Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для листовой штамповки.
Целью изобретения является снижение энергозатрат и увеличение степени вытяжки. Для достижения поставленной цели он снабжен обоймой, закрепленной на пуансоне, охватывающей прижим и имеющей винтовую нарезку,Находящуюся в зацеплении с винтовой нарезкой прижима.
На чертеже изображен штамп в рабочем положении, продольный разрез.
Штамп содержит пуансон 1, на котором закреплена охватывающая обойма 2 с неса- мотормозящей резьбой, прижим 3, выполненный в виде втулки с наружной резьбой к обойме 2, и матрицу 4 с укладываемой на нее заготовкой 5 и основание 6.
Штамп работает следующим образом.
Заготовку 5 укладывают на матрицу 4 и опускают прижим 3 и пуансон Т с охватывающей обоймой 2 до контакта с поверхностью заготовки 5. В начальный момент вытяжки, ввиду жесткого закрепления пуансона 1, начинает вращаться прижим 3. По мере возрастания расклинивающего действия со стороны утолщающегося фланца вытягиваемой заготовки 5 на прижим 3, усилие - прижима возрастает за счетувеличения усилия трения на винтовой передаче с обоймой 2, При дальнейшем осевом движении пуансона 1, с увеличением глубины вытяжки, вращающийся прижим 3 разглаживает утолщение фланца в процессе всей вытяжки до
0
5
0
5
0
5
окончания. По окончании вытяжки полученную деталь извлекают из матрицы 4.
Преимуществами описанного штампа на ряду с несложностью его конструкции является обеспечение возможности регулирования усилия прижима, что ведет к расширению технологических возможностей штампа и снижению энергозатрат на штамповку - вытяжку, равномерного утонения фланца заготовки, вытягиваемого из-под прижима, а также обеспечение возможности использования для вытяжки более экономических прессов простого действия ввиду исключения дополнительного силового привода для создания усилия прижима.
