Изобретение относится к обработке металлов давлением, а именно к технологии холодной правки длинно- мерного профильного проката, более конкретно симметричного и несиммет- ричного полособульба из стали марок АК и АКШ, и может быть использовано в судостроении, машиностроении и других отраслях промьппленности для устранения ребровых, плоскостных и скру- ченных (винтовых) искривлений заготовок на горизонтально-гибочных прессах и других гибочных устройствах.
Цель изоб,ретения - повышение производительности и точности правки длинномерных заготовок из профильного проката из стали марок АК и АКШ, а также из других марок сталей на про- филегибочной машине и других 1 ибочных устройствах.
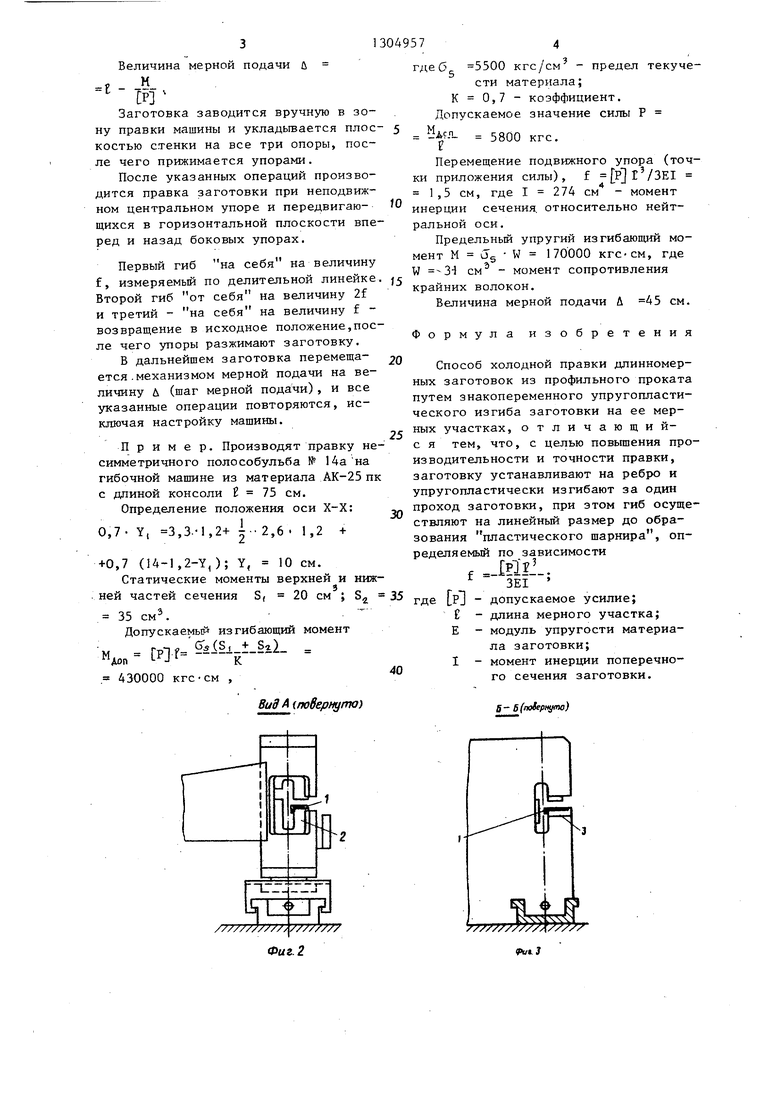
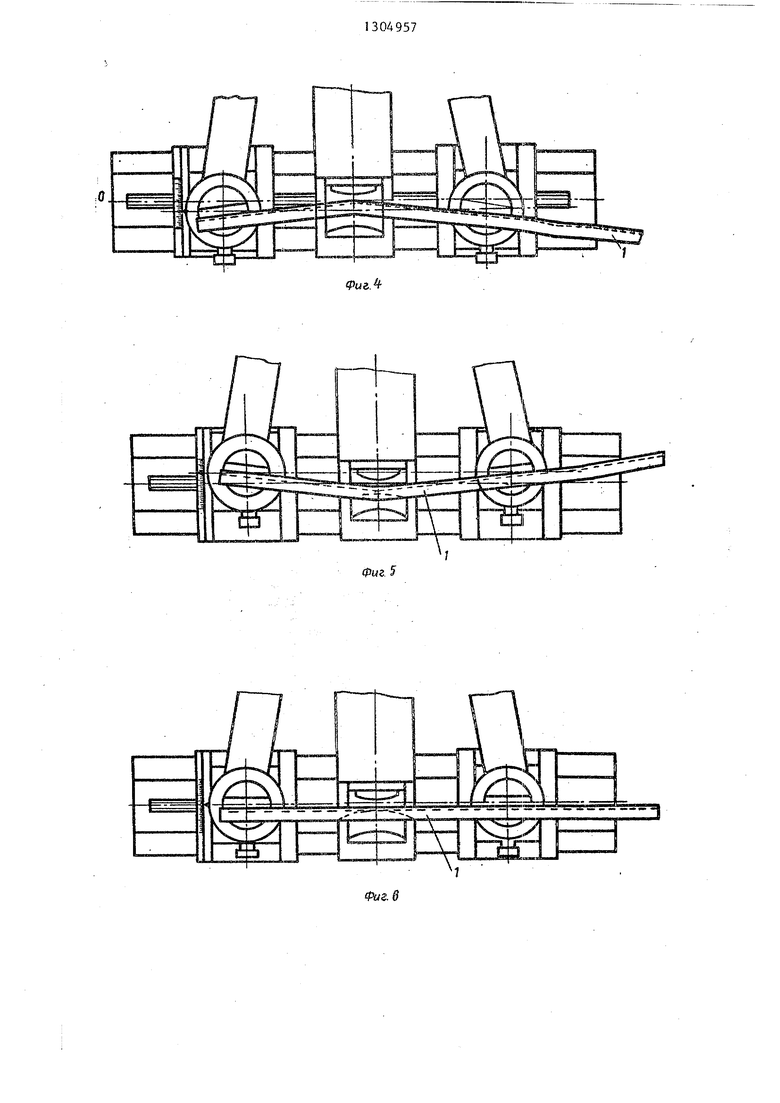
