Изобретение относится к холодной обработке металлов давлением и может быть использовано для пробивки пазов на торцах в заготовках вкладышей подшипников скольжения.
Цель изобретения - повышение качест- - в а получаемых изделий.
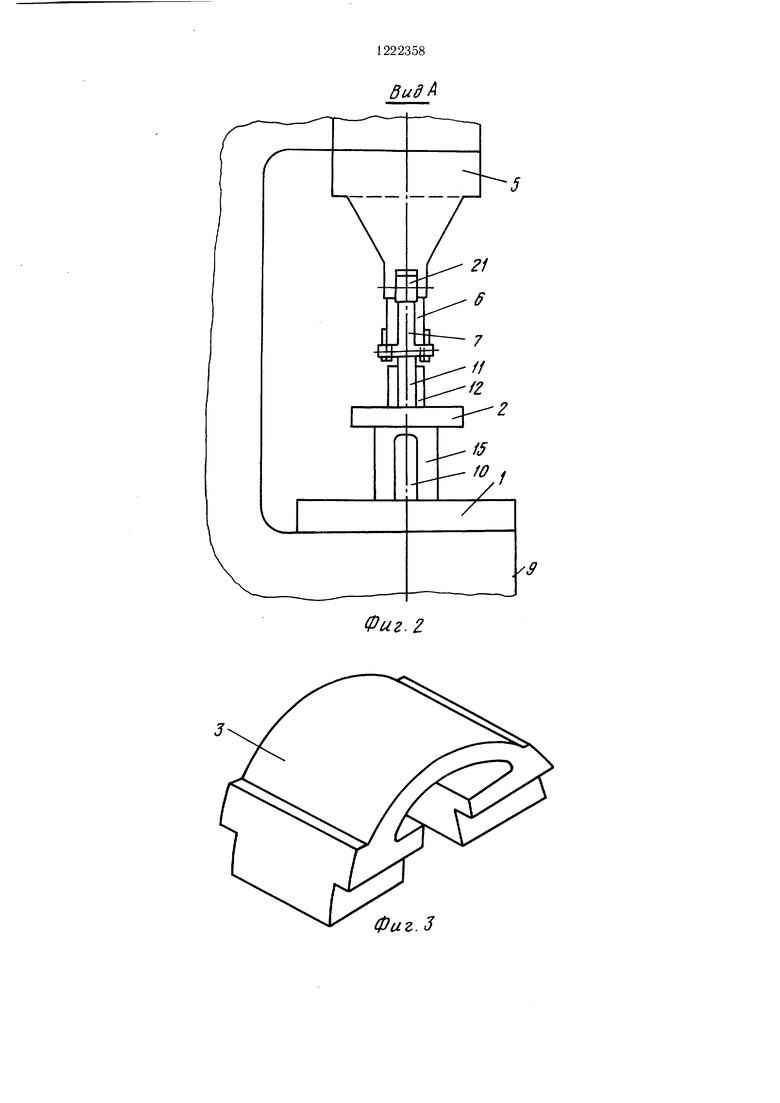
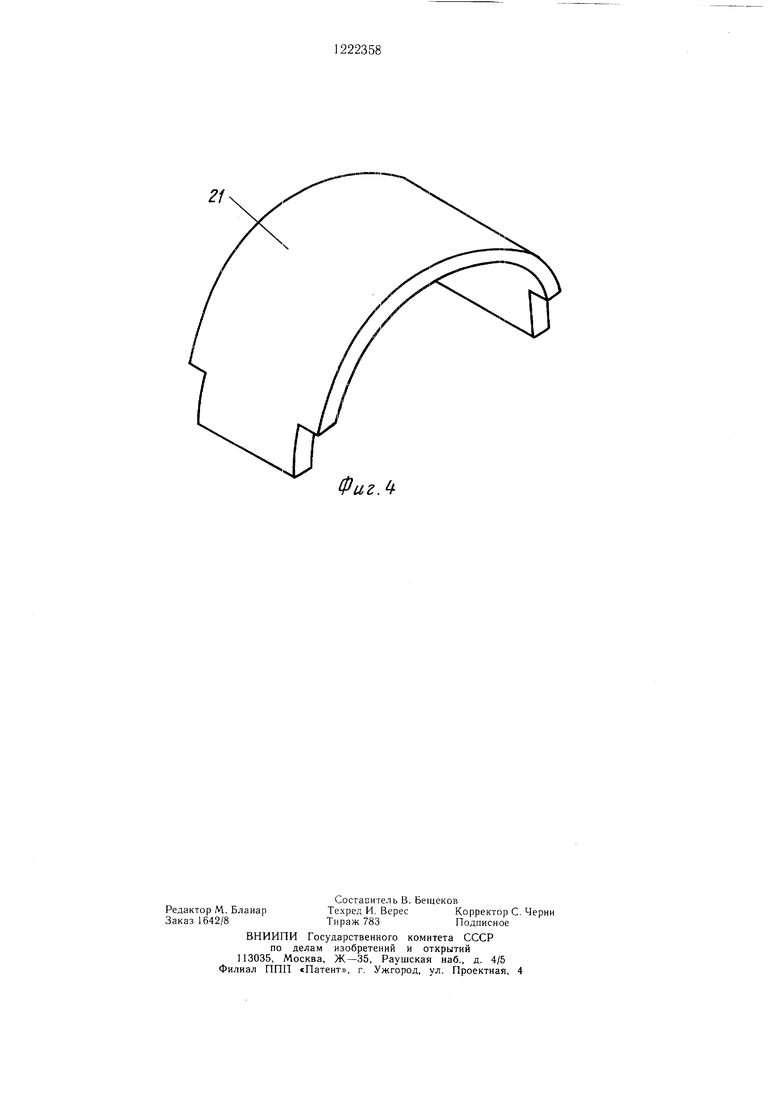
На фиг. 1 представлен иггамп, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - матрица-прижим; на фиг. 4 - заготовка вкладыша подшипника скольже- jg НИИ после пробивки пазов.
Штамп содержит нижнюю плиту I, промежуточную плиту 2, матрицу-прижим 3, толкатель 4, верхнюю плиту 5, прижим 6, рычаги 7 и пуансоны 8.
Нижняя плита 1 установлена на монтаж- 15 ном столе 9 пресса. На ней установлены упоры 10, направляющие колонки 11.
Упоры 10 служат для ограничения перемещения промежуточной плиты; 2 вниз. Направляющие колонки 11 направляют переме- Q шение плиты 2 и прижима 6 относительно нижней плиты 1. Толкатель 4 установлен на нижней плите 1 соосно матрице- прижиму 3 с возможностью возвратно-поступательного перемешения относительно ниж
вляется направляюш,ими колонками 11, которые размещены в отверстиях прижима 6.
На последнем шарннрно закреплены и подпружинены пружинами 17 рычаги 7 со скосами. Каждый рычаг 7 шарнирно соединен с парой пуансонов 8. Последние установлены с возможностью горизонтального возвратно- поступательного перемещения в продольных пазах, выполненных с обеих сторон прижима 6 и закрытых направляюши.ми планками 18.
