Изобретение относится к области обработки металлов.давлением. Известен штамп, содержащий матриц гибочный пуансон и пуансон дляфальцовки;, соединенные винтами. При опус кании верхней части штампа поверхнос гибочного пуансона производит предварительную гибку кромки. Дальнейшее опускание верхней части штампа вызывает сжатие пружины. Гибочный пуансон утапливается в отверстии, а поверхность фальцовочного пуансона занимает место поверхности гибочного пуансона. Гибка кромки завер шается. Недостатком известного готампа является невозможность гибки кромок на угол It за один ход ползуна пресса Известен штамп, содержащий матрицу и пуансон, закрепленные на нижней и верхней плитах, подвижные гибочные элементы, установленные на верхней плите с возможностыр перемещения в направлении к матрице и взаимодействующие одними боковыми поверхностя ми с заготовкой, а другими, диаметрально противопбложньами и выполненными с клиновидными скосами, - с ДВУ скоснымй клиньями, жестко эакрёиленными на нижней плите. Заготовка с предварительно отогнутыми кромками на угол It/2 укладывается на матрицу. При ходе ползуна пресса вниз гибочные элементы, взаимодействуя с клиньями, осуществляют гибку кромок Iзаготовки на острый угол, а затем между пуансоном к 1атрицей производится окончательная гибка кромок на угол It . Недоста тком известного штампа является невозможность гибки кромок плоской заготовки на угол Tt , предварительно не отогнутых на угол«/2 . Цель изобретения - повышение производительности труда за счет гибки кромок заготовки на угбл It за один ход ползуна пресса, а также улучитение работы штампа и увеличения срока службыо Это достигается