Применение описанного штампа для глубокой вытяжки позволяет сократить брак при штамповке разнотолщинного материала и значительно расширить номенклатуру вытягиваемых изделий :
Формул а изобретения
Штамп для глубокой вытяжки деталей цилиндрической формы, содержащий матрицу, пуансон с охватывающим его прижимом, имеющим винтовую нарезку на боковой поверхности и установленным с возможностью вращения вокруг оси штампа и поступательного перемещения вдоль нее, о т л и ч а ю щ и и с я тем, что, с целью снижения энергозатрат и увеличения степени вытяжки, он снабжен обоймой, закрепленной на пуансоне, охватывающей прижим и имеющей винтовую нарезку, находящуюся в зацеплении с винтовой нарезкой прижима.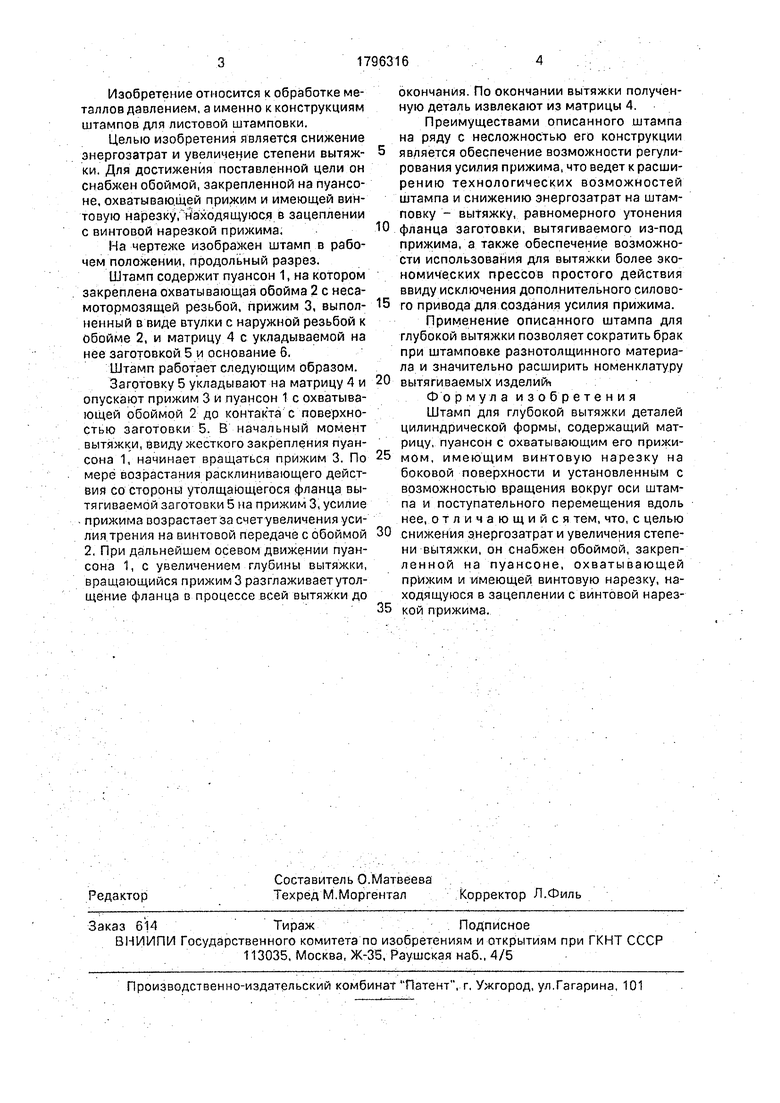
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки | 1984 |
|
SU1222356A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 1990 |
|
RU1751913C |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU889204A2 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1194537A1 |
| Способ глубокой вытяжки цилиндрических деталей из листовых профилированных по толщине заготовок | 2018 |
|
RU2701437C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
Использование: в обработке металлов 2 давлением, Сущность изобретения: пуансон (П) 1 снабжен охватывающей обоймой 2, внутренняя резьба которой находится в зацеплении с прижимом (ПР) 3. Заготовку 5 укладывают на матрицу (М) 4 и опускают ПР 3 и П 1 с обоймой 2 до контакта с заготовкой 5. В начальный момент вытяжки начинает вращаться ПР 3. При дальнейшем осевом движении П 1 с увеличением глубины вытяжки ПР 3 разглаживают утолщение флан- ца.до окончания процесса. Готовое изделие извлекают из М 4. 1 ил.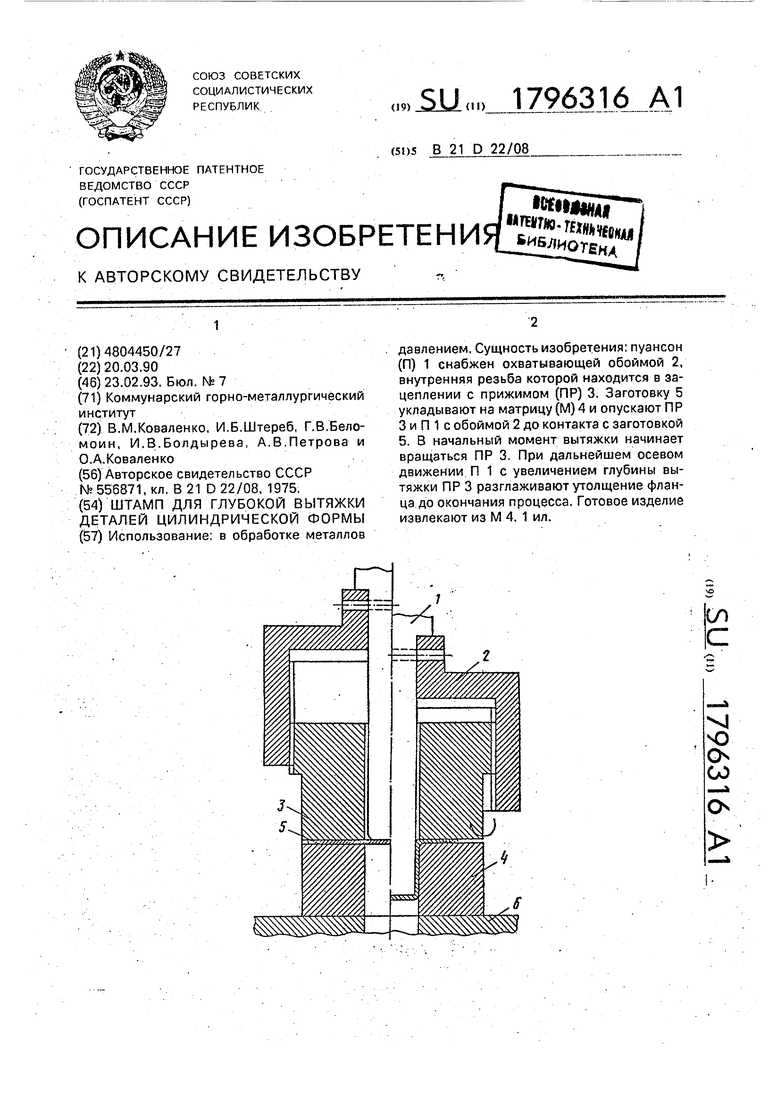
| Штамп для глубокой вытяжки | 1975 |
|
SU556871A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