Верхняя плита 5 установлена на ползуне 19 пресса. Она выполнена П-образной формы снизу на ней размешены ролики 20, которыми она взаимодействует со скосами рычагов 7.
Штамп работает следующим образом.
Заготовка 2 из магазина шибером питателя (не показаны) подается на матрицу- прижим 3. Включается привод пресса. Ползун 19 перемещается вниз, перемещая верхнюю плиту 5, а последняя буфером 16 перемещает вниз прижим 6. Последний своим цилиндрическим гнездом садится на заготовку 21 и перемещает промежуточную плиту 2 вниз до упоров 10. При этом буферы 14 и 16 сжимаются, образуя усилия, действуюней плиты 1 и .служит для упругой дефор- 25 Щие на заготовку 21. Одновременно при пе- мации матрицы-прижима 3 с тем, чтобы при- ремещении промежуточной плиты 2 вместе с жать заготовку к поверхности гнезда при- матрицей-прижимом 3 вниз, толкатель 4 вхо- жима 6. Толкатель 4 размещен на буфере Дит в клиновое гнездо матрицы 3 и произ- 12 из упругого материала (полиуретана), а водит ее упругую деформацию. Вследствие также на толкателе 4 выполнен кольцевой этого участки заготовки 21, прилегающие к бурт 13, взаимодействующий с буфером 12. 30 плоскостям разъема (стыками) прижимают- Промежуточная плита 2 служит для раз- ся к цилиндрической поверхности гнезда прижима 6.