тем, что штамп, содержащий матрицу и пуансонJ закреп-, ленные на нижней и верхней плитах, подвижные гибочные элем нты установленные на верхней плите с возможностью перемещения в направлении к матрице и взаимйдействукяцие одними б( ковыми поверхностями с заготовкой, а
другими, диаметрально противоположными и выполненными С клиновидными скосами, - с двухскосными клиньями, жестко закрепленными на нижней плоите снабжён дополнитель.ными полуматрицами, установленными в матрице накЬонных пазах с возможностью перемещения вдоль их стенок и взаимодействующими нижними торцами с подпружиненной траверсой нижней плитой , а верхними торцами - с закрепленными на плите нажимными упорами, при этом в средней части матрицы выполнено окно, соединяющее наклонные пазы, в котором установлен подпружиненный к траверсе прижим, выступающий за верхние торцы полуматриц, заходящий в предусмотренные в них выемки и взаимодействующий своими скосами со скосами, имекядимися на полуматрицах, а боковые поверхности гибочных элементов, диаметрально, противоположные другим боковым поверхностям с клиновидными скосами, выполнены параллельно этим клиновидным я боковым поверхностям полуматриц, а пуансон подпружинен к верхней плите, полуматрицы и нажимные упоры снабжены опорами качения.
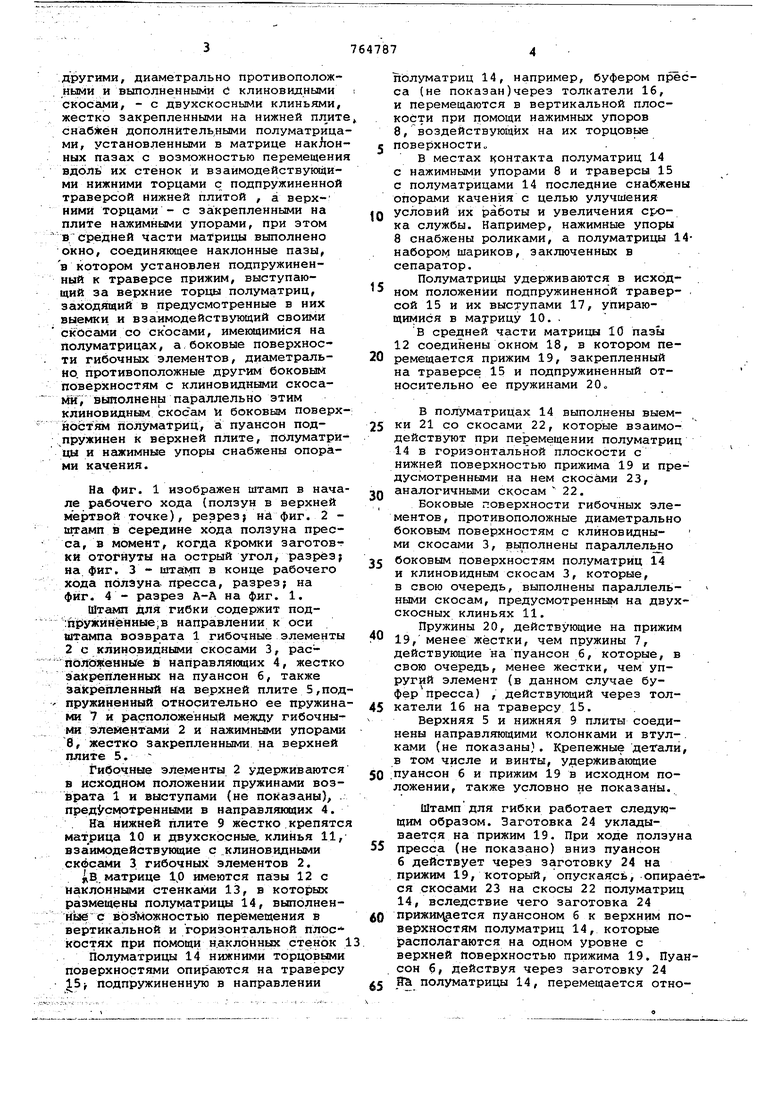
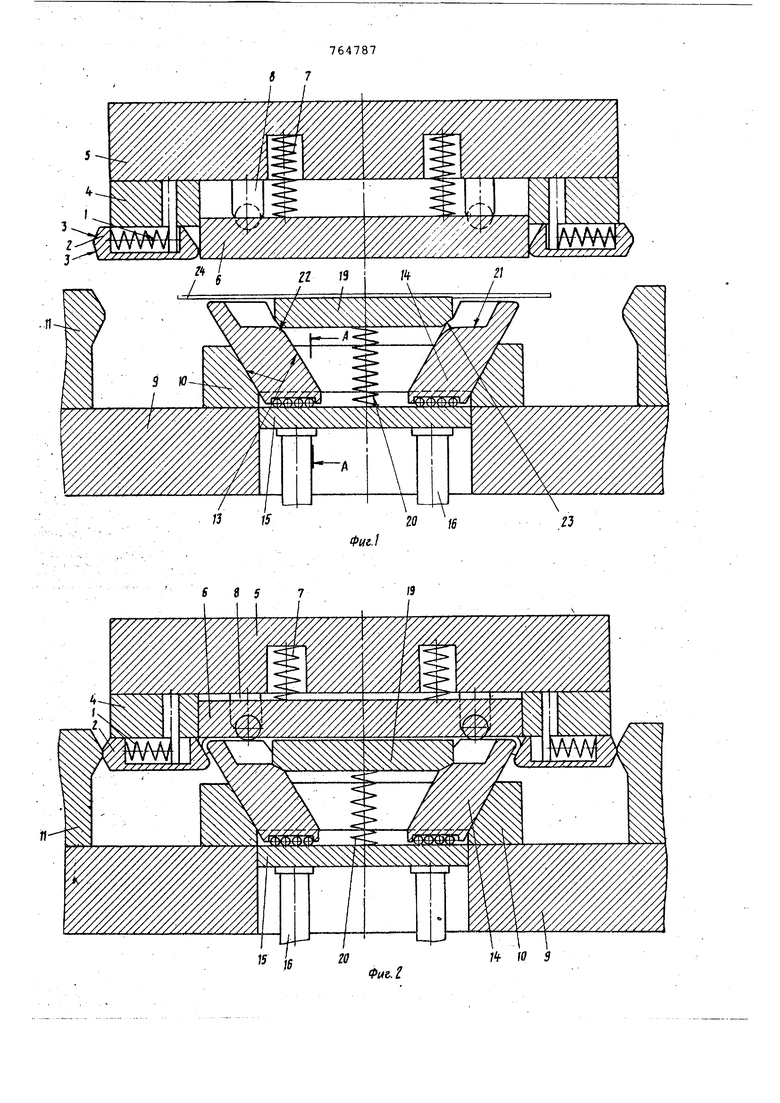
На фиг. 1 изображен штамп в начале рабочего хода (ползун в верхней мертвой точке), резрез; ни фиг. 2 штамп в середине хода ползуна пресса, в момент, когда кромки заготов-г ки отогнуты на острый угол, разрез на фиг. 3 - штамп в конце рабочего хода ползуна- пресса, разрез на фиг. 4 - разрез А-А на фиг. 1.
