Изобретение относится к обработке металлов давлением, в частности к технологической оснастке для вытяжки осесимметричных деталей из листовых заготовок.
Цель изобретения - упрощение конструкции штампа и повышение качества готовых изделий.
На чертеже представлен штамп для глубокой вытяжки.
Штамп содержит пуансон 1, выполненный в виде винта с несамотор.мозящейся резьбой, опираюшийся через упорные подшипники 2 на верхнюю плиту 3. Прижим 4 выполнен в виде гайки к пуансону 1. Матрица 5 с укладываемой на нее заготовкой б установлена на основании 7. Штамп может быть снабжен цилиндрическим Tc.iKa- телем 8.
Штамп работает следующим образом.
Заготовку 6 укладывают на матрицу 5 и опускают прижим 4 с пуансоном 1 до контакта с поверхностью заготовки 6. В начальный момент вытяжки ввиду полной площади поверхности контактного трения заготовки 6 под прижимом 4 последний не вращается. Вращается пуансон 1. Причем, по мере возрастания расклинивающего действия со стороны фланца вытягиваемой заготовки 6 на прижим 4, усилие прижима возрастает за счет ухудшения усилий трения на винтовой передаче с пуансоном 1. При
дальнейшем осевом движении пуансона 1 с увеличением глубины вытяжки п. ющадь контактной поверхности заготовки 6 перетягивается из-под прижима 4 на пуансон 1, вращение которого прекращается. Начинает вращаться и вращается прижим 4 до окончания вытяжки. Одновременно, по мере вытяжки фланца из-под прижима 4, сопротивление заготовки 6 действию прижима 4 снижается. Соответственно снижается усилие прижима от действия винтовой передачи с пуансоном 1. По окончании вытяжки полученную деталь извлекают из матрицы 5, например, толкателем 8.
Преимуществами предлагаемого штампа наряду с простотой его конструкции являются обеспечение возможности саморегулирования усилия прижима, что ведет к расширению технологических возможностей штампа и снижению энергозатрат на штамповку-вытяжку, более равномерное распределение утонения стенки детали за счет частичного вовлечения в деформацию участка заготовки под пуансоном и за счет равномерного утонения фланца заготовки, вытягиваемого из-под прижима, а также обеспечение возможности использования для вытяжки более экономичных прессов простого действия ввиду исключения дополнительного силового привода для создания усилия прижима.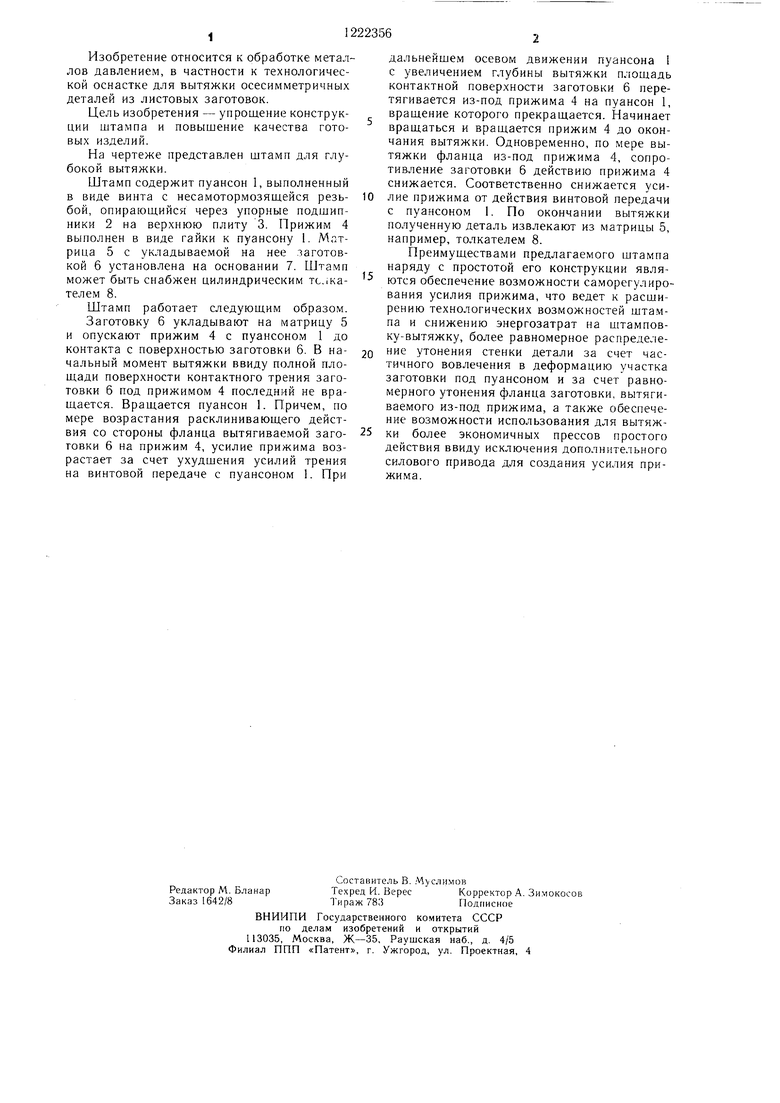
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки деталей цилиндрической формы | 1990 |
|
SU1796316A1 |
| Штамп для вытяжки | 1985 |
|
SU1303220A1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| Штамп для вытяжки | 1986 |
|
SU1456265A1 |
| Способ глубокой вытяжки цилиндрических деталей из листовых профилированных по толщине заготовок | 2018 |
|
RU2701437C1 |
| СПОСОБ НАЛАДКИ И РЕМОНТА ВЫТЯЖНЫХ ШТАМПОВ В МЕЖРЕМОНТНОМ ОБСЛУЖИВАНИИ | 2010 |
|
RU2475323C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ВЫТЯЖКЕ СТАКАНА С ФЛАНЦЕМ (ВАРИАНТЫ) | 2010 |
|
RU2460985C2 |
| Способ вытяжки листовых деталей | 1990 |
|
SU1794538A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |

| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1971 |
|
SU422501A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