По окончании упругой деформации матрицы 3 вместе с ней перемещается вниз толкатель 4, сжимая кольцевым буртом 13 бущие колонки 11. Промежуточная плита 2 5 фер 12. При дальнейшем перемещении верх- опирается на буферы 14 из упругого ма- ей плиты 5 вниз ее ролики 20, действуя териала (полиуретана), размещенных на на- на скосы рычагов 7, поворачивают их на |равляющих колонках И.осях, сжимая пружины 17. Рычаги 7 переВ основании матрицы-прижима 3 (фиг. 3) мешают по продольным пазам прижима 6 выполнен клиновой паз, а часть наружной 40 Уансоны 8, а последние пробивают в заго- цилиндрической поверхности матрицы-прижима выполнена с занижением в местах, примещения и обеспечения возможности перемещения матрицы-прижима 3. Она имеет прямоугольный паз, в котором размещен толкатель 4 и отверстия, под направляюв продольные
легаюш.их к стыкам заготовок.
товке 2 пазы и входят пазы матрицы-прижима 3.
Привод пресса переключается на обратный ход. Ползун 19 перемещается вверх, перемешая при этом верхнюю плиту 5. Дей- прижиме 3 с обеих сторон выполнены про- 45 ствие роликов 20 на рычаги 7 прекращается дольные прямоугольные пазы (фиг. 3). В и пружины 17, разжимаясь, поворачивают прижиме 6 выполнено, соосно матрице-прижиму 3, цилиндрическое гнездо, которым
Для прохода пуансонов 8, в матрицерычаги 7 в исходное положение.
При это.м пуансоны 8 выходят из пазов матрицы-прижима 3. При дальнейшем перемещении верхней плиты вверх перемещается
он охватывает заготовку, установленную на матрице-прижиме 3. Прижим 6 связан с верхПри это.м пуансоны 8 выходят из пазов матрицы-прижима 3. При дальнейшем перемещении верхней плиты вверх перемещается
ней плитой
5 винтом 15 с Еюзможностью - О вверх 6. Буферы 14, разжимаясь.
осевого возвратно-поступательного перемещения, относительно верхней плиты 5. Между прижимом 6 и верхней плитой 5 установлен упругий буфер 16, размещенный на винте 15.
55
перемещают в исходное положение промежуточную плиту 2 с матрицей 3. При разжатии буфера 12 возвращается в исходное положение толкатель 4. Все детали илтампа возвращаются в исходное положение. Заго55
Направ.чение осевого возвратно-поступа- товка 21 выталкивается очередной заготов- тельного перемещения прижима 6 осущест- кой на разгрузку. Цикл повторяется.
вляется направляюш,ими колонками 11, которые размещены в отверстиях прижима 6.
На последнем шарннрно закреплены и подпружинены пружинами 17 рычаги 7 со скосами. Каждый рычаг 7 шарнирно соединен с парой пуансонов 8. Последние установлены с возможностью горизонтального возвратно- поступательного перемещения в продольных пазах, выполненных с обеих сторон прижима 6 и закрытых направляюши.ми планками 18.
Верхняя плита 5 установлена на ползуне 19 пресса. Она выполнена П-образной формы снизу на ней размешены ролики 20, которыми она взаимодействует со скосами рычагов 7.
Штамп работает следующим образом.
Заготовка 2 из магазина шибером питателя (не показаны) подается на матрицу- прижим 3. Включается привод пресса. Ползун 19 перемещается вниз, перемещая верхнюю плиту 5, а последняя буфером 16 перемещает вниз прижим 6. Последний своим цилиндрическим гнездом садится на заготовку 21 и перемещает промежуточную плиту 2 вниз до упоров 10. При этом буферы 14 и 16 сжимаются, образуя усилия, действуюЩие на заготовку 21. Одновременно при пе- ремещении промежуточной плиты 2 вместе с матрицей-прижимом 3 вниз, толкатель 4 вхо- Дит в клиновое гнездо матрицы 3 и произ- водит ее упругую деформацию. Вследствие этого участки заготовки 21, прилегающие к плоскостям разъема (стыками) прижимают- ся к цилиндрической поверхности гнезда прижима 6.