На фиг.1 показана заготовка, установленная в исходное положение, план; на фиг.2 - вид А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг,4 - первая операция правки (гиб); на фиг,5 - вторая операция правки (гиб); на фиг. 6 - профиль после правки (гиб в исходное положение); на фиг,7 - рас25
Величина перемещения подвижного упора
р f
3EI
где I - момент инерции .сечения проката;
Е - модуль упругости материала. Заготовка 1 (профильньй материал.
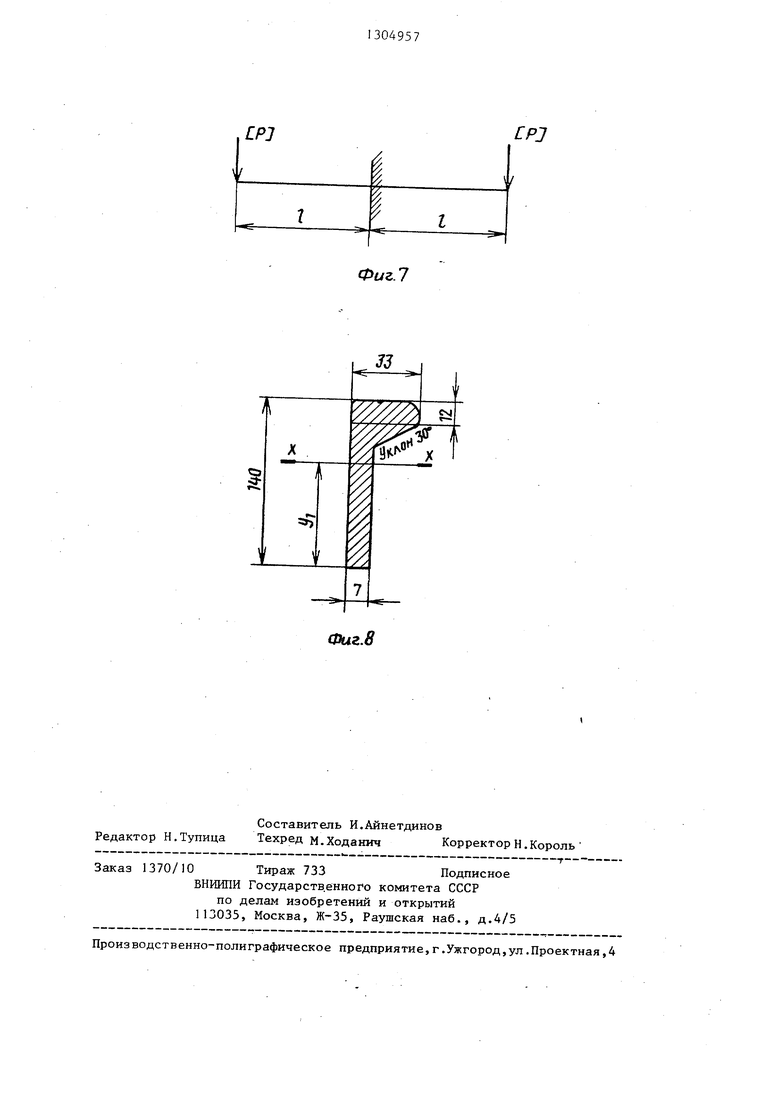
четная схема изгиба профиля на гибоч- например полособульб) подается на ной машине; на фиг.8 - расчетный про- правку при помощи грузоподъемного биль, поперечное сечение,устройства и устанавливается на роль
Ганг или другое подающее устройство. Выставляются опорные поверхности
о
35
Способ осуществляют следующим образом.
