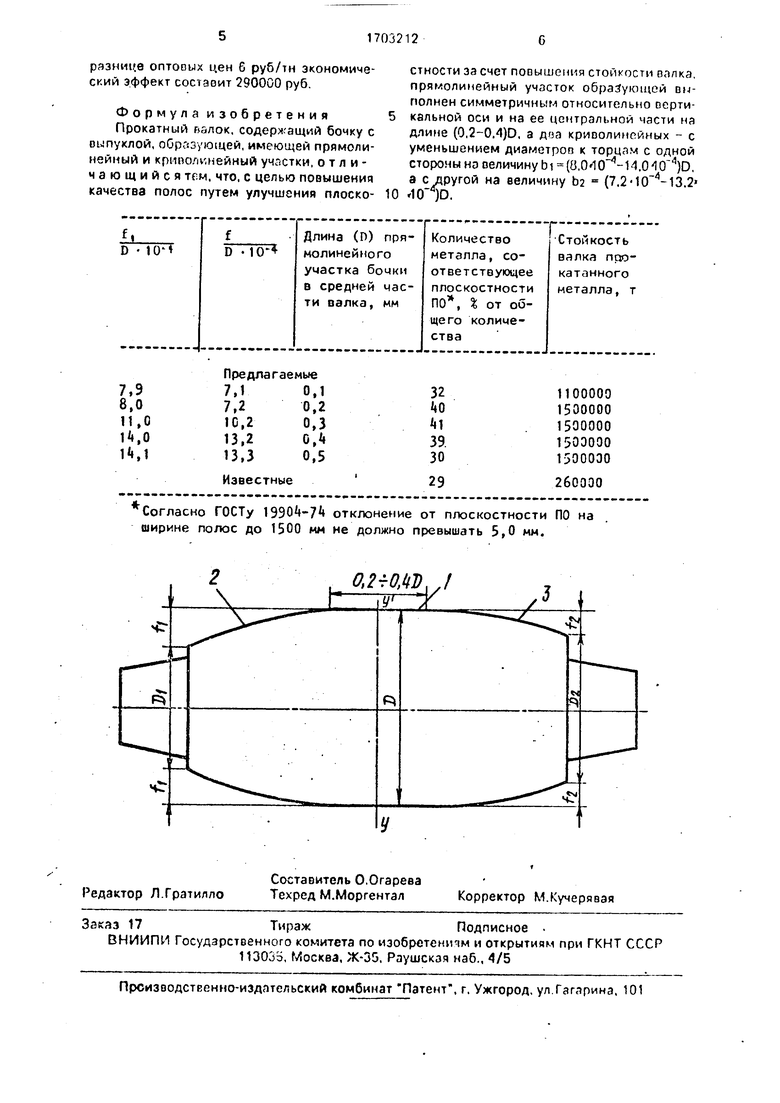
На чертеже изображен прокатный валок, разрез.
Валок состоит из бочки с прямолинейным участком 1, симметричным относительно вер- тикальной оси Y-Y . От прямолинейного участка образующей влево и вправо идут два криволинейных выпуклых участка 2 и 3.
На чертеже даны следующие обозначения:
D - диаметр валка п середине бочки;
О/ -диаметр валка с одного торца бочки;
Од -диаметр валка с другого торца бочки;
f; и f2 - разницы диаметров валка в середине и с торцоп бочки;
М (3,010 - V..) О:
f2 (7,2-10 -i3.)D:
Dj 0- fi; 02 0- h.
Палок раСююог следующим образом.
Co стороны приполз валок устанавливают стороной, имеющей разницу диаметров h - (7,. т.е. с меньшей кривизной образующей, так как выработка валка си стороны привода асегда больше.
При прокатке определенного количества металла профилировка палка становится симметричной, а затем вновь переходит в несимметричную. В результате изготовления прямолинейного участка на длине (0,2-0,4)0 отсутствует превышение межконтактного давления между рабочим и опорным валками, в связи с чем отсутствует выкрошка в этой зона, а следовательно, увеличивается его стойкость, обусловленная равномерным износом (по сравнению с прототипом на 1240000 тн). Наличие несимметричности образующей валка в начале кампании и дальнейшая перепрофилировка в процессе работы позволяют обеспечить равномерную вытяжку полосы.
Следствием этого является получение готового проката с улучшенной плоскостностью в пределах 39-41% по сравнению с прототипом.
П р и м е р 1. Валок имеет средний диаметр D 1500 мм, длина прямолинейного участка 300 мм.
fi 8,0-10, D 1.2 мм;
f2 7,2-10, D 1.08мм.
Di D - ft - 1500 - 1.2 - 1498.8 мм.
D2 - D - f2 - 1500 - 1.08 - 1498,92 мм.
При работе валка количество металла с особо высокой плоскостностью равнялось 40%, стойкость валков 1500000 тн.
Пример 2. D 1500 мм. Длина прямоугольного участка 450 мм.
fi 11, 1500 1,65мм;
. 1500 1.53мм.
Di 1498,35 мм; D2 1498,47 мм.
Количество металла с плоскостностью ПО 41%, стойкость валков 1500000 тн.
Пример 3. D 1500 мм, длина прямолинейного участка бочки 600 мм.
fi- 14.0 10 4-1500 2,1 мм:
fa- 13,2-10 4.1500- 1,98мм.
DI 1497,9 мм; DZ 1498,02 мм.
Металл с плоскостностью ПО составил 39%, стойкость вэлкоз 1500000 тн.
Технико-экономическим преимуществом заявляемого объекта по сравнению с прототипом является получение металла с более высоким качеством (особо высокой плоскостностью ПО) в среднем на 11% и увеличение стойкости валка в среднем на 1,25 млн/тн.
При внедрении данного изобретения зкономичбскии эФфс.т может быть получен зз счет увеличения на 5000С т/год готового проката с плоскостностью ПО. При средней
разнице оптовых цен 6 руб/тн экономический эффект составит 290000 руб.
Формула изобретения Прокатный валок, содержащий бочку с выпуклой, образующей, имеющей прямолинейный и криполинейный участки, отличающийся тг.м, что, с целью повышения качества полос путем улучшения плоскоПредлагаемые
Согласно ГОСТу 19904-7 отклонение от плоскостности ПО на ширине полос до 1500 мм не должно превышать 5,0 мм.
стности за счет повышения стойкости валка, прямолинейный участок образующей выполнен симметричным относительно вертикальной оси и на ее центральной части на длине (0,2-0.4)0, а доа криволинейных - с уменьшением диаметроо к торцам с одной стороны но величину bi (О,О «КГ4- 4.0 , а с другой на величину Ь2 (7.2-КГ4-13.2 1(ПО.
02гт. /
&л
| Прокатный валок | 1977 |
|
SU624668A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный валок | 1979 |
|
SU831242A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