Штамп для гибки содержит под:пружиненные,в направлении к оси штампа возврата 1 гибочные элементы 2 с клиновидными скосами 3, распойШенные в направляницих 4, жестко закрепленных на пуансон б, также закрепленный на верхней плите 5,подпружиненный относительно ее пружинами 7 и расположенный гибочными элейентами 2 и нажимными упорами 8, жестко закрепленными на верхней плите 5.
Гибочные элементы 2 удерживаются в исходном положении пружинами возврата 1 и выступами (не показаны), предусмотренными в направляющих 4.
На нижней плите 9 жестко крепятс матрица 10 н двухскосные, клинья 11, взаимодействукхцие с клиновидными скосами 3 гибочных элементов 2.
матрице имеются пазы 12 с наклонными стенками 13, в которых размещены полуматрицы 14, выподненHib g с врзможностью перемещения в вертикальной и горизонтальной плос костях при помощи наклонных стенок
Полуматрицы 14 нижними торцовыми поверхностями опираиотся на траверсу 15; подпружиненную в направлении
полуматриц 14, например, буфером преса (не показан)через толкатели 16, и перемещаются в вертикальной плоскости при помощи нажимных упоров 8, воздействующих на их торцовью поверхности
В местах контакта полуматриц 14 с нажимными упорами 8 и траверсы 15 с полуматрицами 14 последние снабжен опорами качения с целью улучшения условий их работы и увеличения срока службы. Например, нажимные упоры 8 снабжены роликами, а полуматрицы 1набором шариков, заключенных в сепаратор.
Полуматрицы удерживаются в исходном положении подпружиненной траверсой 15 и их выступами 17, упирающимися в матрицу 10. .
В средней части матрицы 10 пазы 12 соединены окном 18, в котором перемещается прижим 19, закрепленный на траверсе 15 и подпружиненный относительно ее пружинами 20о
В полуматрицах 14 выполнены выемки 21 со скосами 22, которые взаимодействуют при перемещении полуматриц 14 в горизонтальной плоскости с нижней поверхностью прижима 19 и предусмотренными на нем скосами 23, аналогичными скосам 22.
Боковые поверхности гибочных элементов, противоположные диаметрально боковым поверхностям с клиновидными скосами 3, вьтолнены параллельно боковым поверхностям полуматриц 14 и клиновидным скосам 3, которые, в свою очередь, выполнены параллельными скосам, предусмотренньм на двухскосных клиньях 11.
Пружины 20, действуквдие на прижим 19, менее жёстки, чем пружины 7, действующие на пуансон б, которые, в свою очередь, менее жестки, чем упругий элемент (в данном случае буфер пресса) , действующий через толкатели 16 на траверсу 15.
Верхняя 5 и нижняя 9 плиты соединены направляющими колонкс1ми и втулками (не показаны). Крепежные детали в том числе и винты, удерживающие пуансон 6 и прижим 19 в исходном положении, также условно не показаны.