Для правки проката необходимо все сечение нагрузить до, предела текучести (Gg).
При моменте, равном Мт, деление напряжений показано. Напряжение доходит до предела текучести лишь в крайних волокнах, вся остальная часть проката находится в упругом состоянии. Поэтому для дальнейшей деформации необходимо увеличение нагрузки и изгибающего момента: грузоподъемность проката еще не исчерпана.
При увеличении момента зона текучести распространяется внутрь сечения в пределе, когда материал по всей высоте сечения потечет и грузоподъемность будет -полностью исчерпана. Изгибающий момент на этой стадии работы и будет предельным.
Дальнейшая деформация пойдет без увеличения момента: в опасном сече2 и 3 всех трех опор в одну линию, боковые опоры 2 по этой линии сдвигаются на минимальный размер к центральной опоре 3 во избежание потери устойчивости заготовки при правке
40 (минимальное расстояние между боковыми опорами 1500 мм), при этом стрелка-указатель 4, установленная на корпусе ползуна левой боковой опоры, должна указать нулевое положение,
45 Усилие прижима определяется расчетным путём и величина его определяется из необходимости удержания от проскальзывания в момент гиба при правке,
50 Усилие гиба регулируется в зависимости от номера профиля и его материала и определяется расчетным путем.
Величина мерной подачи заготовки
55 в зону правки регулируется механизмом мерной подачи и определяется следующим образом.
нии образуется тический шарнир
так II
5
049572
Путем соответствующих расчетов определяют величину предельного момента (допускаемого)
(5, (S 1 + Si) М,„„ ;;)
где S
АОП и S.
К
К 15
статические моменты верхней и нижней половины площади сечения заготовки;
коэффициент, учитывающий неравномерность упрочнения проката после термообработки. Для консоли допускаемый изгибаю р г s-C|-t-%I,
щий момент равен М.
АОП rj - к где Е - длина консоли, откуда допус Р
20 -С
25
каемое значение силы равно 5. (§,. +SO
К- г
Величина перемещения подвижного упора
р f
3EI
где I - момент инерции .сечения проката;
Е - модуль упругости материала. Заготовка 1 (профильньй материал.
о
2 и 3 всех трех опор в одну линию, боковые опоры 2 по этой линии сдвигаются на минимальный размер к центральной опоре 3 во избежание потери устойчивости заготовки при правке
(минимальное расстояние между боковыми опорами 1500 мм), при этом стрелка-указатель 4, установленная на корпусе ползуна левой боковой опоры, должна указать нулевое положение,
Усилие прижима определяется расчетным путём и величина его определяется из необходимости удержания от проскальзывания в момент гиба при правке,
Усилие гиба регулируется в зависимости от номера профиля и его материала и определяется расчетным путем.
Величина мерной подачи заготовки
в зону правки регулируется механизмом мерной подачи и определяется следующим образом.
Максимальный упругий изгибающий омент М Ga W,
Величина мерной подачи и
-t - -У- СР
Заготовка заводится вручную в зону правки машины и укладывается плоскостью стенки на все три опоры, после чего прижимается упорами.
После указанных операций производится правка заготовки при неподвижном центральном упоре и передвигающихся в горизонтальной плоскости вперед и назад боковых упорах.
Первый гиб на себя на величину f, измеряемьй по делительной линейке. Второй гиб от себя на величину 2f и третий - на себя на величину f - возвращение в исходное положение,после чего упоры разжимают заготовку.
В дальнейшем заготовка перемещается .механизмом мерной подачи на величину U (шаг мерной подачи), и все указанные операции повторяются, исключая настройку машины.
Пример. Производят правку несимметричного полособульба № 14а на гибочной машине из материала АК-25 пк с длиной консоли 75 см.