ам прижима 6 бивают в заго-
в продольные
Привод пресса переключается на обратный ход. Ползун 19 перемещается вверх, перемешая при этом верхнюю плиту 5. Дей- ствие роликов 20 на рычаги 7 прекращается и пружины 17, разжимаясь, поворачивают
рычаги 7 в исходное положение.
При это.м пуансоны 8 выходят из пазов матрицы-прижима 3. При дальнейшем перемещении верхней плиты вверх перемещается
вверх 6. Буферы 14, разжимаясь.
55
перемещают в исходное положение промежуточную плиту 2 с матрицей 3. При разжатии буфера 12 возвращается в исходное положение толкатель 4. Все детали илтампа возвращаются в исходное положение. Заго товка 21 выталкивается очередной заготов- кой на разгрузку. Цикл повторяется.
Фиг. г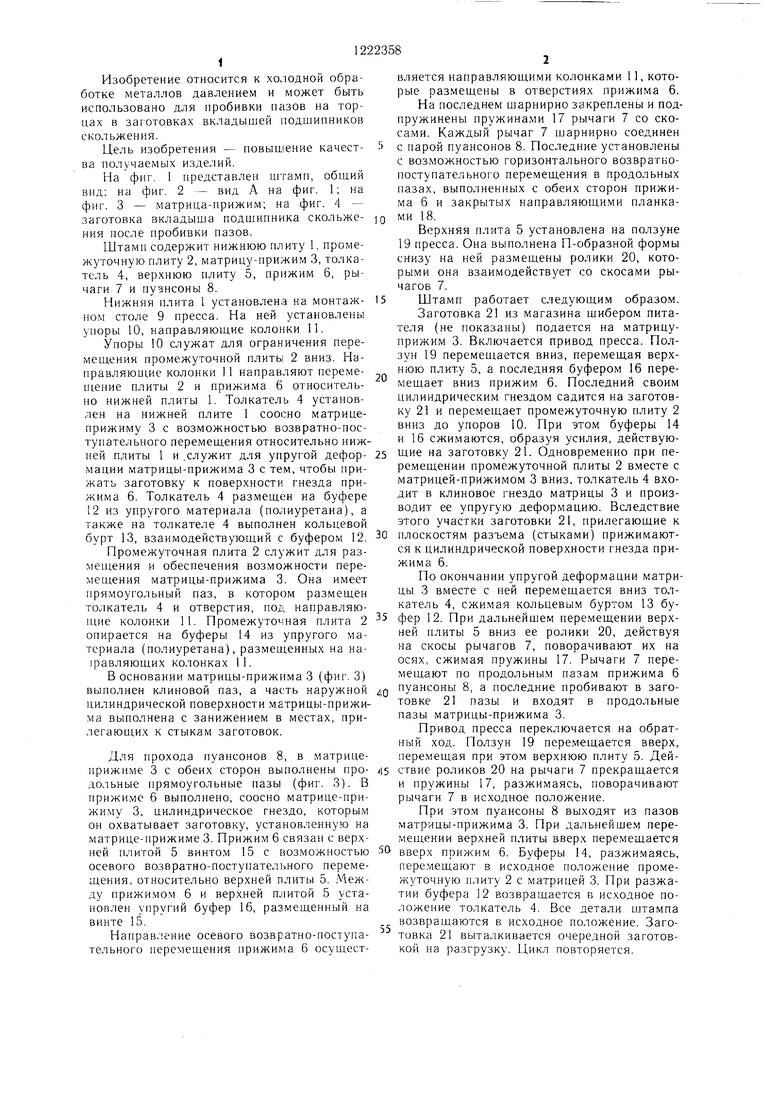
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
| Штамп для вытяжки деталей с фланцем | 1985 |
|
SU1250357A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Штамп для двухпереходной вытяжки | 1979 |
|
SU845981A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1031574A2 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |

Фиг.З
21
ФигЛ
Составитель В. Бещеков Техред И. ВересКорректор С. Черни
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Способ качественного и количественного определения катионов алюминия, галлия, циркония, тория, олова, бериллия, индия и урана | 1958 |
|
SU114463A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