Штамп для гибки работает следувдщим образом. Заготовка 24 укладывается на прижим 19. При ходе ползун пресса (не показано) вниз пуансон б действует через заготовку 24 на прижим 19, который, опускаясь, опирася скосами 23 на скосы 22 полуматриц 14, вследствие чего заготовка 24 прижиь ется пуансоном б к верхним поверхностям полуматриц 14, которые располагаются на одном уровне с верхней поверхностью прижима 19. Пуасон 6, действуя через заготовку 24 йс1 полуматрицы 14, перемещается относительно гибочных элементов 2, кот рые отгибают кромки заготовки на у Тс/а . Перемещаясь вниз, гибочные элем взаимодействуют клиновидными скосги и 3 с двухскосными клиньями 11, под действием которых перемещаются навстречуполуматрицам 14 и загибаю кромки заготовки 24 на острый угол При дальнейшем ходе ползуна пре вниз нажимные упоры 8, жестко закрепленные на верхней плите 5, воздействуют на полуматрицы 14, опирги еся нижней торцовой поверхностью на траверсу 15,и перемещают их вниз. Перемещаясь вниз, полуматрицы 14одновременно перемещаются ив горизонтальной плоскости в направлении к оси штампа при помощи накло ных стенок 13. В это же время гибочные элементы 2, взаимодействуя клиновидньми скосами 3 с двухскосными клиньями 11, перемещаются в горизонтальной плоскости в направлении, противоположном перемещению полуматриц 14, при помощи пружин врата 1. Полуматрицы 14, перемещаясь в го ризонтальной плоскости, взаимодействуют скосами 22 с аналогичными скосами 23 опирающегося на них прижима 19, который перемещается относительно полуматриц 14 в вертикальной плоскост} на величину Н, большую толщины кромки заготовки 24. При дальнейшем перемещении полуматриц 14 в горизонтальной плосKoctH прижим 19 взаимодействует нижней поверхностью с выемками 21 полуматриц 14, вследствие чего вьвдерживается величина Н- расстояние между верхней поверхностью прижима 19 и верхними торцовьили поверхностями полуматриц 14. В результате перемещения полуматриц 14 в гибочных элементов 2 в направлении, противоположном полу матрицам 14 в горизонтальной плоскости, кромки заготовки 24 освобожд ются ими (полуматрицами 14 и гибочными элементами 2) и гнутся окончательно на угол li между пуансоном 6 матрицей 10 в конце рабочего хода. При ходе ползуна пресса вверх ги бочные элементы 2, взаимодействуя с двухскосными клиньями 11, перемещаю ся в горизонтальной плоскости ив конце хода занимают исходное положе при помсяци пружин возврата 1. Полу матрицы 14 под действием траверсы 15перемещаются вверх- ИдВзаимодей ствуя с наклонными стенками 13 матриц 10, перемещаются в горизонтальНой плоскости, занимая исходное положение в конце хода. Полуматрицы 14, перемещаясь в горизонтальной плоскости, взаимодействуют выемками 21 с нижней поверхностью прижима 19, вследствие чег-о полуматрицы ti , прижим перемещаются в вертикальной плоскости как одно целое, выдерживая величину Н. Величина Н служит для предотвращений разгиба кромок заготов ки 24 полуматрицами 14 при их перемещении в горизонтальной плоскости. Применение предлагаемого штампа даст возможность увеличить производительность труда примерно в два раза, так как гибка кромок заготовки на угол и осуществляется за один ход ползуна пресса. Формула изобретения 1. Штамп для гибки, содержащий матрицу и пуансон, закрепленные на нижней и верхней njjHTax соответственно, гибочные элементы, установленные на верхней йлите с возможностью перемещения в горизонтальной плоскости и взаимодействукяцие одними боковыми поверхностями с кромками заготовки, а другими, диаметральнопротивоположньвии, выполнен ньоли с клиновидными скосами, - с двух- скосными клиньями, жестко закрепленными На нижней плите, отличающийся тем, что, с целью пОвБваёний производительности труда за счет гибки кромок заготовки на угол It за один ход ползуна пресса, он снабжен дополнительными полуматрицами,: установленными в выполненный в матрице наклонных пазах с возможностью перемещения вдоль их. стенок и взаимодействующими нижними торцами с подпружиненной траверсой нижней плитой, а верхними торцгиии с закрепленными на плите нажимными упорами, при этом в средней часами матрицы выполнено окно, соединякадее наклонные пазы, в котором установлен подпружиненный к траверсе прижим, выступающий за верхние торцы полуматриц, заходфдий в предусмотренные в них выемки и взаимодействующий своими, скосами со скосами, именхцимися-на полуматрицах, а боковые поверхности гибочных элементов, диаметрально противоположные другим боковым поверхностям с клиноBbJMii скосами, вьшолнены параллельно этим клиновидным скосам и боковым поверхностям полуматриц, а пуансон подпружинен к верхней плите. ; 2. Штамп по п. 1, отли;чающийся тем, что, с целью ;улучшения условий его работы и увеличенйя срока службы, полуматрицы :И нажимные упоры снабжены опорами качения. .

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Гибочный штамп для изготовления П-образных деталей | 1991 |
|
SU1803227A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
695 / 10 9 I 68 5