Определение положения оси Х-Х:
0,7- Y, 3,3.-1,2+ i
2,6 1,2 +
+0,7 (14-1,2-Y,); Y, 10 см.
Статические моменты верхней и нижней частей сечения
,3
S, 20 см ; S
35 см
Допускаемый изгибающий момент
М
. fp-j.f с-л§, .l
Доп 430000
К
кгссм
Buff А (повернуто)
1304957
где б.
5500 кгс/см - предел текучести материала; К 0,7 - коэффициент. Допускаемое значение силы Р
МАСП Е
5800 кгс.
Ш
15
0
25
0
5
0
Перемещение подвижного упора (точки приложения силы), f p l /3EI 1,5 см, где I 274 см - момент инерции сечения, относительно нейтральной оси.
Предельный упругий изгибающий момент М Jg W 170000 кгс СМ, где W -34 см - момент сопротивления крайних волокон.
Величина мерной подачи Д 45 см.
Формула изобретения
Способ холодной правки длинномерных заготовок из профильного проката путем знакопеременного упругопласти- ческого изгиба заготовки на ее мерных участках, отличающий- с я тем, что, с целью повышения производительности и точности правки, заготовку устанавливают на ребрю и упругопластически изгибают за один проход заготовки, при зтом гиб осуществляют на линейный размер до образования пластического шарнира, определяемый по зависимости
f .MlL.
V 3EI где LPJ допускаемое усилие;
- длина мерного участка; Е - модуль упругости материала заготовки; момент инерции поперечного сечения заготовки.
S- 6(iiotefHjfmo)
I Фиг. 2
fut.3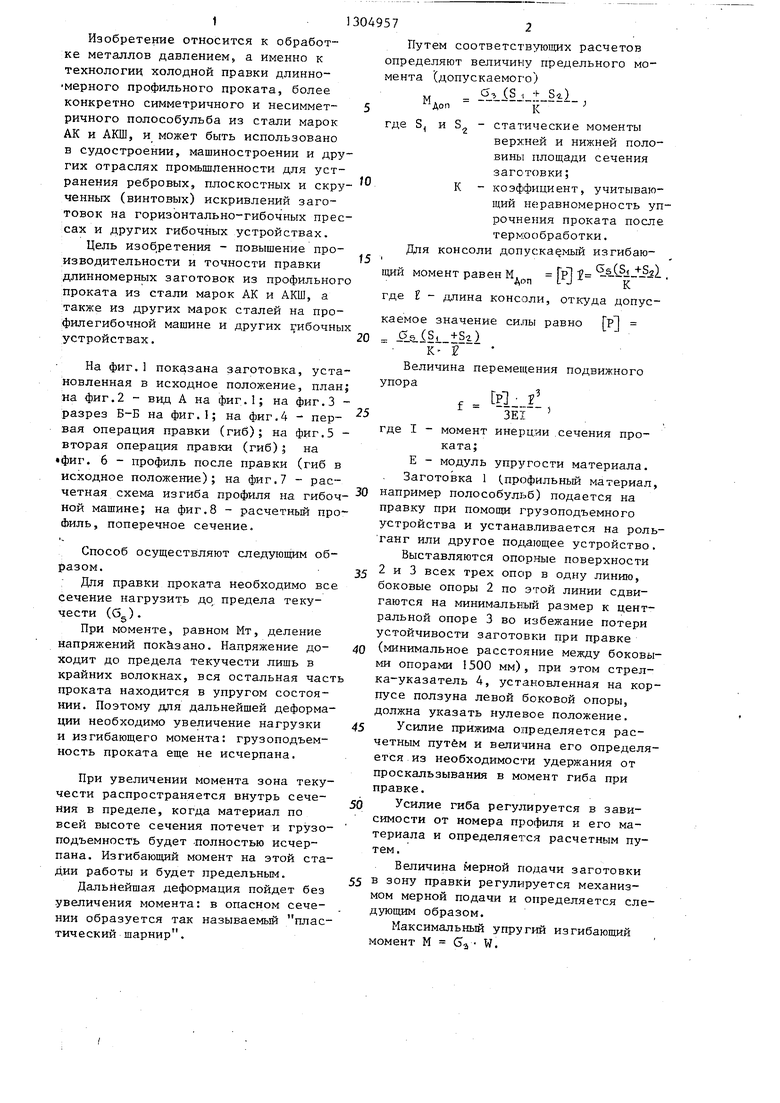
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| Штамп для гибки профильных заготовок | 1988 |
|
SU1574315A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| Штамп для гибки профилей типа тавровых балок | 1986 |
|
SU1368065A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПАНГОУТА | 2011 |
|
RU2492015C1 |
| Способ управления гибкой длинных заготовок | 1982 |
|
SU1076165A1 |
| Способ машинной тепловой резки деталей из профильного проката | 1984 |
|
SU1222466A1 |
| Штамп для гибки длинномерных заготовок | 1984 |
|
SU1230716A1 |
| Способ деформирования заготовок | 1972 |
|
SU490532A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
Изобретение относится к обработке металлов давлением, а именно к технологии холодной правки длинномерных заготовок из профильного проката изгибом, в частности симметричного и несимметричного полособульбового из стали марок АК и АКШ, и может быть использовано для устранения ребровых, плоскостных и скрученных искривлений заготовок на горизонтально-гибочных прессах; Цель изобретения - повышение производительности и точности правки,. а также снижение трудоемкости путем обеспечения одновременной правки на плоскость, ребро и скручивание. Для этого процесс правки производят на ребро на мерных участках заготовки. При этом центр участка правки жестко фиксируют с помощью опор 2 и 3 и усилиями, прилагаемыми к концам заготовки 1, осуществляют гиб на линейный или угловой размер до образования пластического шарнира. Затем заготовку 1 отгибают в обратную по знаку сторону на двойную линейную или угловую величину первоначального гиба и возвращают последующим гибом в исходное положение. Для определения величины линейного размера гиба приведена расчетная зависимость. 8 ил. с (Л с со о ; (X) ел Фиг.1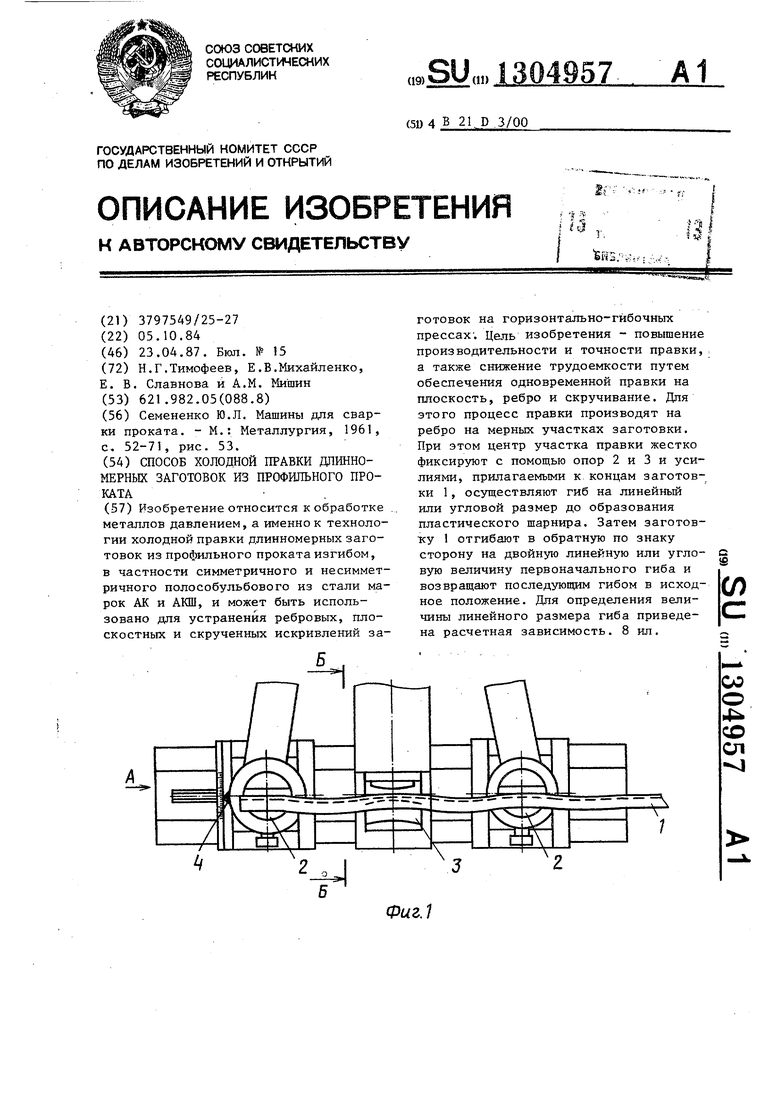
LP3
Фиг.8
СРЗ
Фиг.7
| Семененко Ю.Л | |||
| Машины для сварки проката | |||
| - М.: Металлургия, 1961, с, 52-71, рис | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
